| Titel: | Ueber die Fabrication von Kautschukfäden, -Blättern und -Röhren von Aubert und Gérard zu Paris. |
| Fundstelle: | Band 130, Jahrgang 1853, Nr. XLIV., S. 181 |
| Download: | XML |
XLIV.
Ueber die Fabrication von Kautschukfäden,
-Blättern und -Röhren von Aubert und Gérard zu Paris.
Aus dem Bulletin de la Société
d'Encouragement, Februarheft 1853, durch das polytechnische
Centralblatt, Liefer. 11 und 12.
Mit Abbildungen auf Tab.
III.
Aubert's Fabrication von Kautschukfäden etc.
Aubert und Gérard
betreiben zu Paris, bei der Brücke von Grenelle, eine Fabrication von
Kautschukfäden, über welche Barreswil an die Société d'encouragement einen Bericht
erstattet hat. Wir entnehmen diesem Berichte das Nachstehende. Bisher kannte man zur
Herstellung der Kautschukfäden, welche zur Anfertigung der elastischen Gewebe
dienen, nur das Verfahren, diese Fäden aus Kautschukplatten oder Kautschukblättern
auszuschneiden. Man erzeugt dadurch Fäden, welche platt oder im Querschnitt
viereckig sind und eine beschränkte Feinheit und Länge haben. Aubert und Gérard verfertigen dagegen
nun nach einem ganz neuen Verfahren Kautschukfäden, welche rund (cylindrisch) sind,
und sowohl von jeder beliebigen Länge, als auch von beliebiger Stärke, von der eines
Ankertaues bis zu der eines Haares erzeugt werden können.
Als Material benutzt man in der Fabrik zu Grenelle Kautschuk in Flaschen, in Platten
oder in Stückchen. Er wird zunächst einer Behandlung (déchiquetage) unterworfen, durch welche er möglichst gereinigt
wird. Diese Behandlung besteht darin, daß man den Kautschuk zwischen zwei horizontal
neben einander liegende Cylinder bringt, deren Oberfläche rauh ist. Diese Cylinder
drehen sich in entgegengesetzter Richtung, aber mit verschiedener Geschwindigkeit,
und während der Operation fließt auf den Kautschuk beständig Wasser, wodurch die
Unreinigkeiten weggespült werden. Der Kautschuk wird dabei gezerrt und gestreckt, er
zertheilt sich nicht zu Pulver oder auch nur zu kleineren Stücken, sondern er bildet
nachher eine Art Tuch, ähnlich einem Stück frischer Thierhaut.
Den so vorbereiteten Kautschuk zerschneidet man in Streifen und bringt diese in
weitmündige Gefäße von Zink. Man übergießt sie in denselben mit Schwefelkohlenstoff,
welcher vorher mit etwa 5 Procent Alkohol vermischt wurde. Auf 1 Theil Kautschuk
wendet man etwa 2 Theile dieser Mischung an, etwas mehr oder weniger, je nach der
Qualität des Kautschuks. Jede Zinkbüchse verschließt man dann mit einem Deckel,
dessen Rand in eine an der Mündung der Büchse angebrachte tiefe Rinne eingesetzt
wird, die Werg enthält, welches mit einer Mischung von Leim und Syrup getränkt
wurde, welche Mischung gewissermaßen einen für den Schwefelkohlenstoff
undurchdringlichen Kitt bildet. Nach 12–15stündiger Maceration in der
Flüssigkeit ist der Kautschuk zur Anwendung geeignet. Er ist nicht aufgelöst,
sondern bloß zu einer teigartigen Masse erweicht, die sich nun leicht kneten und
formen läßt.
Der Kautschukteig wird in verticale Cylinder gebracht, welche am unteren Ende mit
einem Metallgewebe versehen sind. Mittelst eines Stempels wird der Teig durch dieses
Metallgewebe hindurch getrieben, um ihn zu reinigen und gleichförmig zu machen. Dann
bringt man ihn in einen anderen verticalen Cylinder, ähnlich demjenigen, dessen man
zur Bereitung von Fadennudeln sich bedient. Indem in diesem Cylinder mittelst eines
Stempels auf den Teig ein Druck ausgeübt wird, tritt derselbe durch die Oeffnungen
des Cylinders in Form von Fäden heraus. Diese Oeffnungen befinden sich nur in einer
Reihe, damit die Fäden nicht auf einander zu liegen kommen. Die Fäden werden von
einem Tuche ohne Ende aufgenommen und legen auf demselben einen Weg von vier Metern
zurück; von hier aus gelangen sie auf ein endloses Drahtgewebe, über welchem ein
Sieb angebracht ist, das, in rüttelnde Bewegung versetzt, die Fäden mit Talgpulver
bestäubt, um die Adhärenz zu vermeiden. Weiterhin werden die Fäden von einem
gewöhnlichen Tuche aufgenommen, welches in 10 Minuten einen Weg von 150 bis 200 Metern durchläuft. Am
Ende dieses Laufes sind die Fäden hinreichend trocken, indem das Lösungsmittel
großentheils verdunstet ist; sie verlassen nun das Tuch, und werden von Röhren oder
Rinnen aufgenommen, welche sie zu kleinen Bechern führen, die in sieben Reihen
angebracht sind, so daß jeder Faden seinen besonderen Becher hat. Wenn die Becher
gefüllt sind, nimmt man die Fäden heraus, und setzt sie einige Tage lang der Luft
aus.
