| Titel: | Reise-Notizen; von Karl Karmarsch. |
| Fundstelle: | Band 123, Jahrgang 1852, Nr. LXXIX., S. 418 |
| Download: | XML |
LXXIX.
Reise-Notizen; von Karl Karmarsch.
Aus den Mittheilungen des hannoverschen
Gewerbevereins, 1851, Lief. 63.
Mit Abbildungen auf Tab.
VI.
(Schluß von Seite 357 des vorhergehenden
Heftes.)
Karmarsch's Reise-Notizen.
8. Ueber Verfertigung der Stahlfedern (stählernen
Schreibfedern.)
(Hierzu Fig. 16 bis 24 auf Tafel
VI.)
Ueber die Fabrication der Stahlfedern, obschon sie gegenwärtig einen sehr bedeutenden
Industriezweig, namentlich in Birmingham, bildetFolgende Betrachtung und annähernde Berechnung mag einen Begriff von der
erstaunlichen Größe dieser Fabrication geben. In Hunt's Handbook to the official Catalogues
of the great Exhibiton wird die in England jährlich in
Schreibfedern wirklich umgewandelte Menge Stahl auf ungefähr 150 Tons =
325,770 köln. Pfund geschätzt. Auf 1 Pfd. kann man, meinen Wägungen zufolge,
durchschnittlich 1500 Stück Federn rechnen, was also eine jährliche
Production = 488,655,000 Stück ergäbe. Die größte Fabrik in Birmingham, jene
von Joseph Gillott, hat i. J. 1842 allein
70,612,000 Stück verfertigt, im J. 1843 schon 105,125,493 Stück, und
gegenwärtig wird ihr jährliches Erzeugniß auf 180 Millionen Stück angegeben,
dazu sind etwas über 500 Personen (worunter 400 Mädchen) fortwährend
beschäftigt. Nach diesem Verhältnisse berechnet, würde das Personal zur
Fabrication obiger 488,655,000 Stück an 1400 Köpfe betragen; wahrscheinlich
ist es aber größer, da nach der raschen Erweiterung von Gillott's Fabrik angenommen werden darf, daß
jährlich in der That bedeutend über 489 Millionen
Federn producirt werden., ist durch Druckschriften äußerst wenig bekannt. Ure gibt in seinem Dictionary of Arts, Manufactures
and Mines (Artikel Steelpens) nur eine sehr
kurze und oberflächliche Notiz, welche aus Barlow's
Treatise on the Manufactures and Machinery of Great
Britain geschöpft ist. C. Hartmann beschreibt in
seinem Encyklopädischen Wörterbuche der Technologie, Bd. II, Augsburg 1839, S.
594–595, eine Anfertigungsart der Stahlfedern, welche mit der in England
jetzt gebräuchlichen nichts gemein hat und im Vergleich mit derselben sehr
unvollkommen ist. Das von Neukrantz herausgegebene
Berliner Gewerbe-, Industrie- und Handelsblatt brachte vor mehreren
Jahren (im 10ten Bande, 1844, S. 175) einen Aufsatz von H. Weigert
jun. in Berlin, welcher weit lehrreicher ist, aber
ungeachtet eines sehr wesentlichen Zusatzes der Redaction, doch Vieles unberührt läßt und
selbst Einiges enthält, was auf Mißverständniß zu beruhen scheint. Endlich findet
sich in Dingler's polytechn. Journal (Jahrg. 1844, Bd. XCIV S. 260) die aus dem Repertory of Patent-Inventions übersetzte
Beschreibung einiger die Stahlfedernfabrication angehenden Erfindungen, für welche
Hincks, Wells und Finnemore zu Birmingham am 4. Januar 1844 ein Patent erhalten haben.
Andere nennenswerthe Nachrichten über den in Rede stehenden Industriezweig sind mir
nicht bekannt; und so mag der Umstand, daß die vorliegenden den Gegenstand nicht
entfernt erschöpfen, mich entschuldigen, wenn ich meinerseits Notizen mittheile,
welche zwar für sich genommen eben so wenig vollständig sind, aber theils
bestätigend, theils ergänzend und selbst einigermaßen berichtigend auftreten
können.
