| Titel: | Verbesserungen an Apparaten zur Verfertigung von Bohrern, worauf sich John Palmer, zu East Haddam in der Grafschaft Middlesex, am 17. März 1845 ein Patent ertheilen ließ. |
| Fundstelle: | Band 99, Jahrgang 1846, Nr. XXII., S. 99 |
| Download: | XML |
XXII.
Verbesserungen an Apparaten zur Verfertigung von
Bohrern, worauf sich John
Palmer, zu East Haddam in der Grafschaft Middlesex, am 17. März 1845 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions, Nov.
1845, S. 273.
Mit Abbildungen auf Tab.
II.
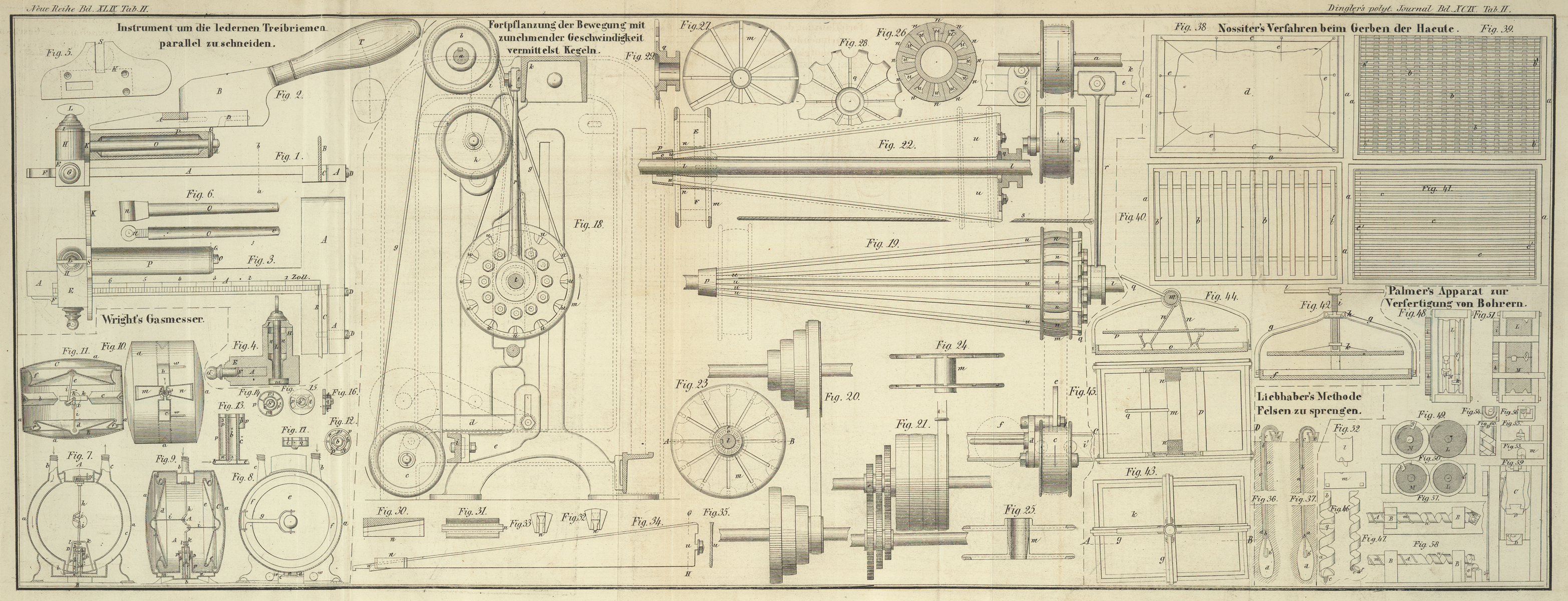
Palmer's Apparate zur Verfertigung von Bohrern.
