| Titel: | Metallbohrer von verbesserter Form. |
| Fundstelle: | Band 69, Jahrgang 1838, Nr. XCIII., S. 415 |
| Download: | XML |
XCIII.
Metallbohrer von verbesserter Form.
Mit Abbildungen auf Tab.
VIII.
Metallbohrer von verbesserter Form.
Dieser, zum Einsezen in die Brustleier oder in die Bohrkurbel bestimmte Bohrer
gehoͤrt zu derjenigen Art, bei welcher die von einer Seite durch eine
schraͤge Flaͤche (Facette) zugeschaͤrften Schneiden von der
andern Seite durch eine dort ausgefeilte Hohlkehle noch duͤnner und
schaͤrfer gemacht werden. Da solche Bohrspizen uͤberall vorkommen, und
keinem Arbeiter fremd sind, so wird ihre Beschaffenheit hier als bekannt
vorausgesezt, wonach sich die Zeichnungen des neuen Bohrers leicht erklaͤren
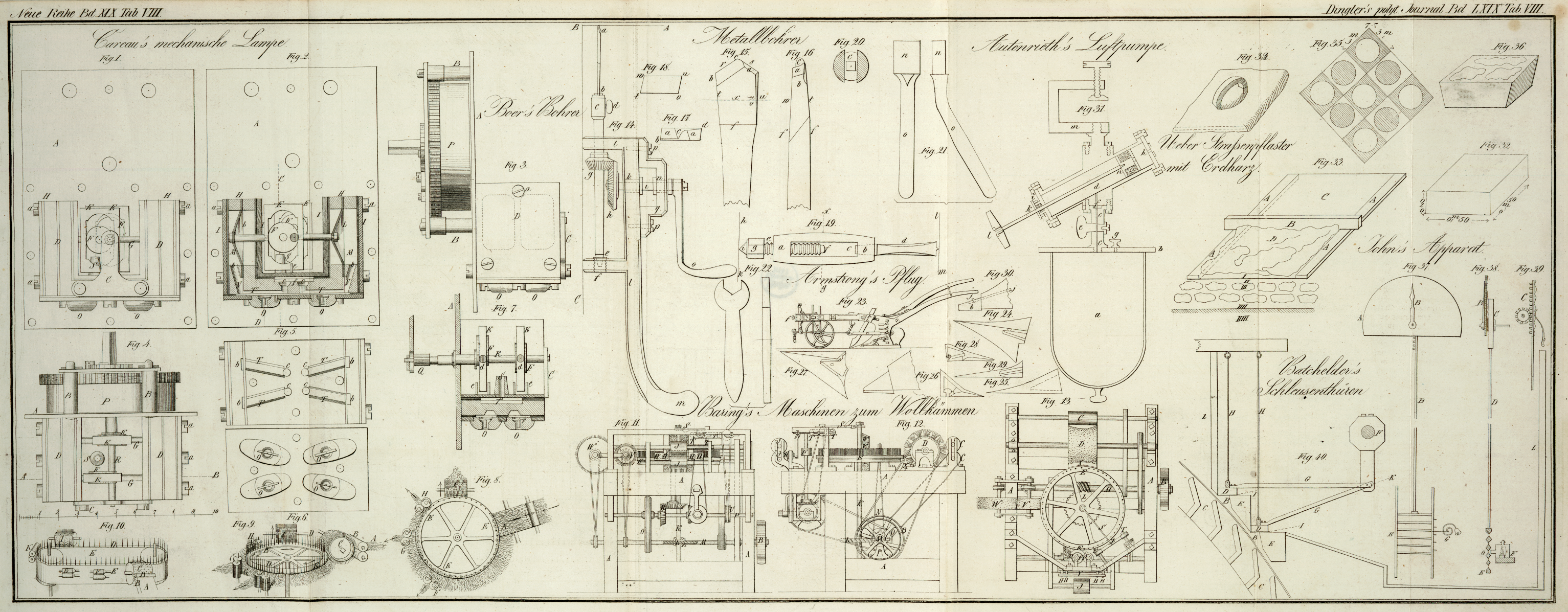
lassen. Fig.
15 zeigt denselben von der breiten Seite, Fig. 16 von der schmalen
Seite, Fig.