Die Fäden werden in dieser Weise von verschiedener Dicke angefertigt; es hat sich
aber herausgestellt, daß die Dicke von 1 Millimeter für eine regelmäßige Arbeit die
günstigste ist. Fäden von dieser Dicke genügen aber nicht für alle Arten von Gewebe,
sondern in vielen Fällen sind Fäden von größerer Feinheit erwünscht. Gérard und Aubert
stellen solche in neuester Zeit aus den dickeren Fäden dar, und sind im Stande aus
denselben Fäden von jeder gewünschten Feinheit anzufertigen. Dieß geschieht dadurch,
daß der dickere Faden zu einem dünneren und längeren ausgezogen wird. Es ist
bekannt, daß dieß bei Kautschukfäden angeht, daß dieselben aber unter den
gewöhnlichen Umständen nach dem Aufhören des Zuges die frühere Dicke und Länge
wieder annehmen. Gérard und Aubert haben nun aber die Entdeckung gemacht, daß der ausgezogene Faden
die empfangene Drehung behält und nicht wieder die ursprüngliche Dicke und Länge
annimmt, wenn man ihn im gedehnten Zustande einer Temperatur von 115° C.
aussetzt (recuit), und daß er nachher sogar fähig ist,
aufs neue gedehnt zu werden. Indem man den Faden so abwechselnd in die Länge zieht
und erwärmt, kann er zu einer Feinheit gebracht werden, deren Gränze durch die
Geschicklichkeit des Arbeiters bestimmt wird, die aber z.B. so weit getrieben werden
kann, daß ein 1 Kilogram. wiegender Faden eine Länge von 50000 Metern hat.
Die auf die bisher beschriebene Art dargestellten Fäden bestehen aus gewöhnlichem
Kautschuk, es ist aber leicht, in gleicher Weise Fäden von vulcanisirtem Kautschuk
zu machen. Man braucht zu dem Zwecke nur dem Kautschukteige Schwefelblumen zu
incorporiren und die fertigen Fäden auf 130–140° C. zu erhitzen. Bei
115°, der zum Erhitzen des ausgezogenen Fadens erforderlichen Temperatur,
erfolgt noch keine Vulcanisirung.
Gérard und Aubert
vulcanisiren noch durch ein anderes, ihnen angehörendes Verfahren, welches darin
besteht, daß man den Kautschuk in der Lösung des Polysulfurets eines Alkalimetalls
einer Temperatur von 150° C. aussetzt (vergl. polytechn. Journal Bd. CXXIV. S. 137). Dieses Verfahren gibt ein vorzügliches
Resultat. Man kann die nach dem einen oder anderen Verfahren vulcanisirten Fäden
dadurch unterscheiden, daß die mit Schwefel vulcanisirten grau sind, die mit dem
Schwefelalkalimetall vulcanisirten aber schwarz bleiben, wie der natürliche
Kautschuk.
Zum Verweben werden, je nach dem Zwecke, Fäden von natürlichem oder vulcanisirtem
Kautschuk verwendet. Die Fäden von natürlichem Kautschuk werden dazu auf Spulen
gewickelt; sie haben das Maximum der Ausdehnung; der Elasticität beraubt, können sie
wie jeder andere Faserstoff verarbeitet werden; man gibt ihnen die Ausdehnsamkeit
wieder, indem man über dem fertigen Gewebe ein heißes Eisen wegführt. Die Fäden von
vulcanisirtem Kautschuk müssen während des Verwebens durch Gewichte gedehnt erhalten
werden.
Die Fabricate von Aubert und Gérard finden, nachdem sie anfangs gegen Vorurtheile und Concurrenz
zu kämpfen hatten, gegenwärtig einen sehr zufriedenstellenden Absatz. Aubert und Gérard haben
mit ihrer Fabrik auch eine Fabrik von Schwefelkohlenstoff verbunden, und bringen
denselben zu 1 Fr. 50 Cent. das Kilogr. in den Handel.
An die vorstehende, von Barreswil gegebene Beschreibung
reihen wir noch das Nachstehende an, welches einer von Gérard der Société
d'encouragement übergegebenen Abhandlung entlehnt ist.
Man wendet gewöhnlich zweierlei Verfahrungsarten an, um den Kautschuk zu verarbeiten.
Die eine besteht darin, daß man den Kautschuk in Terpenthinöl oder
Steinkohlentheeröl macerirt, bis er die Flüssigkeit absorbirt hat und aufgequollen
ist, daß man ihn dann zwischen Cylindern reibt und die dadurch erhaltene zähe und
klebrige Masse zwischen zwei Stücken Zeug ausbreitet, die dadurch zu einem einzigen
Stücke zusammengeklebt werden, welches man dann zur Anfertigung von
Kleidungsstücken, Kissen und mancherlei anderen Gegenständen benutzt.
