| Titel: | Verbesserte Schraubenkluppe, patentirt für Jos.Whitworth und Comp. |
| Fundstelle: | Band 88, Jahrgang 1843, Nr. XXVI., S. 111 |
| Download: | XML |
XXVI.
Verbesserte Schraubenkluppe, patentirt
fuͤr Jos.Whitworth und Comp.
Aus dem Mechanics' Magazine, 1842, No.
1007.
Mit Abbildungen auf Tab.
II.
Whitworth's verbesserte Schraubenkluppe.
Bekanntlich schneidet die gewöhnliche Schraubenkluppe die Schrauben keineswegs
vollkommen; der Schraubengang ist nicht nur immer unregelmäßig, sondern hat auch nie
die richtige Steigung; ferner ist er wegen der auf das Metall ausgeübten Gewalt
immer mehr oder weniger angeschwollen, so daß der Durchmesser der Schraube oft
beträchtlich größer ist als jener der blanken Spindel, auf welcher das Gewinde
eingeschnitten wurde. Deßhalb ist es ungemein schwierig, Schraubenspindel und Mutter
sogleich aufeinander passend zu bekommen, was oft erst nach vielem Aufwand von Zeit
und Mühe gelingt. Natürlich können die Schrauben auch nie die Stärke und mechanische
Kraft haben, welche sie haben müßten, wenn die Gänge richtig und rein geschnitten
wären.
Die bezeichneten Fehler modificiren sich mannichfach nach der Größe des
Schraubenbohrers, womit die Baken geschnitten werden. Wurden die Baken mit einem
Schraubenbohrer geschnitten, dessen Durchmesser um das Doppelte der
Schraubengang-Tiefe größer ist als der Durchmesser der Spindel, welche mit
einem Gewinde zu versehen ist, so werden sie anfangs sehr gut wirken, aber im
Verlauf der Operation in ihrer Wirkung wankend und unsicher werden. Wurden sie
hingegen mittelst eines Schraubenbohrers von gleicher Größe wie die Spindel
geschnitten, so fällt der Gang gleich von Anfang an unrichtig aus. Solche Baken
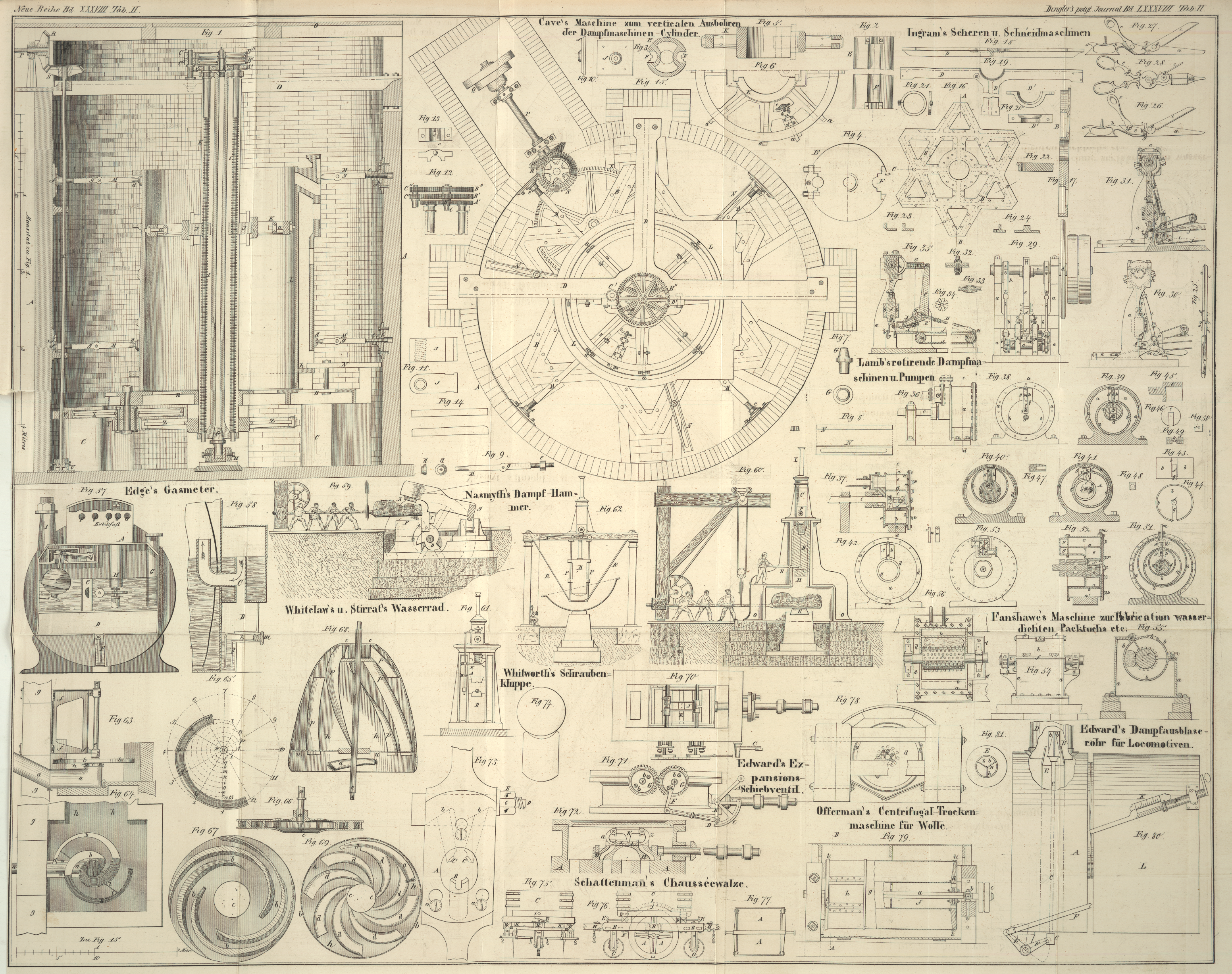
berühren die Spindel nur mit den Spizen der äußeren Kanten, wie Fig. 74 zeigt; auch haben
sie weder eine hinreichende Führung, noch liegen sie stätig an, es sey denn daß das
