| Titel: | Beschreibung von Fräsen zu Mutterfräsen- und Räderschneid-Maschinen; von C. Walther. |
| Autor: | C. Walther |
| Fundstelle: | Band 87, Jahrgang 1843, Nr. LXIII., S. 247 |
| Download: | XML |
LXIII.
Beschreibung von Fraͤsen zu
Mutterfraͤsen- und Raͤderschneid-Maschinen; von C. Walther.
Mit Abbildungen auf Tab.
VI.
Walther, Beschreibung von Fraͤsen zu
Mutterfraͤsen- und Raͤderschneid-Maschinen.
Von welchem Nuzen und von welcher Wichtigkeit zwekmäßig construirte Arbeitsmaschinen
für den Maschinenfabrikanten sind, braucht wohl nicht nachgewiesen zu werden. Zur
zwekmäßigen Construction einer Maschine gehört aber auch, daß diejenigen Theile,
welche sich am schnellsten abnüzen, am leichtesten durch neue ersezt oder reparirt
werden können. Bei mehreren Arbeitsmaschinen aber, wie z.B. den Fräsen- und
Räderschneid-Maschinen waren bisher gerade diejenigen Theile, welche am
meisten einer Abnüzung unterworfen sind, nämlich die Fräsen, am schwierigsten
herzustellen, und sehr häufig mußte man wieder eigene Hülfsmaschinen haben, um sie
gut und genau machen zu können.
Oft war man dann beim Härten derselben so unglüklich, daß sie zersprangen, oder sich
doch wenigstens krumm zogen, um so leichter, je größer der Durchmesser und die Länge
der Fräse waren. Sprangen einzelne Zähne derselben beim Gebrauche aus, so konnte
nicht mehr anders geholfen werden, als daß man die Fräsen wieder ausglühen, abdrehen
und von Neuem einschneiden mußte. Daß dabei der Stahl Noth litt und die Fräsen immer
bedeutend kleiner wurden, versteht sich von selbst.
Waren die Zähne derselben einmal stumpf, so konnten sie bisher nicht nachgeschliffen
werden, sondern die Fräsen mußten behandelt werden, wie wenn Zähne ausgesprungen
waren.
Alle diese Uebelstände kannte Hr. Nasmyth,
Maschinenfabrikant in Patrikroft, recht wohl, und sezte daher die Fräsen zu den
Mutterfräsen-Maschinen aus einzelnen Meißeln zusammen, so daß jeder einzeln
herausgenommen und geschliffen, oder durch einen neuen ersezt werden kann. Das
Härten der einzelnen Meißel kann ohne Gefahr des Zerspringens oder Krummwerdens
geschehen, da man es mit kleinen Stahlmassen zu thun hat. Auch kann jeder Zahn
beliebig nachgelassen oder härter gemacht werden.
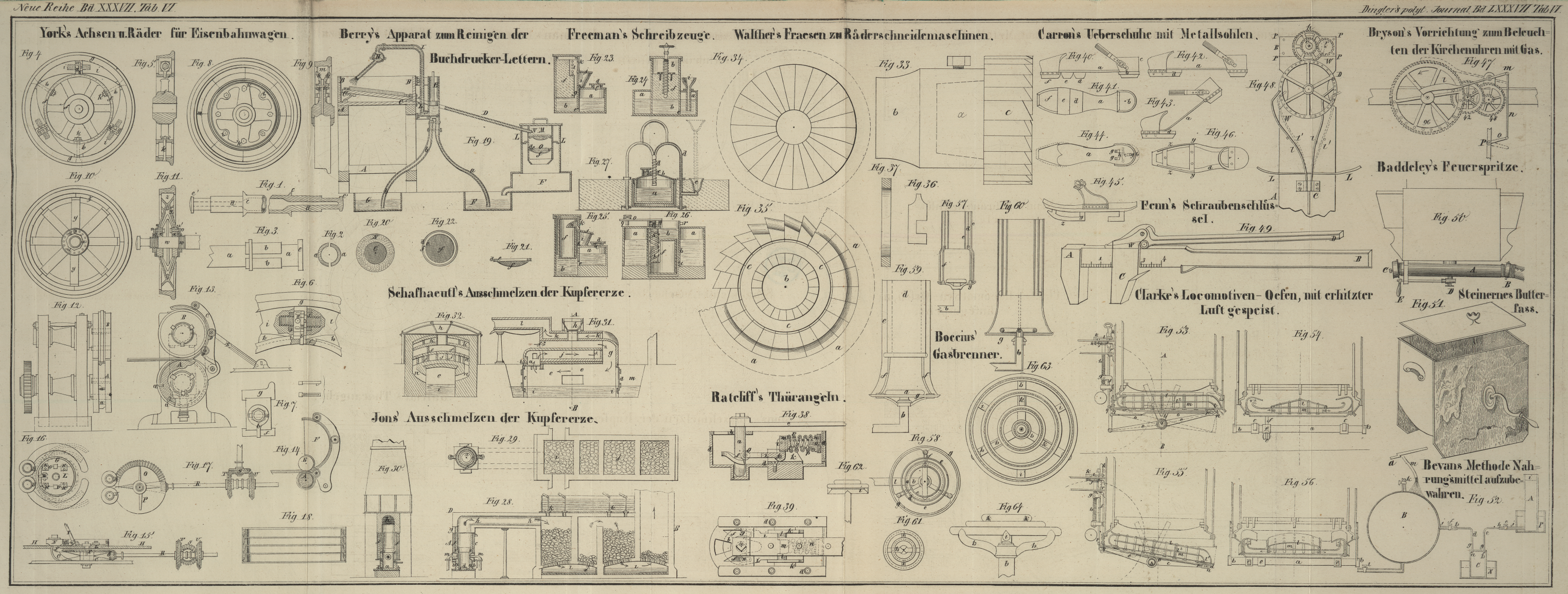
Fig. 33 und
34 sind
Ansichten der Nasmyth'schen Fräsen. Ausgeführt werden nun
diese Fräsen auf folgende Art:
Hat man sich die einzelnen Meißel abgeschmiedet und gehörig ausgeglüht, so werden sie
auf ihren breiten Seitenflächen gerade gefeilt und zwar sollen die zwei
Seitenflächen nahezu mit Radien, welche man sich von der Mitte der Fräse aus an ihre
Peripherie gezogen denkt, zusammenfallen. Legt man nun alle diese Meißel in der
Ordnung, wie Fig.