Das andere Verfahren besteht darin, daß man die Kautschukstücke durch Zusammenkneten
zu einem größeren Stücke verbindet. Man bringt die Kautschukstücke, die man
vereinigen will, in einen bis 100° C. oder noch weiter erhitzten Cylinder, in
welchem eine mit Zähnen besetzte Walze sich umdreht, welche den Kautschuk
bearbeitet. Unter dem Einflusse dieser Bearbeitung und der Wärme, welche den
Kautschuk adhäsiv macht, kleben die Stücke zusammen, und vereinigen sich, wenn die
Bearbeitung einige Stunden lang fortgesetzt wird, zu einer einzigen Masse. Man nimmt
diese Masse aus dem Knetapparate heraus und walzt sie zwischen erhitzten (Zylindern,
damit die Kautschukstücke sich noch vollständiger mit einander verbinden. Ist dieses erreicht,
so bringt man die Masse in eine Presse, um ihr, während sie noch warm ist, so viel
als möglich die Form eines parallelepipedischen Blockes zu geben. Nach einigen Tagen
bringt man diesen Block in einen Keller, wo man ihn gewöhnlich etwa sechs Monate
lang läßt, damit die Kautschukmasse wieder gleichförmig erhärte. Nachher
zerschneidet man den Block, theils in Blätter, auf ähnliche Weise, wie man Furnüre
schneidet, nur daß statt des Sägeblattes ein Messer in Anwendung kommt, theils in
Fäden. Um letztere herzustellen, schneidet man zunächst, mittelst eines
kreisförmigen Messers, aus dem Kautschukblocke Scheiben von etwa 2 Centimeter Dicke
und 15 Centimeter Durchmesser. Jede solche Scheibe zerschneidet man dann wieder
spiralförmig, so daß daraus ein Streifen erhalten wird, der die Dicke der Scheibe
zur Breite hat und 1 bis 2 Millimeter dick ist. Diese Streifen werden nun kleinen,
neben einander stehenden kreisförmigen Messern dargeboten, welche, indem sie sich
drehen, die Streifen der Länge nach zerschneiden und dadurch Fäden von quadratischem
Querschnitte hervorbringen.
Diese beiden Methoden haben den erheblichen Uebelstand, daß sie den Kautschuk
schmierig oder klebrig machen. Bei der ersteren Methode ist dieß deßhalb der Fall,
weil das angewendete flüchtige Oel nicht vollständig verdampft und sich zum Theil in
dem Kautschuk verharzt; bei der letzteren, weil die Wärme, welche man anwendet, oder
welche bei der Bearbeitung des Kautschuks sich entwickelt, eine anfangende
Zersetzung desselben veranlaßt, die aber gleichwohl nothwendig ist, damit die
Kautschukstücke sich mit einander vereinigen.
Die neuen Verfahrungsarten, welche der Verfasser in Verbindung mit Aubert zur Verarbeitung des Kautschuks anwendet, ändern
dessen Natur in keiner Weise, und gewähren außerdem den Vortheil, daß man den
Kautschuk von einem Tage zum andern weiter verarbeiten kann, während man
andererseits durch dieselben Producte gewinnt, die nach den gewöhnlichen
Verfahrungsarten nicht hergestellt werden können. Bringt man Kautschuk mit irgend
einem Lösungsmittel zusammen, so absorbirt er dasselbe, quillt auf und wird, wenn
das Lösungsmittel in hinreichender Menge vorhanden ist, zuletzt aufgelöst. Das
Lösungsmittel ändert aber seine Eigenschaften, seine Elasticität nicht; er ist
aufgequollen, aber seine Theile hängen noch unter einander zusammen, und wenn man
einen Druck auf die Masse ausübt, so ist immer das Bestreben vorhanden, vermöge der
Elasticität und der Adhäsion der Theile an einander die frühere Form wieder
anzunehmen. Bei dem Verfahren des Verfassers ist die Schwierigkeit, welche hieraus
für die Verarbeitung des Kautschuks entspringt, beseitigt. Der Kautschuk wird
dabei in eine Masse verwandelt, die eine ähnliche Beschaffenheit hat, wie Mehlteig,
die nämlich nicht schmierig und klebrig ist, und die Form, welche man ihr gibt,
beibehält. Man weiß, daß der Alkohol den Kautschuk aus seinen Lösungen
niederschlägt. Wenn man nun mittelst eines Lösungsmittels Alkohol in das Innere des
Kautschuks eindringen läßt, so hebt man dadurch den Zusammenhang zwischen den
einzelnen Theilen des Kautschuks auf, eben so wenn man eine Kautschuklösung mit
Alkohol vermischt. Der Kautschuk besteht in solchem Falle aus Theilen, die wegen der
Zwischenlagerung von Alkohol nicht oder doch weit weniger als im natürlichen
Zustande an einander adhäriren und deßhalb unter dem Einfluß eines Druckes sich
leicht verschieben und nach dem Aufhören des Druckes die neue Lage beibehalten,
wovon die Folge ist, daß die ganze Masse nun auch die durch den Druck ihr gegebene
Form behält. Sind das Lösungsmittel und der Alkohol verdunstet, so hat der Kautschuk
auch hinsichtlich des Zusammenhangs seiner Theile seine ursprüngliche Beschaffenheit
wieder angenommen.