Ich benutze dabei, außer meinen eigenen Wahrnehmungen, einen kurzen aber
authentischen Artikel aus einer auf Veranlassung der Londoner
Industrie-Ausstellung erschienenen, die Birminghamer Fabriken betreffenden
Gelegenheitsschrift, welche mir von dem Verfasser – Hrn. W. C. Aitken in Birmingham –
mitgetheilt wurde.Ich kann obige Worte nicht niederschreiben, ohne den Ausdruck der
lebhaftesten Erkenntlichkeit hinzuzufügen für die außerordentlich
freundliche und entgegenkommende Art, in welcher Hr. Aitken – einsichtsvoller und
höchst gewandter Dirigent der großen Metallfabrik von R. W. Winfield – nach meiner und Anderer
Erfahrung fremde Besucher aufnimmt, die in der Absicht sich zu unterrichten
nach Birmingham kommen.
Die mir namentlich bekannten Stahlfedernfabriken Birminghams (außer welchen es noch
viele andere gibt) sind sieben an der Zahl, und ihre Firmen: Joseph Gillott, – William Mitchell, –
John Mitchell, – Mason and Elkington, A. Kell and Comp., – M.
Myers and Son. – Hincks, Wells and Comp. Die letztgenannte Fabrik,
in welche ich Zutritt erhielt, ist von ansehnlichem Umfange und beschäftigt
wenigstens ein Paar Hundert Personen. Als ich dieselbe besichtigte, ist es mir
gegangen, wie wahrscheinlich Hrn. Weigert auch: ich hatte nicht Gelegenheit, alle Arbeiten vollständig
und in der natürlichen Ordnung, wie sie beim Gange der Fabrication auf einander
folgen, zu sehen. Mehreres mußte daher errathen oder aus den gesammelten Proben
abgeleitet werden; und so blieb manche Lücke und manche Ungewißheit, welche man mir
nachsehen wird.
Das Material zu den Federn ist raffinirter Cementstahl; Gußstahl soll dazu nicht
tauglich seyn, was seinen Grund darin haben mag, daß derselbe beim Härten eine zu
große, hier gerade besonders übel angebrachte Sprödigkeit annimmt.Hincks, Wells und Finnemore haben sich (s. Dingler's polytechn. Journal Bd. XCIV S. 260) das Verfahren
patentiren lassen, die zu den Federn dienenden kleinen Blättchen aus Eisenblech zu schneiden und hiernach durch
Einsetzen (Glühen zwischen Kohlenpulver) erst in Stahl zu verwandeln. Ich
weiß nicht, ob diese Methode wirklich in Ausübung ist, halte mich aber
überzeugt, daß sie gute Federn nicht liefern kann, da das eingesetzte und nicht
