| Titel: | Apparate zum Härten der Stahlwaaren, worauf sich Alfred Newton, Patentagent zu London, in Folge einer Mittheilung am 24. Sept. 1846 ein Patent ertheilen ließ. |
| Fundstelle: | Band 105, Jahrgang 1847, Nr. XXXII., S. 102 |
| Download: | XML |
XXXII.
Apparate zum Härten der Stahlwaaren, worauf sich
Alfred Newton,
Patentagent zu London, in Folge einer Mittheilung am 24. Sept. 1846 ein Patent ertheilen ließ.
Aus dem London Journal of arts, Jun. 1847, S.
332.
Mit Abbildungen auf Tab.
II.
Newton's Apparate zum Härten der Stahlwaaren.
Durch diese Apparate soll man in Stand gesetzt werden den geeigneten Hitzgrad der zu
härtenden Artikel sicher zu treffen.
Zum Erhitzen von Achsen und ähnlichen Artikeln benutzt man einen Ofen in Form eines
verticalen Cylinders. Außerhalb kann derselbe aus Eisenblech bestehen und im Ganzen
4 Fuß 8 Zoll im Durchmesser haben, so daß nach dem Futtern mit Backsteinen der
innere Durchmesser noch 4 Fuß beträgt; er kann etwa 3 Fuß hoch seyn. Im Innern
dieses Cylinders müssen mehrere, gewöhnlich vier Feuerkammern angebracht seyn,
welche die Peripherie der Backsteinfütterung in acht gleiche Theile theilen, so daß
zwischen jeder Feuerkammer ein Backsteinraum ist. Die innere Wand jeder Feuerkammer
ist durch einen Kreis von 3 Fuß 4 Zoll Durchmesser gebildet; jede Feuerkammer ist
folglich 18 Zoll lang und mißt von der Vorderseite bis zur Rückseite (von einer
ihrer kreisförmigen Seiten bis zur andern) 4 Zoll und kann auch etwa 4 Zoll Tiefe
haben; die Enden jeder Kammer können parallel seyn. Unter jeder befinden sich
Roststangen und sie werden durch eine mit einem Gebläse verbundene Röhre mit Luft
gespeist.
Eine kreisförmige gußeiserne Platte von 3 Fuß 4 Zoll Durchmesser (demjenigen des
inneren Kreises der Feuerkammer entsprechend) läßt man langsam und zwar wagrecht zum
oberen Theil der Kammern rotiren. Diese Platte ist an einer durch ihr Centrum
gehenden Welle befestigt, welche auf den Boden des Ofens hinabreicht und ihr Lager
in einer Anwelle unter demselben hat; mittelst einer Rolle, welche auf dieser Welle
befestigt ist, theilt man der Platte die rotirende Bewegung mit.
Die Achsen oder sonstigen zu erhitzenden Artikel legt man auf die Platte, indem man
ihre gestählten Theile so weit über deren Rand vorstehen läßt, daß sie sich direct
über dem Centrum des Feuers befinden; die Platte wird dann langsam gedreht so lange
man erhitzt; die erforderliche Zeit hängt von der Größe des Artikels ab. Nach
gehörigem Erhitzen derselben kann man zum Härten schreiten.
Das Härtebad (gewöhnlich Wasser worin Salz aufgelöst ist) befindet sich in einer
kreisförmigen Kufe. In derselben, ein wenig über der Oberfläche der Flüssigkeit, ist
ein Rad horizontal befestigt, welches mittelst eines Riemens und einer Rolle in
Umdrehung gesetzt wird. Um die Peripherie dieses Rads herum ist eine Anzahl Haken
oder Stifte angebracht, an welche man die Achsen oder sonstigen Artikel hängt so wie
sie aus dem Ofen kommen; diese Stifte befinden sich so hoch über der Flüssigkeit,
daß nur der untere Theil des Gegenstandes in sie taucht. Um das Härtewasser auf
einer niedrigen Temperatur zu erhalten, ist unter der Kufe ein großer Behälter mit
solchem im Boden angebracht, aus welchem man nach Bedarf frische Flüssigkeit in die
Kufe pumpt; das warm
gewordene Wasser läßt man wieder in den Behälter zurücklaufen, worin die Flüssigkeit
kühl genug bleibt. Sobald die gestählten Enden der Artikel gehärtet sind, nimmt man
letztere von den Haken und taucht sie in kaltes Wasser um ihre oberen Enden
abzukühlen.