34 zeigt, zusammen und bringt über dieselben, wie die punktirte Linie
anzeigt, einen rothglühenden schmiedeisernen Ring, so wird dieser beim Erkalten alle
einzelnen Meißel fest zusammendrüken, so daß der ganze cylindrische Bündel von
Meißeln nun bearbeitet werden kann, als wäre er aus einem Stük. Man dreht nun die
eine Hälfte a ab und paßt sie in den Futterkopf b ein, welcher auf die Spindel der Mutterfräsemaschine
aufgeschraubt wird. Dieser Futterkopf ist mit einer Stellschraube versehen, welche
auf einen der Meißel drükt, so daß dieser mittelst derselben der Mitte der Fräse
näher gebracht werden kann. Wird die Stellschraube angezogen, so preßt sich der von
ihr berührte Meißel fest zwischen die andern, und alle zusammen werden so fest in
dem Futterkopfe eingespannt seyn. Nun entfernt man durch einige Schlage den
schmiedeisernen Ring und dreht die andere Hälfte c der
Fräse genau rund ab. Die Meißel sind nun alle von genau gleicher Form.
Läßt man nun die Stellschraube etwas nach, so werden sie alle leicht aus dem
Futterkopf genommen werden und jeder einzelne scharf gefeilt werden können. Sie
werden dann an der Stelle, wo sie schneiden sollen, gehörig gehärtet, angeschliffen
und in der vorigen Ordnung wieder in den Futtertopf eingelegt, mit der Stellschraube
fest gehalten und die Fräse ist fertig zum Gebrauche.
Diese Fräsen brachten mich auf den Gedanken, auch die Fräsen für
Räderschneidmaschinen aus einzelnen Meißeln zusammenzusezen. Doch geht dieß hier
nicht so leicht, weil diese Fräsen an drei Seiten schneiden müssen. Sie müssen
nämlich die zwei Seiten der Zähne mit ihren Abrundungen und zugleich auch den Grund
der Zähne ausschneiden. Sie müssen ferner auf der Mitte einer Achse befestigt werden
können und die Gestalt eines Rades haben. Sie können also nicht, wie die Fräsen für
Mutterfräsen-Maschinen, in einen Futterkopf eingespannt werden, sondern sie
müssen an und für sich selbst ein Ganzes ausmachen. Dieß erreichte ich ganz einfach
auf folgende Art:
Ich ließ einzelne, keilförmige Stüke Stahl schmieden, dieselben auf den zwei verjüngt
zulaufenden Seiten gerade feilen und sie in der Ordnung, wie Fig. 35 zeigt, neben
einander legen. Hierauf wurde ein stark rothglühender eiserner Ring a um dieselben gelegt und nach dem Erkalten desselben
waren die einzelnen Stahlstüke so fest aneinander gedrükt, daß man sie für ein Stük
halten konnte. Diese Stahlscheibe wurde nun auf die Drehbank gebracht und das Loch
b ausgedreht nach der Dike der Achse, auf welcher
später die Fräse befestigt werden sollte. Nun wurde das so behandelte Stük auf einen
Dorn gestekt, an beiden Seiten genau gerade gedreht und die Nuth c eingedreht. Diese Nuth ist etwas konisch, wie aus der
Ansicht des einzelnen Meißels Fig. 36 und der des
Ringes, dessen Durchschnitt Fig. 37 zeigt, ersehen
werden kann. Der Ring Fig. 37 wird genau in die
Nuth eingepaßt und hat den Zwek, die einzelnen Stahlkeile nach Entfernung des Ringes
a fest zusammen zu halten. Ist dieser Ring nun fest
in die Nuth c eingetrieben, so entfernt man den Ring a, bringt dann die Stahlscheibe auf die Fräsenachse und
dreht sie genau nach der Form der Zahnöffnungen, die damit geschnitten werden
sollen. Um das Ausweichen der Zähne zur Seite zu verhindern, hat die Fräsenachse
einen concentrischen Ansaz, an welchem die Fräse anliegt, auf der andern Seite aber wird
eine eben so große Scheibe auf die Fräse gelegt und mit einer Mutter fest angedrükt.
Auf diese Weise wird jedes Ausweichen der Zähne unmöglich seyn. Die einzelnen Meißel
werden nun wieder auseinander genommen, scharf gefeilt und gehärtet wie die
früheren.
Seit längerer Zeit habe ich nun solche Fräsen eben sowohl auf Gußeisen, als auf
Schmiedeisen gebraucht und gefunden, daß sie vollkommen allen Anforderungen
entsprechen. Mit einer solchen Fräse wurden mehrere Tausend Zähne in gußeiserne
Getriebe geschnitten, ohne daß ein Zahn der Fräse ausgesprungen wäre, oder des
Nachschleifens bedurft hätte.
Tafeln