weiter bearbeitete Eisen jedenfalls zu brüchig seyn muß. Der Stahl wird in 3 bis 5 Fuß langen und 2 bis 3 Fuß breiten Blechtafeln aus
Sheffield bezogen; man zerschneidet diese Tafeln in Streifen, befreit sie durch
Abbeizen von Zunder, und walzt sie zu der erforderlichen geringen Dicke aus, welche
für die gewöhnlichsten Federngattungen den 120sten bis 100sten Theil eines
hannoverschen Zolls, für einige starke Sorten noch etwas mehr beträgt. Ich sah einen
eigenen Apparat, womit man das Blech auf feine Dicke untersucht, und auf die gleiche
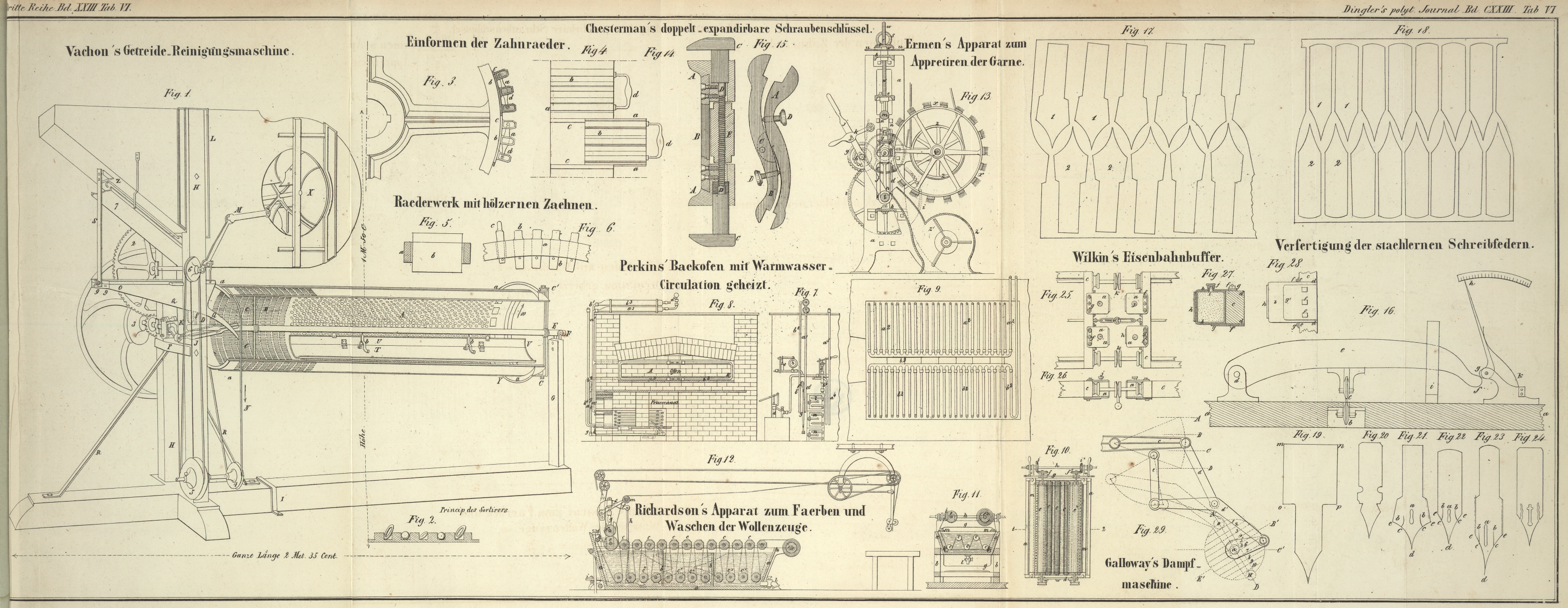
Stärke an verschiedenen Stellen der Tafeln prüft. Fig. 16 ist eine flüchtig
und nur aus dem Gedächtnisse entworfene Skizze hiervon.
a, a bezeichnet den senkrechten Durchschnitt eines
Tischblattes, durch dessen Oeffnung eine stählerne Walze oder Scheibe b – von etwa 2 1/2 Zoll Durchmesser und ein
Achtelzoll Dicke oder Breite – oben ganz wenig hervorragt. Eine gleiche
Scheibe c ist in einer Gabel an dem krummen, um d drehbaren, eisernen Hebel d, e,
f angebracht, der mit dem Ende f gegen den
kurzen Arm des Fühlhebels g, h wirkt. Letzterer bildet
in h den Zeiger auf einem Gradbogen. i bedeutet eine Gabel, welche den großen Hebel bei
feinem Auf- und Niedersteigen leitet und ihn von Seitenschwankungen abhält;
k eine Feder für den Fühlhebel g, h, wodurch derselbe in steter Berührung mit l gehalten wird. Der Hebel d, e,
f sinkt vermöge seines eigenen Gewichts bis zur Berührung der Scheibe c mit b oder mit einem
zwischen beiden Scheiben eingebrachten Gegenstande. Die Prüfung des Blechs
geschieht, indem man dasselbe zwischen den Scheiben durchschiebt. Ich fand den
Apparat in verschiedenem Maaßstabe ausgeführt; bei dem größten Exemplare hatte der
Hebel d, e, f ungefähr 2 Fuß Länge und wohl 3 bis 4 Zoll
Breite oder Höhe. Da die Scheibe c etwa t Fuß weit vom Drehpunkte d
des Hebels entfernt ist und nur dünne Bleche gemessen werden, so ist die bei
verschiedenen Blechdicken unvermeidlich erfolgende Schiefstellung der oberen Scheibe
so gering, daß sie vernachlässigt werden kann. Dagegen wird die größte Sorge zu
tragen seyn, daß die beiden Scheiben aufs Genaueste rund gedreht sind und auch ganz
richtig rund laufen.