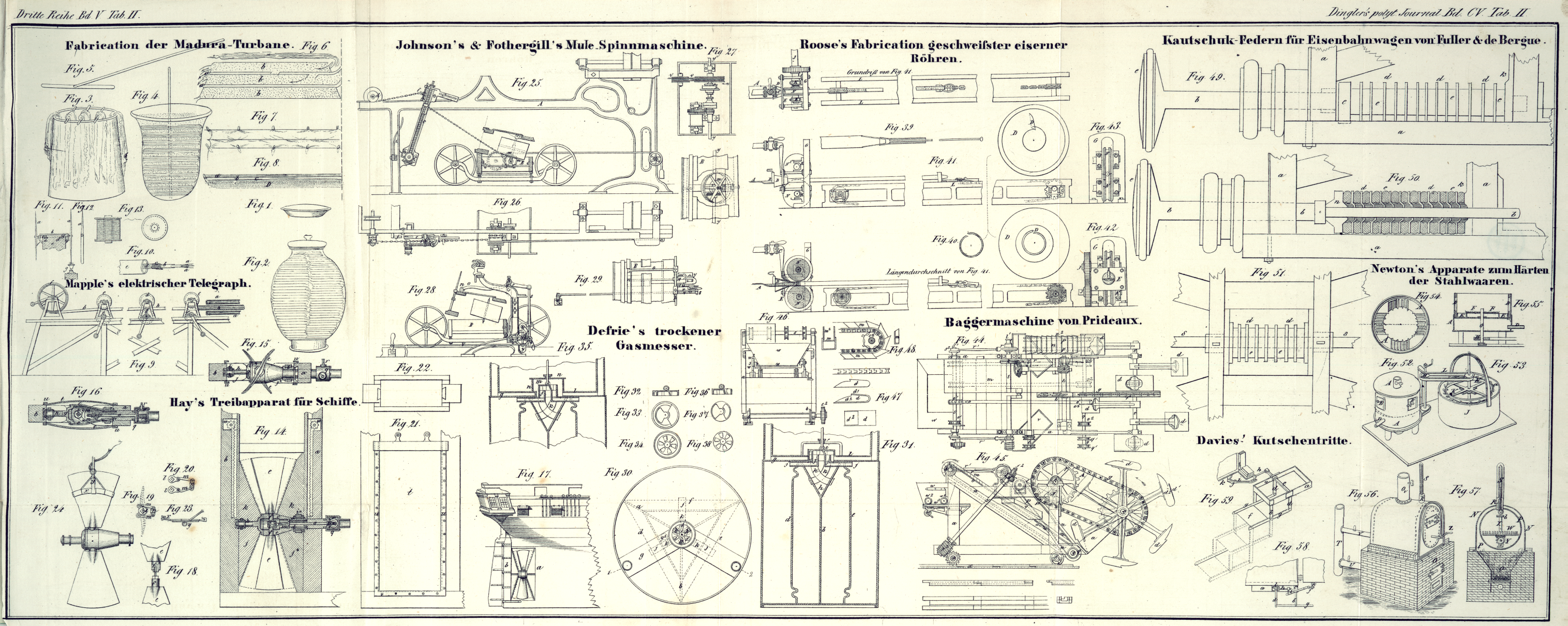
Fig. 52 und
53 sind
perspectivische Ansichten des Ofens und der Kufe mit Härtewasser.
Fig. 54 ist
ein Grundriß vom Innern des Ofens mit abgenommener Platte.
Fig. 55 ist
ein senkrechter Durchschnitt auf der Linie xx von
Fig. 54.
A, A ist der Ofen; B, B
sind die Ofenthüren, durch welche die Feuer gespeist und die zu härtenden Artikel
zurechtgerichtet werden. C ist der Kamin zum Ableiten
der Verbrennungsproducte. D ist das Rohr zum Speisen des
Feuers mit Luft. E, E sind die Feuerkammern; F ist die rotirende Platte worauf die zu härtenden
Artikel liegen. G ist eine verticale Welle mit einer
Rolle H versehen, über die ein endloser Riemen
geschlagen ist, um sie und folglich die Platte F
mittelst einer Kurbel umdrehen zu können.
I, Fig. 53, ist die Kufe mit
dem Härtewasser; K ist das horizontal in ihr angebrachte
Rad, an seiner Peripherie mit Stiften oder Haken a, a
versehen woran man die Achsen oder sonstigen Artikel aufhängt. Dieses Rad kann
mittelst eines endlosen Riemens L umgedreht werden, der
um eine Rolle M auf der Welle G und auch um eine Rolle auf der Achse des Rades K geschlagen ist.
Die größte Schwierigkeit beim Härten schneidender Instrumente besteht bekanntlich
darin sie gehörig zu erhitzen. Der erforderliche Hitzgrad hängt lediglich von der
Beschaffenheit des Stahls ab und diesen kann man nur durch Erfahrung kennen lernen;
außerdem ist aber auch das gleichförmige Erhitzen aller Theile des Stahls von der
größten Wichtigkeit; und wenn die Artikel von beträchtlicher Größe sind, läßt sich
dasselbe bei dem gewöhnlichem Verfahren mit freiem Feuer niemals erzielen. Dieß ist
nicht einmal möglich wenn die Artikel von gleicher Dicke sind, um so weniger wenn
sie, wie in der Regel, ungleich in der Dicke sind. Legt man nämlich die zu
erhitzenden Artikel über ein freies Feuer, so wird nur eine Seite des Stahls der
Wirkung desselben ausgesetzt, die andere aber mehr oder weniger der Einwirkung der
Luft, so daß man bei aller Sorgfalt und Geschicklichkeit das ungleiche Erhitzen
nicht vermeiden kann.