Gewinde beinahe schon vollendet worden ist. Nicht selten wendet man Schraubenbohrer
von mittlerer Große an, wo dann die Baken die Fehler der zwei erwähnten Fälle in
modificirtem Grade vereinigen müssen.
Bei unserer Schraubenkluppe fallen diese Mängel ganz weg und die Baken wirken vom
Anfang der Operation bis zu ihrer Beendigung gleich vortheilhaft fort. Sie sind
mittelst eines Schraubenbohrers geschnitten, welcher um das Doppelte der Gangtiefe
größer ist als die blanke Spindel; während ihre Form im Allgemeinen und die
Richtung, in welcher sie vorwärts bewegt werden, der Art sind, daß sie ihre
Schneidekraft und die Stätigkeit ihrer Wirkung bis zur vollen Tiefe des
Schraubengangs ungeschwächt beibehalten.
Diese verbesserte Schraubenkluppe ist in Fig. 73 abgebildet. A ist die obere Platte, durch Schrauben a, a, a befestigt; B ist ein
stationärer Baken; C, C sind bewegliche Baken; D ist ein verschiebbares Stük mit schiefen Ebenen b, b zur Bewegung der Baken; E ist eine Schraubenmutter, um das Stük D
anzuziehen. Das Innere der Schraubenkluppe ist durch punktirte Linien
angedeutet.
Nachdem die Baken, wie oben erwähnt, mittelst eines Schraubenbohrers von
vollständiger Größe geschnitten worden sind, ist die Krümmung an ihren äußeren
Rändern der Krümmung der durch sie mit einem Schraubengewinde zu versehenden Spindel
gleich; sie liegen daher schon bei Anfang des Ganges mit allen Punkten ihrer
Krümmung der Spindel an und die durch sie erzeugten Eindrüke sind eine genaue Copie
von den Gängen der Baken. Die eingebissenen Theile dienen den Baken als sicherer
Führer beim Schneiden um die Spindel herum. Eine Furche im fixen Baken B erleichtert die Operation. Vier schneidende Kanten
wirken gleichzeitig an beinahe gleich weit abstehenden Punkten des Umfanges, so daß
durch etwas über 1/4 Umdrehung der Gang vollständig um die Spindel herum geführt
ist.