Um nun dieß praktisch anzuwenden, läßt der Verfasser den Kautschuk in einem
Lösungsmittel maceriren, welches vorher mit Alkohol vermischt ist. Nach 24 Stunden
hat er die ganze Flüssigkeit absorbirt, und bildet einen Teig, den man kneten kann,
und der die Form, welche man ihm gibt, beibehält. Der Verfasser wendet als
Lösungsmittel vorzugsweise Schwefelkohlenstoff an; dieser durchdringt den Kautschuk
rasch, verdunstet schnell und wirkt in keiner Weise nachtheilig auf den Kautschuk
ein. Der Schwefelkohlenstoff wird mit 2 bis 25 Procent seines Gewichts Alkohol
vermischt, und man nimmt auf 1 Theil Kautschuk 1 bis 30 oder 40 Theile des
alkoholhaltigen Schwefelkohlenstoffs, je nachdem man einen Teig oder mehr oder
weniger dicke Lösungen herstellen will.
Die klaren Lösungen können mittelst des Pinsels aufgetragen werden und trocknen
schnell. Die teigförmige Kautschukmasse dient zur Anfertigung von Fäden, Röhren,
Blättern u.s.w. Der Verfasser fabricirt im Durchschnitt per Tag 700000 Meter Kautschukfäden. Dieser Faden tritt durch kreisförmige
Oeffnungen aus und ist daher rund. Solche Fäden werden bis jetzt sonst nirgends
fabricirt. Alle Kautschukfäden, die man anderweitig herstellt, werden durch
Zerschneiden von Platten angefertigt und sind im Querschnitt viereckig. Diese haben
nicht die Festigkeit und Gleichförmigkeit, wie ein auf die angeführte Weise
erzeugter runder Faden, und können sie niemals haben. Dieß liegt schon in der
Gestalt, denn durch die Reibung werden bei den gewöhnlichen viereckigen Fäden
zunächst die Kanten beschädigt, die beschädigten Stellen öffnen sich mehr und mehr in Folge der
Dehnung des Fadens, und dieser reißt zuletzt ab, während der runde Faden durch seine
Gestalt der Reibung keine Stellen darbietet, an denen dieselbe mit größerem Erfolge,
wie an allen übrigen Stellen, auf die Abnutzung und das Zerreißen des Fadens
hinwirken könnte.
Die Kautschukröhren verfertigt man, indem man den Kautschukteig durch runde
Oeffnungen herauspreßt, in deren Mitte ein Dorn befestigt ist. Die Blätter
entstehen, indem der Kautschukteig zwischen zwei ebenen Flächen heraustritt, deren
Abstand gleich ist der Dicke, welche man dem Blatte geben will. Die Fäden, Röhren
und Blätter lassen sich von beliebiger Länge herstellen. Die Feinheit der Fäden
hängt natürlich von der Größe der Oeffnungen ab, aus denen sie austreten. Der