Bei dem beschriebenen Apparat werden alle Theile des Stahls gleichmäßig der
Einwirkung des Feuers ausgesetzt und man ist ganz der Gefahr überhoben daß die
dünnen Theile stärker erhitzt werden als die dicken; der Stahl kann sich folglich
ganz gleichförmig ausdehnen, so daß niemals Härterisse entstehen.
Dieser Apparat mit dem Tisch F eignet sich besonders zum
Erhitzen von Achsen; für andere Artikel muß man den äußeren Rand des Tisches mit
geeigneten Hältern versehen.
Um Artikel zu Härten, welche ganz oder größtentheils aus Stahl verfertigt sind,
benutzt der Erfinder einen Ofen, worin die Luft auf die erforderliche Temperatur
gebracht, aber diese auch durch Einlassen von kalter Luft zu jeder Zeit regulirt
werden kann. Um die Temperatur des Ofens zu erfahren, benutzt man ein Thermometer,
dessen Kugel in ihn hineinreicht; die zu härtenden Artikel legt man auf einen Wagen
oder ein Rad, welches man im Ofen mehr oder weniger sich drehen lassen kann, um die
Luft in Bewegung zu setzen.
Fig. 56 ist
eine perspectivische Ansicht eines solchen Ofens zum Härten gewöhnlicher Achsen,
Degenklingen und Messerschmiedwaaren aller Art. Fig. 57 ist ein
senkrechter Durchschnitt desselben. N ist der eiserne
Ofen mit den zu erhitzenden Artikeln; er befindet sich über einem Heizofen O und wird von diesem aus mittelst der Züge P, P erhitzt; die heißen Gase ziehen durch das Rohr Q ab. R ist ein offenes Rohr
welches in den Ofen hineinreicht und durch das man ein Thermometer S steckt, um die Temperatur der Luft im Innern zu
erfahren. T ist ein mit einem Gebläse verbundenes Rohr
um durch das Rohr U Luft in den Aschenraum des Heizofens
zu schaffen. V ist ein Rohr welches ebenfalls mit dem
Rohr T verbunden ist, aber in den die Artikel
enthaltenden Ofen führt, um in letztern kalte Luft einblasen zu können, wenn seine
Temperatur erniedrigt werden soll, wozu jedoch meistens das Oeffnen der Thür
hinreicht. Die Röhren U und V sind mit Sperrhähnen versehen, um den hindurchziehenden Luftstrom
reguliren zu können. W ist ein horizontales Rad, auf
einer Achse X befestigt, welches durch ein Winkelgetrieb
Y in Umdrehung versetzt wird; mittelst der Achse und
der Kurbel Z wird letzterm die erforderliche Bewegung
ertheilt. b und c sind
Stangen im Ofen, an seinen Enden befestigt, um die Achse X zu stützen.
Man schafft die zu härtenden Achsen durch die Thür in den Ofen und stellt sie auf
ihre Köpfe um das Rad W herum, welches mit vorstehenden
Stiften versehen seyn kann, um sie an ihrem Platz zu erhalten. Dann verschließt man
die Thür und läßt das Rad sich langsam drehen. Während der Operation zieht beständig
Luft durch die Röhre R heraus, daher der Thermometer
genau die Temperatur der Luft im Innern des Ofens anzeigen muß. Bei dem besten Gußstahl liefert eine Wärme
von 510° F. (212° R.) ein vollkommen gutes Resultat und um die Achsen
auf diese Temperatur zu bringen, braucht man etwa 45 Minuten Zeit. Für kleinere
Artikel ist verhältnißmäßig weniger Zeit erforderlich. Der Erfinder behauptet daß
die Artikel keinen Schaden leiden, wenn man sie länger im Ofen läßt als es wirklich
nöthig ist, vorausgesetzt daß die Temperatur auf demselben Grad erhalten wurde, was
bei der Construction des Ofens leicht zu bewerkstelligen ist. Auch kann man die
Temperatur leicht erhöhen oder erniedrigen, wie sie einerseits der Qualität des
Stahls und andererseits dem verlangten Härtegrad der Artikel angemessen ist. Die
Unsicherheit des vielfach angewandten Verfahrens den Stahl in Metallmischungen zu
erhitzen, wobei sich gewisse Anlauffarben einstellen, ist bei dieser Methode
gänzlich vermieden.
Tafeln