| Titel: | Maschine um flache Metallplatten in Röhren zu biegen, worauf sich William Taylor, Mechaniker zu Birmingham, am 18. Mai 1848 ein Patent ertheilen ließ. |
| Fundstelle: | Band 112, Jahrgang 1849, Nr. LV., S. 261 |
| Download: | XML |
LV.
Maschine um flache Metallplatten in Röhren zu
biegen, worauf sich William
Taylor, Mechaniker zu Birmingham, am 18. Mai 1848 ein Patent ertheilen ließ.
Aus dem London Journal of arts, Febr. 1849, S.
22.
Mit Abbildungen auf Tab.
V.
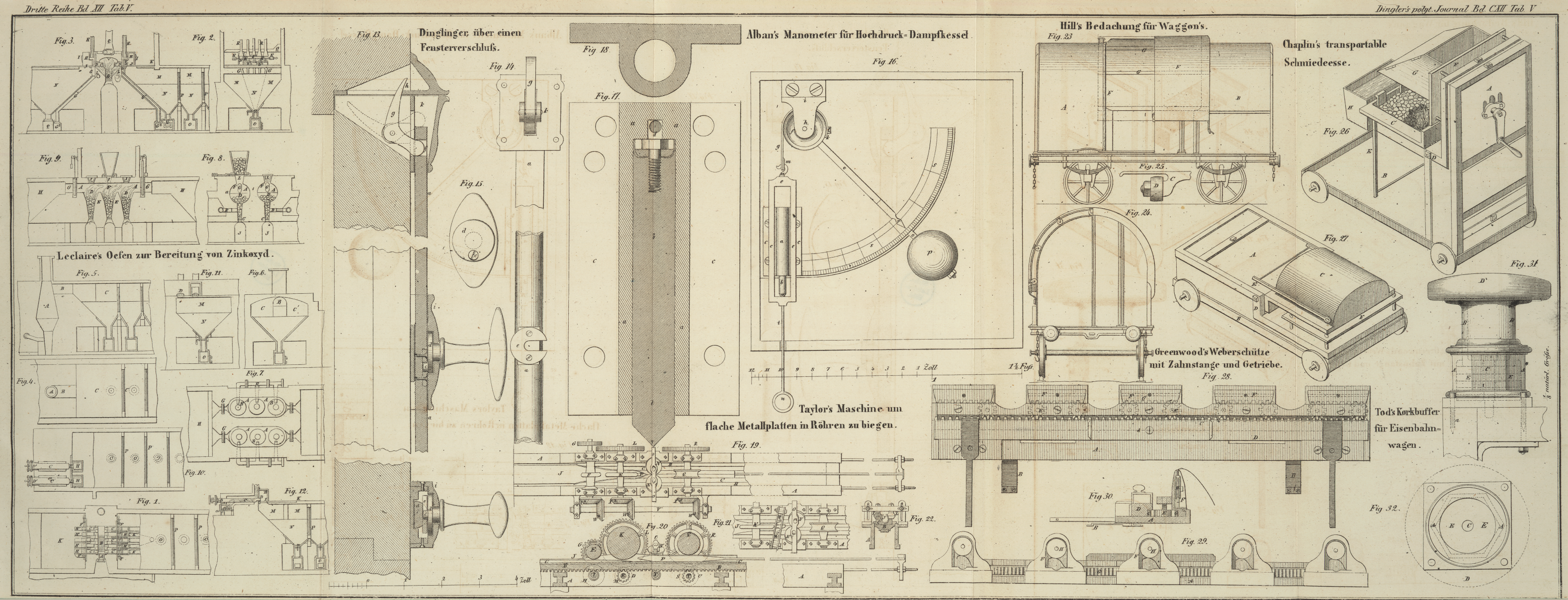
Taylor's Maschine um flache Metallplatten in Röhren zu
biegen.
Fig. 19
stellt die Maschine zur Altfertigung von Röhren aus flachen Metallplatten im
Grundriß, Fig.