Nachdem die dünnen Stahlblechstreifen in einer Breite von etwas weniger als der
doppelten Länge der daraus herzustellenden Federn vorgerichtet sind, folgen die
einzelnen Operationen in nachstehender Ordnung auf einander:
1) Das Ausschneiden. – Blättchen (blanks oder flats genannt),
von der Gestalt und Größe, wie sie zur Anfertigung der Federn nöthig ist, werden aus
dem Bleche in solcher Weise geschnitten, daß von letzterem möglichst wenig in Abfall
kommt. Man bildet deßhalb aus einem Blechstreifen zwei Reihen Blättchen, mit den
Spitzen gegen einander gewendet und zwischen einander hineingreifend.
Eine Probe des hiernach übrig bleibenden Bleches ist in Fig. 17 abgebildet; eine
zweite von Federn anderer Form, in Fig. 18 (beide in der
wirklichen Größe und mit den zufälligen Ungenauigkeiten copirt, weßhalb in Fig. 17 die
Oeffnungen ein wenig schief gegen den geraden Blechrand stehen, und in Fig. 18 die
Spitzen der einen Reihe nicht völlig in der Mitte zwischen den Spitzen der andern
Reihe liegen). 1 und 2 in diesen beiden Zeichnungen geben die Gestalt sowohl der
herausgeschnittenen Blättchen als der davon entstandenen Oeffnungen an; diese beiden
Formen kehren in Fig. 21, 22, 24 auf einer vorgerückten Stufe der Bearbeitung wieder, dagegen zeigen
Fig. 19,
20 zwei
andere Formen unmittelbar nach dem Ausschneiden, und Fig. 23 ist wieder eine
verschiedene Form, an der schon die Wirkung einer späteren Operation sichtbar wird.
Fig. 19
ist das Blättchen zu einer Rohrfeder (barrel pen),
dessen oberer breiter Theil später zu einem cylindrischen Rohre (darre!)
zusammengerollt wird, damit man einen Stiel von Holz hineinstecken kann.
Ungeachtet der sparsamsten Benutzung des Bleches ist doch der Antheil desselben,
welcher in sogenannten Schroten (wie Fig. 17, 18) zurückbleibt, nicht
unbeträchtlich; nach genauen vergleichenden Wägungen beläuft er sich bei Fig. 17 auf 41
Proc., bei Fig.
18 auf 25 Proc., so daß man aus 101) Pfd. Blech im ersteren Falle nur 59,
im letzteren Falle 75 Pfd. Blättchen oder Federn bekommt.
Die Maschine zum Ausschneiden ist ein sogenannter Durchstoß von bekannter Bauart, mit
startsteigender Schraube (zweifachem Gewinde) und einem oben an letzterer
befestigten Schwengel mit zwei Schwungkugeln. Der hierin gebrauchte Stempel und
dessen Matrize mit dazu passender Oeffnung haben eine Beschaffenheit, welche sich
errathen läßt, wenn man den bei so vielen anderen Gelegenheiten in der
Blechverarbeitung gebräuchlichen Durchstoß (Durchschnitt) und seine Wirkungsweise
kennt. Jeder Stoß
schneidet zwei oder sogar mehrere Blättchen auf einmal aus; daher ist Weigert's Schätzung, daß das die kleine Maschine
bedienende Mädchen in einer Minute an 300 Stück liefern könne, nicht
übertrieben.