Verfasser ist dahin gelangt, Kautschukfäden von Nr. 200 zu verfertigen, d.h. einen
Faden, von welchem 40000 Meter auf 1 Kilogrm. gehen. Kautschukfäden von dieser
Feinheit waren bisher unbekannt, denn es ist unmöglich, durch Zerschneiden so feine
Fäden herzustellen. Die von dem Verfasser angefertigten Röhren haben nicht den
Uebelstand der gewöhnlichen Kautschukröhren, sich an der Stelle, wo die beiden
Ränder vereinigt wurden, zuweilen zu öffnen.
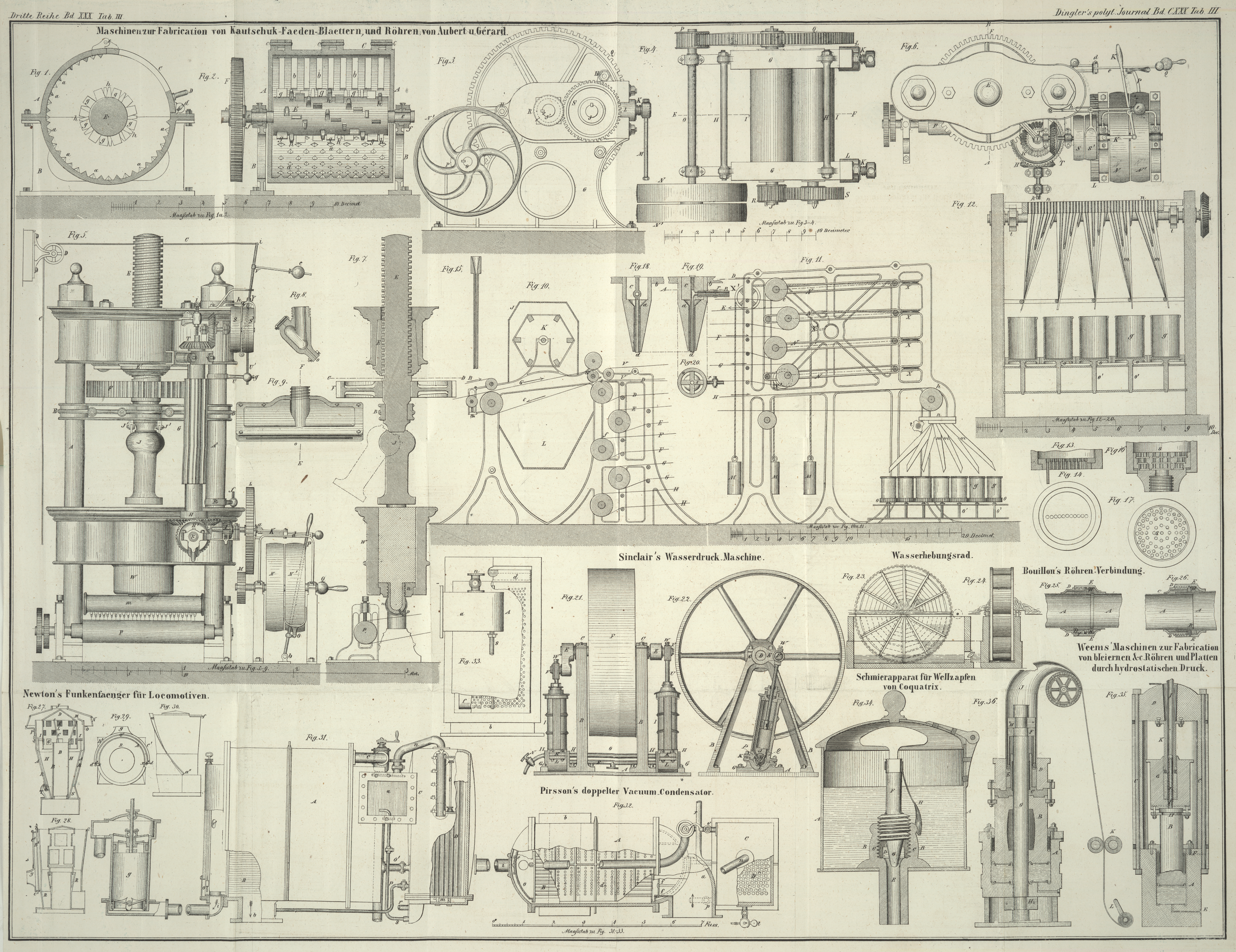
Apparat zum Kneten des Kautschuks, um denselben zu
Blöcken oder Kuchen zu formen. Dieser Apparat ist durch Fig. 1 und 2 auf Tab. III in zwei auf
einander senkrechten Durchschnitten dargestellt. A ist
ein fest liegender gußeiserner Cylinder, welcher an seiner Innenseite mit Zähnen a, a besetzt ist, die die Form vierseitiger Pyramiden
haben. B, B sind Wangen an jedem Ende des Cylinders,
welche den ganzen Apparat tragen und ihrerseits an dem Fußboden befestigt sind. Der
Cylinder ist mit einer Thür C versehen, welche mittelst
des Handgriffs D geöffnet werden kann, wobei sie sich um
die Angeln c dreht. An der unteren Seite hat die Thür an
jedem Ende einen mit einer Oeffnung versehenen Lappen, welcher, wenn sie zugemacht
wird, neben einem gleichen, an dem Cylinder A sitzenden
Lappen zu stehen kommt, worauf man durch die beiden Lappen einen Bolzen steckt (s.
Fig. 1 bei
d), welcher die Thür geschlossen hält. Durch die
Thür C wird der Kautschuk in den Cylinder eingebracht.
Die länglichen Oeffnungen b, welche in der Thür
angebracht sind, dienen dazu, um durch dieselben während der Bearbeitung des
Kautschuks nach Erforderniß eine Eisenstange hindurchzustecken, mit welcher man die
Arbeit unterstützt, indem man den Kautschuk mittelst der Stange aufhebt und gegen
die Zähne g, h der Walze E
drückt. e, e Zapfen dieser Walze, welche in den Lagern
f, f sich drehen. F
Zahnrad, welches der
Walze die Drehung mittheilt, und selbst von einem 1/3 so großen Zahnrad, welches per Minute 50 Umdrehungen macht, in Bewegung gesetzt
wird. Der Kautschukblock, welcher in dem Apparate bearbeitet wird, nimmt ungefähr
1/4 des Raumes desselben ein. Indem er sich um sich selbst dreht, wird er durch die
Zähne g, h geknetet und zugleich gegen die Innenwand von
A gepreßt; die Zähne a
verhindern ihn, auf dieser Wand zu gleiten.
