| Titel: | Brown's Verfahren beim Einformen hohler Gußwaaren. |
| Fundstelle: | Band 149, Jahrgang 1858, Nr. XXVII., S. 102 |
| Download: | XML |
XXVII.
Brown's Verfahren beim
Einformen hohler Gußwaaren.
Aus dem Practical Mechanic's Journal, Februar 1858, S.
286.
Mit Abbildungen auf Tab.
II.
Brown's Verfahren beim Einformen hohler Gußwaaren.
Der Handel mit gußeisernen Kochgeschirren ist in Britannien sehr bedeutend, und
derartige Artikel, wie Pfannen, Kessel, Töpfe, gehen jährlich in fast unglaublichen
Quantitäten aus den großen Sitzen dieses Fabricationszweiges – Staffordshire,
Falkirk und Glasgow hervor, wovon ein bedeutender Theil nach den brittischen
Colonien versendet wird.
Da eine große Genauigkeit und Geschicklichkeit erforderlich ist, um solche Artikel
von geringer Wandstärke zu formen und zu gießen, ferner bei diesem Industriezweig
eine wohlfeile Production, ein schnelles Verfahren sehr wesentlich sind, so war man
in der neuesten Zeit vielseitig bemüht, Verbesserungen beim Einformen der
Kochgeschirre zu erzielen.
Hr. R. Brown, Ingenieur der schottischen Eisencompagnie zu
Glasgow, arbeitet nur mit halben Modellen oder mit Abschnitten derselben. Bei dem
halben Modell fällt dessen flache Seite mit der Achsenlinie der darzustellenden
Figur zusammen, d.h. es stellt einen Abschnitt von einem Gefäß dar, der durch eine
Linie erzeugt wird, welche den zu gießenden Topf durch seinen Mittelpunkt, von Oben
nach Unten, durchschneidet. Die Operation wird auf einer horizontalen Metallplatte
(der Formplatte, Formbank) vorgenommen, auf welcher eine dünne Platte liegt, die in
der Mitte einen Ausschnitt hat, der dem Umriß des Modelles entspricht. Das Modell
paßt mit seiner platten Seite auf die Formplatte, und die lose Platte paßt genau zu
dem Umriß des Modelles in seiner Achsenlinie. Die Hälfte des Formkastens wird
alsdann mittelst Leitflächen auf die Formbank, über das halbe Modell gesetzt. Damit
die wirkliche Achsenlinie des Modelles mit der in der obern Fläche der losen
Platte zusammenfällt, ist entweder an jener oder auf der Formplatte eine Marke
angebracht.
Es wird nun die erwähnte Formkastenhälfte mit Sand vollgestampft, und dieselbe
hernach mit der losen Platte, welche dazu dient, der Sandform eine scharfe Kante zu
geben, von dem Modell abgehoben. Die Eindämmarbeit wird dann mit der andern Hälfte
des Formkastens wiederholt und beide Hälften bilden die ganze Form. Sollen Füße an
dem Topf geformt werden, so werden sie durch lose Modellstücke gebildet, die an
geeigneten Stellen des Topfmodelles auf Marken angesetzt werden. Da dieses hohl ist,
so können die Fußmodelle von dem Innern aus angebracht werden. Beim Beginn des
Einformens werden diese Modellstücke in die Höhlung des großen Modelles eingelegt,
und wenn der Kasten voll Sand gefüllt ist und derselbe eingestampft werden soll,
werden die Fußmodelle in den Sand eingeschoben und, nachdem derselbe eingedämmt
worden, wieder herausgezogen, so daß die Fußformen in dem Sande zurückbleiben.
Andere auf der Topffläche hervortretende Gegenstände, wie z.B. Henkel, werden
ebenfalls durch verschiebbare Modellstücke hervorgebracht. – Die Kerne,
welche die innere Oberfläche des Topfes bilden, werden auf gewöhnliche Weise
eingeformt.