Der Bohrer, welchen ich mit Hülfe meiner Apparate verfertige, besteht aus einer
langen Metallstange von dreieckigem oder anders gestaltetem Querschnitt, die
schraubenförmig um einen Cylinder gewunden wird. Die Schraubenwindung a, Fig. 46, ist von
geeigneter Länge und am einen Ende mit einem geraden Schafte b verbunden, während das andere Ende in eine scharfe Schneide ausläuft;
das Ganze endigt sich in eine conische Schraube c; nach
Umständen kann auch letztere ganz weggelassen werden, wie Fig. 47 zeigt; e ist eine krumme Stahlschneide, beinahe rechtwinkelig
mit einer verticalen Schneide f verbunden.
Das für den Bohrer bestimmte Eisen wird in viereckige Stäbe von der geeigneten
Dimension gewalzt und dann in Stücke von hinreichender Länge zerschnitten. Sodann
wird ein kleines Stahlstück, welches die Schneide und die conische Schraube abgeben
soll, an das eine Ende des Eisenstückes geschweißt und auf einem Amboße mittelst des
Hammers rechtwinkelig umgebogen. Dem umgebogenen Ende gibt der Arbeiter eine solche
Gestalt, daß es zum Behuf der Herstellung der Schneidelippe, oder der Schneidelippe
nebst conischer Schraube, in die Höhlung der unteren Form paßt.
Ungefähr ¾ der Stangenlänge von dem Stahlknopf an wird nun bis zur nöthigen
Temperatur erhitzt, um durch die Walzen L und M gewalzt zu werden, welche Fig. 48 in der
Frontansicht, Fig.
49 und 50
im verticalen Querschnitt dargestellt sind. Fig. 49 ist
ein Durchschnitt durch die links liegenden Einschnitte beider Walzen. Fig. 50 ein
Durchschnitt durch die rechts liegenden Einschnitte.
Der linke Einschnitt der unteren Walze M, welcher von
einer rectangulären, in dem Umfange der Walze angebrachten Höhlung g ausgeht, hat an seinem Anfange einen dreieckigen
Querschnitt, und erstreckt sich bis auf die gehörige Weite um die Walze. Der über
ihm befindliche Einschnitt in der oberen Walze ist einfach eine sehr flache um die
Peripherie der Walze laufende Vertiefung.
Fig. 51 ist
ein centraler Verticaldurchschnitt durch die Achse der Walzen. Letztere haben
gleichen Durchmesser und sind mittelst der Stirnräder h,
i mit einander verbunden, so daß sie sich mit
gleicher Geschwindigkeit gegen einander bewegen. Die rechts befindliche Rinne der
unteren Walze geht von einer rectangulären Höhlung k
aus; sie hat einen dreieckigen Querschnitt, ist jedoch, wie Fig. 51 zeigt, nur halb
so breit als die andere neben ihr liegende Rinne. Die obere Walze enthält eine
correspondirende Rinne l.
Der Stahlknopf der heißen Stange wird in die Höhlung g
der unteren Walze gesteckt und diese weit genug in Bewegung gesetzt, um der Stange
bis auf die gehörige Länge einen dreieckigen Querschnitt zu geben, während der den
Schaft bildende Theil in eine an dem Ende der dreieckigen Rinne befindliche
Vertiefung der Walze tritt, durch welche er seine Form nicht verändert.
Da diese Procedur nicht in allen Fällen die Kanten des dreieckigen Theils der Stange
glatt zurückläßt, so wird der Stahlknopf nicht in die Höhlung k der rechten Rinne der unteren Walze gesteckt, sondern man läßt die
Stange zwischen den Walzen hindurchlaufen, wodurch sie glatte Kanten erhält und der
dreieckige Theil auf eine für die nachfolgenden Operationen geeignete gleichförmige
Weite reducirt wird.