Maschine zur Reinigung des Kautschuks (machine à déchiqueter), dargestellt durch
Fig. 3 auf
Tab. III in der Seitenansicht und durch Fig. 4 in der Ansicht von
oben. G gußeisernes Gestell der Maschine. H, H Querstangen, durch welche die beiden Wangen des
Gestelles mit einander verbunden sind. I, I', gußeiserne
Walzen (Hartguß), die auf ihrer Oberfläche rauh (légèrement rugueux) sind und um die Zapfen J, J' sich drehen. Die Lager der Zapfen J sind beweglich und können mittelst der Schrauben K vor- und rückwärts geschoben werden, um die
Walzen I, I' mehr von einander zu entfernen oder
einander näher zu bringen. N Riemenscheibe, welche der
Maschine die Bewegung mittheilt; sie macht per Minute 50
Umdrehungen; N' lose Riemenscheibe. Die Bewegung wird
mittelst der Welle O, die in den Lagern i liegt, dem Rade P
mitgetheilt, welches seinerseits das Rad Q und dadurch
die Walze I' in Bewegung setzt. Diese überträgt die
Bewegung mittelst des Rades R auf das Rad S und dadurch auf die Walze I. In Folge der verschiedenen Größe der Räder R und S dreht sich die Walze I um 1/3 langsamer wie die Walze I', was zum Erfolg hat, daß der zwischen die Walzen gebrachte Kautschuk
durch die eine derselben stärker angezogen wird, wie durch die andere; er wird
deßhalb zerrissen, während er zugleich eine Art Streckung erleidet, wobei die
zerrissenen Theile in gewissem Maaße zusammenschweißen. Ein Wasserstrahl, den man
beständig auf die Cylinder fließen läßt, nimmt Erde und andere Unreinigkeiten,
welche im Kautschuk enthalten sind und durch die Zerreißung desselben bloßgelegt
werden, mit sich fort. – Diese Maschine stammt aus England und ist zur
Reinigung des Kautschuks sehr geeignet.
Maschine zum Pressen der Kautschukfäden, -Blätter und
-Röhren. Fig. 5 zeigt diese
Maschine in der Vorderansicht und Fig. 6 in der Ansicht von
oben. E Schraubenspindel, welche in der in dem
Querstücke E' befindlichen Mutter sich dreht. F Zahnrad, welches mit dem unteren Ende der Spindel
verbunden ist und dieser die Drehung mittheilt. Das Rad F empfängt die Bewegung von dem verzahnten Cylinder G, welcher seinerseits von dem conischen Rade I, durch Vermittelung des Rades H, in Bewegung
gesetzt wird. Der Achse des Rades I wird die Bewegung
durch das auf derselben Achse sitzende Rad L
mitgetheilt. welches von dem Rade M seine Bewegung
empfängt. Die Räder I und L
lassen sich aber auf ihrer Achse verschieben und können dadurch außer Eingriff mit
H und M gebracht werden
(welche Stellung in der Fig. 5 angedeutet ist).
Diese Verschiebung wird durch den Hebel K bewirkt, der
in a' seinen Drehungspunkt hat, und mittelst der Stange
K' auf L wirkt, worauf
L die Bewegung dem mit ihm in fester Verbindung
stehenden Rade I mittheilt. N ist die feste Riemenscheibe, welche die Bewegung empfängt und sie
mittelst des Rades M der Maschine mittheilt. N' lose Riemenscheibe, O
Riemenführer. Letzterer steht mit einem Hebel P in
Verbindung, der in b seinen Drehungspunkt hat, und wegen
des an ihm befestigten Gewichts Q immer die in den
Figuren angedeutete Lage anzunehmen und den Riemen auf die lose Scheibe N' zu bringen strebt. Wird der Hebel nach der Maschine
hin gedreht (wobei er aber, wenn der Hebel K die in den
Figuren angegebene Länge und Gestalt hat, gegen diesen stoßen muß), so daß der
Riemen auf die feste Scheibe N geleitet wird, so legt er
sich gegen einen Vorsprung, welcher an dem (in den Figuren nicht deutlich
dargestellten) Theile c angebracht ist, und wird dadurch
in der ihm gegebenen Lage, bei welcher die Maschine in Bewegung ist und die Spindel
E abwärts geht, erhalten. Wenn aber die Spindel E ihre Bewegung nach abwärts vollendet hat, stößt das
Querstück B, welches sich mit der Spindel auf und ab
bewegt und dieser als Führer dient, auf den Ring R,
welcher um die Säule A' gelegt ist, und drückt diesen
Ring abwärts. Dieß hat zur Folge, daß die an diesem Ringe befestigte Stange f auf das eine Ende des Theiles c (welcher um d drehbar ist) stößt, und
dadurch bewirkt, daß dieser Theil den Hebel P losläßt,
welcher dann die in den Figuren angedeutete Lage wieder annimmt, den Riemen auf die
lose Scheibe führt und dadurch die Maschine zum Stillstand bringt.
Soll die Spindel E sich wieder aufwärts bewegen, so
werden zunächst die Räder I und L mittelst des Hebels K ausgerückt. Durch
Anziehen an der Schnur C bewirkt man dann, daß die
Stange V, an welcher der Riemenführer Y befestigt ist, nach Z hin
sich dreht, und dadurch den Riemen von der losen Scheibe S' auf die feste Scheibe S bringt. Dadurch
wird die Achse, an welcher diese Scheibe sich befindet, in Drehung versetzt, welche
Drehung dann mittelst der Räder T und T' auf den verzahnten Cylinder G übertragen wird. Diese Drehung geschieht in solchem Sinne, daß dadurch,
mittelst des Eingriffs von G in F, die Spindel E aufwärts bewegt wird. Bei
dieser Aufwärtsbewegung stößt zuletzt das Rad F gegen den um die Säule A' gelegten Ring U, wodurch
dieser Ring und die mittelst der Schraube g an ihm
befestigte Stange U' etwas gehoben wird. Das obere Ende
dieser Stange wirkt dabei auf den beweglichen Theil h,
welcher mittelst eines an ihm befindlichen Zahnes oder Vorsprunges die Stange V in ihrer Lage erhält, und hebt diesen Theil, was zur
Folge hat, daß er die Stange V losläßt, welche nun durch
das an ihr befestigte Gewicht e wieder in die frühere
Lage gebracht wird und dabei den Riemen auf die lose Scheibe S' führt, worauf die Aufwärtsbewegung der Spindel E aufhört.