Nachdem der Gang einmal angefangen ist, dienen die stationären Baken hauptsächlich
als Führer und Widerhalt für die beweglichen Baken. Leztere haben eine eigenthümliche Form und
Richtung. Die Richtung eines gewöhnlichen Schneidebakens geht notwendig nach der
Achse der Schraubenspindel hin; bei unserer Schraubenkluppe aber ist die Richtung
der beweglichen Baken jene zweier Ebenen, welche sich hinter dem Mittelpunkte der
Kluppe in einer Linie begegnen, die zur Achse der Schraubenspindel parallel und
beträchtlich hinter derselben ist. Diese Richtung ist durch die Veränderung bedingt,
welche in der relativen Stellung der Schraubenspindel eintritt, während das Gewinde
tiefer eingeschnitten wird. Da einer der drei Baken stationär ist, so muß sich die
Stellung der Schraubenspindel in Beziehung zu den zwei anderen nothwendig beständig
ändern, weßhalb, wenn diesem nicht entgegengewirkt würde, die schneidenden Enden
nicht weit genug hervorstehen könnten. Indem man ihnen aber die vorher erwähnte
Richtung gibt, ist das gehörige Hervorstehen ungeachtet der Stellungsveränderung der
Spindel gesichert. Leztere in Verbindung mit der Excentricität der Schneidbaken
hindert deren Wirkung durchaus nicht, sondern unterstüzt sie wesentlich. Der zulezt
gebildete Schraubengang wird hiedurch mit den Schneidbaken bis zu einiger Entfernung
hinter ihren schneidenden Kanten in Berührung erhalten und bietet ihnen somit
während der ganzen Operation dieselbe Unterstüzung, welche sie vom Anfang an finden,
wo, wie früher bemerkt wurde, die von ihren äußeren Enden erzeugte Curve mit jener
der Schraubenspindel zusammenfällt. Diese andauernde Unterstüzung, welche zur
Gleichförmigkeit ihrer Wirkung nöthig ist, könnte ohne eine Aenderung in der
Stellung der Schraubenspindel nicht erreicht werden.
Unsere Schraubenkluppe erheischt nur die Hälfte der Kraft, welche beim Arbeiten mit
der gewöhnlichen Kluppe erfordert wird. Die inneren Eken der beweglichen Baken
(welche beim Ausschneiden des Metalls hauptsächlich wirken) sind zu einem spizen
Winkel ausgefeilt, weßhalb sie ungemein leicht angreifen, ohne das Gewinde im
Geringsten zu verdrehen, während sie Späne wie beim Schraubenschneiden auf der
Drehbank wegnehmen; wenn sie abgenuzt sind, schärft man sie auf einem
Schleifstein.
Eine praktische Schwierigkeit beim Gebrauch der Schraubenkluppe entsprang bisher aus
der Abnuzung des Bohrers und der Baken. Der Bohrer nimmt im Durchmesser ab und macht
daher das Loch zu klein, während bei den Baken die entgegengesezte Wirkung eintritt,
welche, unfähig dem Gang die volle Größe zu geben, die Schraube zu groß lassen. Das
einzige Mittel Beidem zu begegnen, so daß Mutter und Spindel genau aufeinander
passen, besteht darin, die Baken vorwärts zu treiben, bis sie den Durchmesser der
Spindel verhältnißmäßig vermindert haben. Dieß kann nach dem vorher Gesagten bei gewöhnlichen
Kluppen natürlich nicht geschehen, ohne dem Schraubengang zu schaden; bei unserer
Schraubenkluppe läßt es sich aber ohne Nachtheil bewerkstelligen. Damit der
Durchmesser der Schraube nicht unversehens zu klein gemacht werde, sind an den
Seiten der Mutter E Ziffern eingeschlagen, um
anzuzeigen, wenn das Gewinde tief genug ist.
Tafeln