Die nächste Arbeit besteht in der Anfertigung der Schneidelippe allein, oder der
Schneidelippe mit der conischen Schraube an ihrem Ende. Hiezu bedient man sich für
den ersteren Fall der Fig. 52 im Aufrisse
dargestellten Formen l, m;
die untere dieser Formen ist Fig. 53 in der oberen
Ansicht, die obere Fig. 54 in der unteren Ansicht dargestellt. Fig. 55 liefert eine
obere Ansicht der unteren Form zur Herstellung der Lippe und conischen Schraube,
Fig. 56
eine untere Ansicht der oberen Form. Der glühend gemachte Stahltheil wird zwischen
die Formen gebracht, und erhält sofort durch gewaltsames Niederpressen der oberen
Form die verlangte Gestalt. Hierauf bringt man ihn in den nöthigen Winkel und
ertheilt der Stange mit Hülfe der in Fig. 57 im Grundrisse und
Fig. 58
in der Seitenansicht dargestellten Maschine ihre schraubenförmigen Windungen.
Der Apparat besteht aus einem langen in Lagern B, B liegenden Kern A, der auf
seiner hinteren Hälfte mit einer Schraube m′
versehen ist, die in einer am hinteren Lager B
befindlichen Schraubenmutter läuft. Wenn daher der Kern in seinen Lagern gedreht
wird, so bewegt er sich zugleich in der Richtung seiner Achse vor oder zurück. Die
andere Hälfte des Kerns ist mit einem schraubenförmigen Einschnitt versehen, welcher
dazu dient der Metallstange die erforderliche schraubenförmige Windung zu ertheilen.
Vorn an dem einen Lager ist eine kleine Rolle o
angeordnet, deren Scheitel mit dem tiefsten Punkte der kreisrunden Oeffnung des
Lagers in gleicher Höhe liegt. Diese Rolle hat den Zweck, die Metallstange in den
schraubenförmigen Einschnitt hineinzudrücken, wenn die Stange ihre Windungen
erhalten soll. Letzteres geschieht, indem man den Knopf oder das Ende der Stange mit
dem hakenförmigen Ende des Kerns in Berührung bringt und mit ein Paar Zangen einen
Augenblick fest hält, bis sich der Kern weit genug gedreht hat, um die Stange in den
schraubenförmigen Einschnitt zu bringen.
Der Kern wird nun in eine drehende und fortschreitende Bewegung gesetzt, bis die
Stange gehörig gewunden ist; alsdann wird die Bewegung rückgängig gemacht, um die
fertigen Windungen von dem Kern zu befreien. Der für den Schaft des Bohrers
bestimmte Theil der Stange sollte alsdann mittelst Hammer und Amboß in die geeignete
Lage zu dem gewundenen Theil gebracht werden.
Die nächste Operation besteht darin, daß man den Windungen eine gleichförmige Weite
und Entfernung von einander gibt. Dieses geschieht durch Hämmern in dem Apparate,
welcher Fig.
59 im Frontaufriß dargestellt ist. Derselbe besteht in einem über der Form
D angeordneten Gesenkhammer A Die Form ist Fig. 60 im Grundrisse
dargestellt; sie ist zur Aufnahme der Windungen des Bohrers entsprechend vertieft
gearbeitet. Durch abwechselndes Wenden des Bohrers unter dem Hammer nach der einen
und der andern Richtung werden die Windungen gleichförmig ausgebreitet. Der untere
Theil p des Hammers ist in Uebereinstimmung mit dem
äußeren Umfange der Bohrerwindung entsprechend gekrümmt.
Der gewundene Theil des Bohrers wird sodann wieder glühend gemacht und zwischen
schweren eisernen Platten gerollt, um die Windungen gerade zu richten, wobei man
Acht geben muß, daß die Schneide des Bohrers mit den Platten nicht in Berührung
kommt. Durch Feilen und auf Schleif- und Polirwalzen wird endlich dem Bohrer
seine Vollendung gegeben. Ist aber mit der Schneidelippe eine Schraube in
Verbindung, so mag diese mit einem gewöhnlichen Schraubenschneidzeug geschnitten
werden.
Tafeln