2) Das Durchlöchern und Einschlitzen. – Die jetzt
gebräuchlichen Stahlfedern enthalten der Regel nach im Schnabel (siehe Fig. 21, 22, 23) ein
längliches Loch a und ein Paar Seitenspalte b, c, b, c, welche letztere vom Rande anfangend, auf
eine größere oder geringere Tiefe hineinreichen. Hierdurch wird die Steifheit der
Feder gemildert und sie an Biegsamkeit und Elasticität einer Gänsefeder näher
gebracht, obschon ihre Breite groß genug bleibt, um die nöthige Menge Tinte zu
fassen.
Perry, der (im J. 1830) diese wesentliche Verbesserung
erfand, hat gerade dadurch die allgemeine Anwendung der Stahlfedern möglich gemacht,
deren dieselben gegenwärtig sich erfreuen.
Das Loch und die zwei Schlitze oder Seitenspalte werden gleichzeitig in Einer
Operation hervorgebracht. Die dazu dienliche Maschine ist jener zum Ausschneiden
(1ste Operation) im Allgemeinen gleich; nur wird jetzt jedes Blättchen einzeln
behandelt, wobei dessen nöthige Lage dadurch erreicht und gesichert wird, daß man es
mit dem Schnabel e, d, e in den gleichgestalteten
Winkelausschnitt einer auf der Matrize angebrachten Erhöhung einschiebt. Der
Oberstempel dieses zweiten Durchschnittes hat in zweierlei Weise zu wirken: zur
Bildung des Loches nämlich muß er ein entsprechendes kleines Stückchen Stahl
herausstoßen, was mittelst eines gleichen Loches in der Matrize auf die gewöhnliche
und hier keiner Erklärung bedürftigen Art geschieht; die Seitenspalte aber sind
Schnitte, welche eine Trennung des Metalls bewirken, ohne das mindeste Theilchen
davon wegzunehmen. Für diesen letzteren Zweck müssen demnach Oberstempel und Matrize
völlig nach Art der beiden Blätter einer Schere zusammenwirken. Es wird dieß
erreicht, indem für jeden der beiden Spalte auf dem Oberstempel eine kleine Erhöhung
angebracht ist, deren nach der Linie bc laufende
rechtwinkelige Kante sowohl über b als c noch etwas hinausragt, d.h. länger ist als der zu
machende Schnitt, zugleich aber nicht in einer horizontalen Ebene liegt, sondern von
c nach b ganz wenig
ansteigt. Auf der horizontalen Fläche der Matrize befindet sich ein Ausschnitt,
dessen rechtwinkelige Kante gleichfalls nach der Linie bc gerichtet ist, so daß an ihr beim Niedergange des Oberstempels die
Kante des letzteren mit genauester Berührung vorbeistreift. Vermöge der erwähnten
geneigten Lage der Schneiden am Oberstempel fängt die Bildung des Schnittes am Rande
des Stahlblättchens in c an, und setzt sich –
gerade wie beim Einschneiden mit einer gewöhnlichen Schere der Fall seyn würde
– von hier bis b fort. Die beiden außerhalb der
Schnittlinie bc liegenden Flügel bce werden hierbei ein wenig aus der Ebene des
Plättchens heraus nach unten gebogen, was aber bei der ferneren Bearbeitung nicht
hinderlich ist, namentlich beim Hohlbiegen der Feder von selbst sich verliert.
Es gibt auch Federn, welche statt der Seitenspalte wirkliche offene (wiewohl sehr
schmale) Schlitze enthalten: Fig. 24 zeigt ein
Beispiel dieser Art. Da solche Schlitze durch Herausstoßen eines Streifchens
entstehen, wie das ringsum begränzte Loch in der Mitte, so ist die Einrichtung des
Oberstempels und der Matrize hierzu mit jener für das Mittelloch
übereinstimmend.
3) Das Ausglühen (annealing).
– Um die so weit in der Bearbeitung fortgeschrittenen Blättchen recht weich
und für die nächstfolgenden zwei Operationen geschmeidig zu machen, werden sie jetzt
– eine sehr große Anzahl zusammen – in einer Muffel schwach
rothglühend gemacht und dem langsamen Erkalten überlassen; sie laufen dabei, durch
Bildung einer geringen Menge Oxyd auf ihren Oberflächen, schwärzlich an.