20 im verticalen Längendurchschnitt dar. In dem festen Maschinengestell
A gleitet ein Schlitten B, der durch das Getriebe D, welches in eine
an der unteren Seite des Schlittens befindliche Zahnstange greift, in Bewegung
gesetzt wird. Die obere Seite des Schlittens enthält eine gerade Rinne, worin die
Unterlage C befestigt ist. Diese besitzt längs der Mitte
ihrer oberen Seite eine gerade halbcylindrische Rinne, deren Weite der Hälfte der
anzufertigenden Röhre genau entspricht. F ist eine
convexe Walze oder Rolle, deren Achse in dem Maschinengestell A gelagert ist. Das eine Ende dieser Achse enthält ein Stirnrad G, welches mit einem andern an der Achse I sitzenden Stirnrade H im
Eingriff steht. Die Achse der Walze F ist conisch,
damit, wenn die Ränder der Metallschiene J aufwärts
gebogen werden, indem die Walze F die Mitte der Schiene
in die halbcylindrische Rinne der Unterlage C drückt,
keiner der beiden Ränder weiter als andere hinaufgebogen werbe. K ist eine zweite convexe Walze, welche dazu dient, die
Mitte der Platte J noch weiter hinabzubiegen, so daß sie
den Boden der Rinne berührt. Die Achse der Walze K
enthält an dem einen Ende ein Stirnrad L, welches in ein
an dem Ende der Welle E befindliches Getriebe M greift. N, N sind zwei
conische Walzen, deren Achsen in geneigter Lage in dem Gestell O befestigt sind. Der Umfang dieser Walzen ist concav,
so daß sie in Gemeinschaft mit der Rinne in der Unterlage eine vollständige
kreisrunde Oeffnung bilden; sie pressen daher die Ränder der Platte J zusammen und biegen sie über dem Kern P zu einer Röhre. Die concave Walze Q vollendet die Röhre; an ihrer Achse befindet sich ein
Stirnrad R, welches in ein an der Welle T befestigtes Getriebe S
greift. Ein an dieser Welle befindliches Getriebe U
greift in die an der unteren Seite des Schlittens B
angebrachte Zahnstange.
In Fig. 19
sind die Achsen beider conischen Walzen N, N genau in
einer rechtwinkelig zur Länge der Unterlage C stehenden
Ebene angenommen, wie
sich dieses für die Anfertigung einer Röhre mit anstoßenden Rändern eignet. Sollen
jedoch die Ränder der Platte übereinander reifen, so muß die Achse derjenigen Walze
N, welche auf den inneren Rand der Platte wirken
soll, der Achse der andern Walze etwas vorangestellt werden, wie der Grundriß Fig. 21 zeigt.
Auch sind bei der Anfertigung von Röhren mit übergreifenden Rändern feste Führungen
nothwendig, damit die Ränder sich richtig übereinander schieben.
Die Bewegung wird auf die Maschine durch eine Welle v
übertragen, die mit drei Winkelgetrieben w, w¹,
w³ versehen ist, welche in die an den Achsen
E, I und F befestigten
Winkelgetriebe X¹, X², X³ greifen. Das Getriebe D ist zu beiden Seiten seiner Zähne mit einem
kreisrunden Schild vom Durchmesser des Theilrisses versehen und die Zahnstange an
der unteren Seite des Schlittens B besitzt zu beiden
Seiten seiner Zähne gerade Ränder, welche auf den erwähnten Schilden ruhen, so daß
der Schlitten wie auf Rollen liegt. Diese Schilde verhindern keineswegs die
Berührung des Schlittens mit dem Gestell A, sie haben
den Zweck, dem abwärtsgehenden Drucke der Walze K
Widerstand zu leisten. Aehnliche Schilde sind auch an den Wellen I, T und Y angebracht, um
dem Drucke der Walzen F, Q und N einen Widerstand entgegenzusetzen.
Der Grundriß Fig.
21 und der verticale Querschnitt Fig. 22 zeigt die
Anordnung eines Paares kleiner conischer Walzen Z, Z
zwischen der Walze K und dem conischen Walzenpaar N, N; die Umfänge der Walzen Z legen sich an die äußere Fläche der Platte J, nachdem diese durch die Walze K bereits in die
Gestalt einer tiefen Rinne gebogen worden ist, und biegen die Seiten vorläufig ein
wenig nach innen; die Walzen N, N vollenden sodann die
Operation des Biegens.
Der in Anwendung kommende Kern P ist stationär und
besteht aus einer dünnen Stange und einem dickeren Ende, dessen Durchmesser dem
inneren Durchmesser der anzufertigenden Röhre entspricht. Die Erweiterung des Kerns
befindet sich da, wo die Walzen N, N und Q zur Vollendung der Röhre auf die Platte J wirken. Die nach der beschriebenen Methode zu Röhren
umgebogenen Metallplatten können nachher durch Zusammenschweißen, Nieten oder Löthen
auf gewöhnliche Weise vollendet werden.
Tafeln