k ist eine kleine Achse, auf deren vierkantiges Ende man
eine Kurbel stecken kann, um durch Drehung derselben, mittelst der Räder H' und J, die Spindel E von der Hand und rasch auf- oder abwärts zu
bewegen. I ist eine Druckschraube, welche auf das Ende
der Achse des verzahnten Cylinders G wirkt, und
verhindert, daß derselbe sich hebe, während die Presse im Gange ist. J ist der eiserne Kolben, welcher den Kautschukteig aus
dem Cylinder W herauspreßt. Er ist durch Scharniere J'J' aufgehängt, so daß man ihm die in Fig. 7 (welche
einen Durchschnitt nach A, B von Fig. 6 bildet) durch
punktirte Linien angedeutete Lage geben kann, was geschieht, wenn der Cylinder W gefüllt wird. Seine obere Fläche besteht, ebenso wie
das untere Ende der Spindel E, welches darauf wirkt, aus
Stahl. Der Kautschukteig wird beim Niedergange des Kolbens J aus dem Cylinder W in den horizontal
liegenden bronzenen Cylinder m gepreßt. Dieser ist mit
einer Anzahl Oeffnungen versehen, die (anscheinend in Beziehung auf die
Verticallinie) unter einem Winkel von 30° stehen. In diese Oeffnungen werden
Röhren (filières) von Zinn o eingeschraubt, durch welche die Kautschukfäden heraustreten. Solche
Röhren hat man von verschiedener Weite, je nach der Dicke der zu erzeugenden Fäden.
Sollen Kautschukblätter angefertigt werden, so wird der Cylinder m, welcher bei n an W angeschraubt ist, abgeschraubt und dafür ein anderer
hohler Theil angeschraubt, den (in größerem Maaßstabe als die übrigen Figuren) Fig. 9 in der
Vorderansicht und Fig. 8 im Durchschnitte nach E, F von Fig. 9 zeigt.
Dieser Theil mündet nach unten und seitlich in eine spaltförmige Oeffnung o aus, durch welche beim Pressen das Kautschukblatt
austritt. Die Fäden oder Blätter werden nach ihrem Austritte von einem um die Walze
p geschlagenen endlosen Tuche q aufgenommen und fortgeführt.
Vorrichtung, um die Kautschukfäden von der Presse aus weiter
fortzuführen. Beim Austritt aus der Presse werden die Kautschukfäden von
einem endlosen Tuche von sammetartig gewebtem Zeuge (velours
sans fin) aufgenommen, welches sie etwa vier Meter weit fortführt und dann einem
endlosen Tuche aus Drahtgewebe übergibt. Fig. 10 und 11 auf Tab.
III stellen Verticaldurchschnitte der zur Fortleitung der Fäden dienenden
Vorrichtung vor. Diese Vorrichtung besteht aus einem die verschiedenen Walzen
tragenden Gestell, welches bei der Presse am niedrigsten ist und von hier aus nach
dem anderen Ende hin allmählich höher wird. Der vorderste Theil der Vorrichtung,
welcher das Tuch enthält, auf welches die Fäden nach dem Austritte aus der Presse
zunächst gelangen, ist in den Figuren nicht dargestellt. Fig. 10 zeigt den darauf
folgenden Theil, welcher das Drahttuch enthält, Fig. 11 das hintere
höchste Ende der Vorrichtung. Der zwischen beiden liegende Theil derselben enthält
bloß in gewissen Abständen Gestelltheile, in denen Rollen oder Stäbe liegen, über
denen die endlosen Tuche weggleiten. Von dem ersten endlosen Tuche B aus gelangen die Fäden auf das Drahttuch C, welches in der durch Pfeile angedeuteten Richtung
sich bewegt. Ueber demselben befindet sich ein von einem Kasten J umschlossenes sechsseitiges Sieb K, welches Talgpulver enthält, und, indem es in
drehender Bewegung ist, die unter ihm durchgehenden Fäden mit demselben bestäubt.
Der Ueberschuß des Talgpulvers fällt durch das Drahttuch hindurch in eine in dem
Kasten L angebrachte Schieblade, die man wechselt, wenn
sie mit Talg gefüllt ist. Die Fäden verlassen das Drahttuch bei c und gelangen dann auf das endlose Tuch D, welches um die Walzen D',
D' geschlagen ist. (Der in den Figuren fehlende Theil dieses und der
übrigen Tuche ist in Gedanken in der Art zu ergänzen, daß die Linien DD, EE u.s.w.
von Fig. 10
in die Linien DD, EE u.s.w. von Fig. 11 übergehen.)