4) Das Prägen (stamping).
– Der Name der Fabrik, die Benennung der Federn-Sorte, wohl auch eine
Zeichnung (z.B. eine kleine Napoleons-Figur, wie ich in einem Falle sah),
wird nun aufgeprägt oder gestampft, wozu das Blättchen einen kurzen, aber kräftigen
Stoß zwischen einem Relief-Oberstempel und einem, durch Abdruck desselben
entstandenen, vertieften Unterstempel zu erleiden hat. Zum richtigen Auflegen auf
den letzteren dient wieder die schon bei der zweiten Operation beschriebene
Einrichtung; allein die Prägmaschine wirkt nicht mittelst einer Schraube, sondern
ist ein kleines, auf dem Arbeitstische stehendes Fallwerk, worin der Oberstempel an einem schweren Eisenkörper befestigt ist,
welcher durch Schnur, Hebel und Fußtritt gehoben, dann zur Ausübung des Stoßes dem
Niederfallen überlassen wird. – In Ansehung der Fabrik-Firmen mag
bemerkt werden, daß die Birminghamer Fabriken durchaus nicht darauf bestehen, ihr
Product mit ihrem eigenen Namen versehen in die Welt zu schicken, sondern gerne
bereit sind, jenen des Bestellers aufzuprägen, wornach man denn in Birmingham Federn
mit deutschen, belgischen und anderen Personen- und Ortsnamen machen sieht;
ein Umstand, welcher erkennen läßt, was man von angeblichen
Stahlfedern-Fabriken außerhalb Englands in der Regel zu halten hat.
Das Hohlbiegen. – Bis zu diesem Zeitpunkte waren
die Blättchen immer noch flach. Die rinnenartige (fast oder völlig halbcylindrische)
Biegung wird ihnen nach dem Prägen in einer kleinen Schraubenpresse gegeben, welche
im Allgemeinen der Construction einem Durchschnitte oder einer starken Siegelpresse
gleicht, aber einen halbcylindrisch convex gerundeten Oberstempel und eine Matrize
oder einen Unterstempel mit entsprechender halbcylindrischer Vertiefung enthält. In
letztere wird ein Blättchen nach dem andern horizontal eingeschoben, wornach man auf
jedes durch eine rasche Wendung der Schraubenspindel einen Stoß mit dem Oberstempel
gibt. Diese Arbeit erfordert wenig Kraft und geht daher sehr schnell von statten.
– Soll die Feder ein Rohr zum Einstecken eines hölzernen Stiels bekommen, so
findet das Rollen desselben auch in diesem Zeitpunkte der Fabrication statt. Das für
diesen Fall wie Fig. 19 gestaltete Blättchen erlangt durch denselben Stoß, welcher dem
übrigen Theile die rinnenartige Gestalt gibt, auch an seinem obern breiten Theile
m, n, p, o den Anfang der Biegung, wodurch die Form
U herauskommt, nämlich die Seitentheile des Bleches
fast parallel in die Höhe gerichtet werden; dann aber wendet man, um die
Kreisbiegung zu vollenden und die Ränder m, o, n, p an
einander zu schließen, eine zweite Presse an, in welcher der Oberstempel eben sowohl
wie der Unterstempel eine halbcylindrische Vertiefung enthält, so daß die Aushöhlung
des Oberstempels die gedachten Ränder nach innen und gegen einander treibt, und
schließlich aus den Linien mn und op richtige Kreise entstehen.
6) Das Härten. – Die Federn – welche nun,
den Hauptspalt abgerechnet, rücksichtlich ihrer Gestalt gänzlich vollendet sind,
werden gehärtet, indem man eine große Menge derselben auf einmal in flachen
Eisenblechgefäßen unter einer Muffel rothglühend macht, und dann schnell in ein
Gefäß voll Oel ausschüttet. Diese Arbeit erfordert, wie leicht zu erachten, bei so
zarten und kleinen Gegenständen eine große Gewandtheit und Behutsamkeit, in deren
Ermangelung die Federn durch das Glühen leicht verbrannt und gänzlich verdorben
werden könnten. (Vom Härten spricht, auffallender Weise, Weigert gar nicht, oder er
scheint es vielmehr mit dem schließlichen Firnissen – siehe unten –
verwechselt zu haben, wodurch seine Nachricht in dieser Beziehung ganz undeutlich
wird.)