17 ist die Ansicht von der Spize aus, Fig. 18 ein Durchschnitt
nach der punktirten Linie x von Fig. 15.
Bei den gewoͤhnlichen Bohrern laufen die beiden
Zuschaͤrfungsflaͤchen in eine gerade stumpfwinklige Kante zusammen,
welche in Bezug auf die Dike des Werkzeugs schraͤg steht, und der erste in
das Metall eindringende Theil desselben ist. Eine eigentliche Mittelpunktsspize
mangelt also diesen Bohrern, weßhalb leztere leicht in ihrem Gange von der geraden
Richtung abweichen, d.h. sich verlaufen. Ueberdieß schneidet jene Kante sehr
unvollkommen, da sie nicht scharf genug ist. Beiden Umstaͤnden ist an dem
neuen Bohrer abgeholfen. Die zwei Facetten a, a sind wie
gewoͤhnlich angelegt; die ihnen gegenuͤberstehenden Hohlkehlen aber,
naͤmlich b, c und d,
c, laufen gegen das Ende des Bohrers nicht gerade aus, sondern wenden sich
gegen einander, und sind zulezt nur durch eine duͤnne, Sfoͤrmige Schneide c von einander
getrennt, welche die schraͤgen, geradlinigen Schneiden r, s (Fig. 15) durch einen sanften Uebergang mit einander verbindet. Die
erwaͤhnte Schneide c ist auch in der Weise
bogenfoͤrmig, daß in der Mitte (in der Achse des Bohrers) ein
hoͤchster Punkt entsteht, von welchem aus die Schneide nach allen Seiten hin
abfaͤllt. Man bemerkt diesen Umstand sowohl in Fig. 15 als in Fig. 16, und
der Nuzen hievon besteht darin, daß der Bohrer, weil er wie durch eine
Mittelpunktsspize gefuͤhrt wird, sich nicht verlaͤuft, sondern stets
in der geraden Richtung bleibt. Zudem erleichtert die große Schaͤrfe der
erwaͤhnten runden Schneide bei c sehr das
Eindringen des Bohrers. Dagegen sind die Facetten a, a
weniger schraͤg (mehr der rechtwinkligen Lage sich naͤhernd) an die
breiten Flaͤchen angesezt, daher die Schneiden r,
s nicht so spizwinklig, als man sie sonst zu machen pflegt; leztere
erlangen dadurch groͤßere Festigkeit. Ferner neigen sich die Kanten r, s staͤrker als gewoͤhnlich (und selbst
noch mehr als Fig.
15 angibt) gegen einander; d.h. der Winkel r, c,
s ist sehr stumpf; dadurch entsteht groͤßere Festigkeit, und
groͤßere Wirksamkeit des auf den Bohrer angewendeten Drukes. Von f an bis zur Spize c neigen
sich die breiten Flaͤchen gegen einander, so daß der Bohrer
regelmaͤßig an Dike abnimmt (s. Fig. 16). Zu bemerken ist
endlich, daß die schmalen Seiten t, w und v, u in paralleler Richtung schraͤg gefeilt sind,
wodurch die Kanten t und u
schneidig werden, wie am besten die Vergleichung der Fig. 15 mit Fig. 19
ergibt.
Ich habe ein Paar Bohrer von der so eben beschriebenen Art durch die Guͤte des
Hrn. Professors J. Schneider in Braunschweig erhalten,
nach dessen Bericht dergleichen in einigen Werkstaͤtten daselbst mit Vortheil
angewendet werden. Man schaͤzt sie, weil sie sich nicht verlaufen,
vorzuͤglich gut schneiden, und ein besonders schoͤnes, reines Loch
machen. Die ersten Exemplare sind vor mehreren Jahren aus Paris gebracht worden. Bei
den hier auf meine Veranlassung vorgenommenen Versuchen hat sich die Trefflichkeit
derselben zum Bohren in Messing vollkommen
bewaͤhrt; auf Eisen scheint jedoch die duͤnne bogenfoͤrmige
Schneide c sich zu bald abzustumpfen.
(Karmarsch in den Hannov. Mittheil. a.
a. O.)
Tafeln