Dieses führt sie fort bis e und übergibt sie hier einem
zweiten endlosen Tuche E, welches in entgegengesetzter
Richtung sich bewegt. Von diesem Tuche aus gelangen die Fäden bei f auf ein drittes Tuch F,
von diesem bei g' auf ein viertes G, und von diesem bei h' auf ein fünftes H, welches sie bei h
verlassen. Nach der in dem Texte unserer Quelle gemachten Angabe scheint jedes
dieser Tuche 70 Meter lang zu seyn (H ist etwas länger
wie die übrigen), wonach die Fäden auf denselben einen Weg von circa 5. 35 = 175
Metern zurücklegen würden. Nach der unserer Quelle beigefügten Zeichnung der ganzen
Vorrichtung hat aber jedes der vier oberen Tuche eine Gesammtlänge von ungefähr 32
Metern. V ist ein endloses Tuch von weichem
sammetartigem Gewebe (velours mou), welches dicht über
dem vordersten Theile des Tuches D sich befindet, und
dazu dient, die Fäden, welche von C nach D übergehen, zu fassen. Die fünf Tuche D bis H und das Tuch V können sich schneller bewegen, wie das erste Tuch B und das Drahttuch C; die
Fäden erleiden dann zwischen 8 und V eine Drehung. S ist eine leichte Walze, welche auf dem Ende des
Drahttuches liegt, um bei der Drehung der Fäden diese etwas festzuhalten. Die Zapfen
der vier Walzen in dem hinteren Theile des Gestelles, über welche die Tuche D, E, F, G gehen, liegen in Lagern, welche zwischen
Schienen N verschoben werden können. An dem Lager jeder
dieser Walzen ist eine Schnur befestigt, welche über eine Rolle X, und von hier zurücklaufend, über eine Rolle X' läuft. An dem Ende jeder dieser Schnuren hängt ein
Gewicht M. Diese Einrichtung dient dazu, die genannten
vier Tuche gespannt zu erhalten. Bei dem Tuche H
geschieht dieß durch eine andere einfache (in den Figuren nicht angegebene)
Vorrichtung.
Der zur Aufnahme der Kautschukfäden dienende Apparat, welcher durch Fig. 11 und 12 dargestellt
ist, besteht aus einem System von Röhren oder Canälen m,
deren oberer Theil n die Form eines platt gedrückten
Trichters hat. Das untere Ende mündet über einem Becher von Zink g aus, der mit dem Zahnrade o verbunden ist, aber leicht von demselben abgenommen werden kann. Diese
Zahnräder, welche an den Achsen o' stecken, werden in
Drehung gesetzt, wobei die Becher g sich mit drehen, was
bewirkt, daß die Kautschukfäden sich in denselben regelmäßig zusammenlegen. t ist ein Rad, welches eine schüttelnde Bewegung
bewirkt, wodurch das Herabgehen der Fäden in die Röhren m befördert wird.
Fig. 13 und
14 zeigen
den Durchschnitt und Grundriß einer mit einer Reihe von Oeffnungen versehenen
Platte, in welche die Röhren (filières) Fig. 15
eingesetzt werden. (Ueber diese Theile wird in unserer Quelle nichts Näheres
angeführt; allem Anscheine nach kann diese Platte statt des S. 190 erwähnten
Cylinders m in den Preßcylinder W eingesetzt werden, um durch die Röhren, mit welchen sie versehen ist,
die Kautschukmasse in Fäden herauszupressen.)
Fig. 16 und
17 bilden
den Durchschnitt und die obere Ansicht der Schraube, in welcher der Cylinder m (S. 190) mit seinem Ansatze festgeschraubt wird. s sind mit Löchern versehene Platten, auf welche Stücke
von Drahtgewebe gelegt werden, die dazu dienen, die Unreinigkeiten zurückzuhalten,
welche der Kautschukteig enthalten könnte. (Diese Vorrichtung scheint also in dem
Preßcylinder W angebracht zu werden.)
Fig. 18 und
19
stellen Durchschnitte eines Rohres oder einer Filière dar, mittelst deren
Kautschukröhren gepreßt werden. Fig. 20 zeigt einen
Durchschnitt dieser Filière nach der Linie AB von Fig. 19. a ist die Filiere, welche in der
Platte b des Preßcylinders festgeschraubt wird, c ist ein in sie eingesetztes aus vier plattenförmigen
Armen bestehendes Kreuz,
an welchem der Kern d befestigt ist. Indem der
Kautschukteig in dem Preßcylinder gepreßt wird, tritt er durch die Zwischenräume
zwischen den Armen des Kreuzes in a ein, wird weiterhin
in den Zwischenraum zwischen c und d getrieben, und tritt in Form einer Röhre unten aus
demselben wieder heraus. Damit die Kautschukröhre sich nicht zusammenlege und an
ihrer Innenwand zusammenklebe, ist der Kern d hohl, und
seine Höhlung communicirt seitlich, durch einen der Arme des Kreuzes und die Wand
von a hindurch, mit einer Röhre r, die mit einem Wasserbehälter in Verbindung steht. Wenn die
Kautschukröhre auszutreten beginnt, wird sie an dem eben austretenden Ende
zusammengedrückt, wobei durch Zusammenkleben der Ränder dieses Ende sich schließt.
Man öffnet dann den an dem Rohre r angebrachten Hahn.
Die Kautschukröhre füllt sich nun in dem Maaße, wie sie entsteht, gleich mit Wasser,
was bewirkt, daß sie ihre Form behält und sie im Innern nicht zusammenkleben
kann.
Tafeln