7) Das Entfetten. – Das den Federn nach dem Härten
anhängende Oel wird dadurch beseitigt, daß man dieselben in einem um seine Achse
gedrehten eisenblechernen Cylinder anhaltend schüttelt (ohne Zweifel mit Zusatz von
Sägespänen oder feinem trockenem Sande).
8) Das Scheuern (scouring).
– Sodann folgt das Blankscheuern, wodurch die vom Ausglühen (3te Operation)
entstandene und beim Härten (6te Operation) vermehrte Oxydkruste weggeschafft, die
reine Farbe des Stahls zum Vorschein gebracht wird. Man bedient sich hierzu
ebenfalls eines um seine Achse gedrehten Cylinders, in welchen die Federn nebst
feinem scharfem Sande, zerstoßenen Schmelztiegelscherben und dergl. eingefüllt und
wohl 3 bis 4 Stunden lang bearbeitet werden. Um hierbei das Durcheinanderrütteln der
Federn mit dem Scheuermaterial gehörig zu bewirken, wird es nöthig seyn, im Innern
des Cylinders rundherum Längenrippen oder eine ähnliche Vorrichtung anzubringen. Barlow gibt an, daß der Cylinder (der 3 Fuß Länge und 9
Zoll Durchmesser habe) an seinen beiden Enden an Krummzapfen aufgehangen sey, durch
deren Drehung er wechselweise gehoben, gesenkt, vor- und rückwärts geschoben
werde. Die Thür zum Füllen und Entleeren des Cylinders ist in der Mitte seiner
Länge. – Ich selbst habe den Scheuerapparat nicht zu sehen bekommen.
9) Das Schleifen (grinding).
– Um die Spitze nöthigenfalls zu berichtigen, hauptsächlich aber um dem
Schnabel eine größere Biegsamkeit zu verleihen, wird nun jede Feder einzeln
vorgenommen und einige Augenblicke an eine rasch umlaufende Schmirgelscheibe
gehalten. Dieses Anhalten erfolgt in solcher Weise, daß auf der äußern (convexen)
Seite des Schnabels zuerst feine Schleifstriche nach der Länge, dann theilweise
dergleichen in die Quere entstehen, wie man an den käuflichen Federn sehen kann.
Durch dieses Abschleifen wird der vorderste Theil der Feder etwas dünner, folglich
biegsamer.
10) Das Anlassen. – Sehr oft kommen die Stahlfedern
blau oder gelb angelaufen in den Handel. Diese Farben ruft man durch Erhitzen
hervor, indem man eine große Menge Federn in einen eisernen Cylinder gibt, der dann
wie eine große Kaffeetrommel über Holzkohlen feuer um seine Achse gedreht wird, bis
die gewünschte Farbe erscheint. Diese Behandlung mildert zugleich die Sprödigkeit
der Federn. Ich bin ungewiß, ob die nicht angelaufenen (mit natürlicher Stahlfarbe
in den Handel gebrachten) Federn überhaupt nicht angelassen werden, oder ob man sie
anläßt und nachher noch einmal blank scheuert; vermuthlich schlägt man bald das
eine, bald das andere Verfahren ein, das letztgenannte ist jedenfalls das
bessere.
11) Das Spalten (slitting).
– Jetzt erst wird der Hauptspalt gebildet, welcher von der Spitze d (Fig. 21, 22, 23) bis in das Loch a
sich erstreckt. Weigert hat den Zeitpunkt, wo man den Spalt macht,
unrichtig aufgefaßt und zu früh gesetzt; ich kann wenigstens nicht glauben, daß es
Fabriken gebe, welche das Spalten vor dem Schleifen und
Härten stattfinden lassen. Es ist nach meiner Ueberzeugung höchst wesentlich, daß
die ganze Bearbeitung vorgenommen werde, während die Feder noch ungespalten ist,
denn im entgegengesetzten Falle würden nicht nur Beschädigungen weit leichter
eintreten, sondern auch ein Verziehen der zwei Spitzentheile beim Härten zu fürchten
seyn, wogegen keine genügende Abhülfe vorläge.