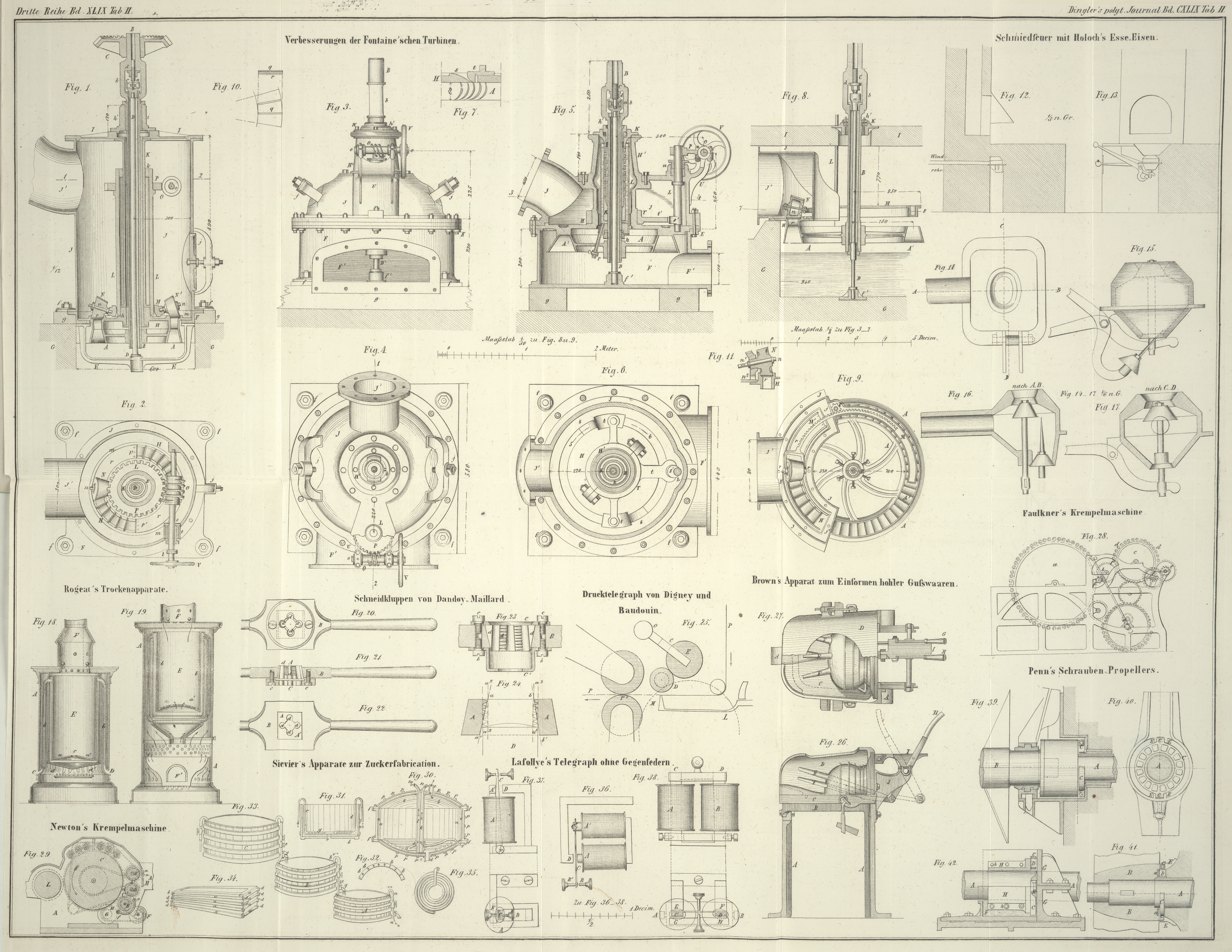
Fig. 26
stellt einen theilweis senkrechten Seitenaufriß von dem ganzen Brown'schen, zur Benutzung fertigen Astparat dar, mit dem halben
Formkasten im Durchschnitt, um das halbe Modell darin zu zeigen; Fig. 27 ist der
entsprechende Grundriß.
Das Gestell A trägt eine horizontale Platte B, auf welche die dünne metallene Platte C gelegt wird, die in der Mitte so ausgeschnitten ist,
daß sie dem Durchschnittsumriß des Modelles entspricht; oder mit anderen Worten, die
Oeffnung in der dünnen Platte entspricht genau der Fläche, welche durch die flache
Seite des halben Modelles bedeckt wird, nachdem dieses in der zum Eindämmen bereiten
Stellung niedergelegt wurde. Wenn die Theile, wie in Fig. 26 dargestellt,
angeordnet sind, so wird der Raum D mit Formsand
vollgestampft und hierauf der Formkasten mit der Platte C abgehoben, wodurch die untere Sandfläche zwischen Kasten und Modell eine
gute Oberfläche und scharfe Kanten erhält. Die metallenen Stücke E, F sind die Modelle für die Füße, welche in geeigneten
Leitungen im Innern des Topfmodelles liegen. Das Vorschieben des Mittlern
Fußmodelles E wird durch den Hebel G, und das Vorschieben des äußern Fußmodelles durch den
Hebel H bewirkt. Beide Hebel sitzen an einer kurzen
horizontalen Welle, die sich in den Trägern J bewegt.
Die Fußmodelle sind hier als vorgeschoben und zum Eindämmen bereit dargestellt; aber
die punktirten Linien in Fig. 26 bezeichnen die
Stellung der Hebel und
der Verbindungen, wenn die Fußmodelle, nachdem sie ihren Zweck erfüllt haben,
zurückgezogen sind. Die an den Trägern befestigten Aufhälter J dienen dazu, die Hebel aufzuhalten und auf die Fußmodelle zu setzen,
wenn die Gefäße lange Füße erhalten sollen. Sollen dagegen kurze Füße geformt
werden, so dienen die verstellbaren Stifte an den obern Trägern I als Aufhalter, damit die Fußmodelle nicht so weit
vorgeschoben werden.
Durch dieses Verfahren lassen sich Kochgeschirre und andere hohle Gußwaaren weit
wohlfeiler, schneller und mit minder geschickten Formern ausführen, als es bei dem
altern, bekannten Verfahren thunlich ist.
Tafeln