Die zum Spalten dienende Maschine (slitter genannt) ist
wieder nach Art des Durchschnitts oder der Stoßpresse in den Operationen 1, 2, 5
gebaut, wirkt nämlich ebenfalls mittelst einer an ihrem Schwengel umgedrehten
Schraube mit stark steigendem Gewinde. Stempel und Matrize sind in Einrichtung und
Wirkungsart wesentlich übereinstimmend mit denjenigen Theilen, welche in der 2ten
Operation die Seitenspalte der Federn erzeugen. Der Redacteur des Berliner
Gewerbeblattes hat über diesen Punkt eine sehr treffende Anmerkung zu Weigert's Aufsatz gemacht.
Ich beobachtete, daß die gespaltenen Spitzen völlig unverbogen aus der Maschine hervorgehen; die Elasticität der Federn
(welche ja nun gehärtet sind, weßhalb der Fall nicht mit dem bei Bildung der
Seitenspalte in Operation 2 zu vergleichen ist) reicht nämlich hin zu bewirken, daß
die beim Spaltungsproceß niedergedrückte Hälfte des Schnabels von selbst sich wieder
aufrichtet und mit der andern Hälfte gleichstellt, wie man sich durch einen
einfachen Versuch mit einer käuflichen Feder überzeugen kann.
12) Das Firnissen oder Lackiren. – Manche Sorten
Stahlfedern (gewiß nicht alle, wahrscheinlich nicht einmal die meisten) werden zur
Verschönerung, namentlich zur Erhöhung des Glanzes, wohl auch um das Rosten zu
erschweren, mit einem Firnisse überzogen. Ich kann darüber nichts anführen, als was
Aitken ganz kurz bemerkt. Er sagt, man gebrauche eine
Auflösung von Schellack (lac) in Naphtha, welcher
letztere Ausdruck wohl ohne Zweifel „Holzgeist“ bezeichnen
soll, da dieses eine dem Weingeist ähnliche, in England statt des letztern viel
gebrauchte, und zur Auslösung des Schellacks geeignete Flüssigkeit ist. Durch
Erwärmung wird der Firniß auf den Federn getrocknet.
Die Fabrication der Stahlfedern ist, wie man aus vorstehender kurzer Darstellung
ersieht, aus einer ziemlichen Anzahl auf einander folgender Operationen
zusammengesetzt, wodurch sie bei dem nöthigen bedeutenden Umfange eines derartigen Geschäfts eine große
Menge Maschinen und arbeitende Personen in Anspruch nimmt. Um in diesen beiden
Beziehungen zu sparen und die Fabrication zu beschleunigen, haben Hincks und Wells in Birmingham
Maschinen entworfen, welche selbstthätig wirken, also der Menschenhand gar nicht
oder nur zum Vorlegen des Materials bedürfen (siehe polytechnisches Journal Bd. XCIV S. 261–263), zum Theil auch
mehrere der zur Federnbildung nöthigen Operationen in unmittelbarer Aufeinanderfolge
verrichten. Namentlich sollte letzteres bei einer Maschine der Fall seyn, welche in
einem von ihr selbst schrittweise eingezogenen Blechstreifen die Fabrik-Firma
prägt, das Mittelloch durchstößt, die Seitenspalte einschneidet, endlich nach diesen
Vorbereitungen die Blättchen ausschneidet. Eine andere selbstthätige Maschine wurde
zum Hohlbiegen der Federn bestimmt. Ungeachtet es gerade die Fabrik der genannten
Herren war, welche ich besichtigte, so war doch von jenen Erfindungen (für mich
wenigstens) nichts sichtbar. Ob hieran Zurückhaltung Ursache war, oder ob anzunehmen
ist, daß die patentirten Maschinen sich nicht bewährt haben, muß ich unentschieden
lassen.
Tafeln