| Titel: | Cole's Methode segmentförmige Dampfcylinder zu gießen und zu bohren. |
| Fundstelle: | Band 174, Jahrgang 1864, Nr. LXIII., S. 253 |
| Download: | XML |
LXIII.
Cole's Methode segmentförmige Dampfcylinder zu gießen und zu
bohren.
Aus dem Mechanics' Magazine August 1864, S.
109.
Mit Abbildungen auf Tab.
IV.
Cole's Methode segmentförmige Dampfcylinder zu gießen und zu
bohren.
W. H. Cole in London
wurde am 9. December 1863 ein Patent
ertheilt auf das Gießen von Dampfcylindern von der Form eines cylindrischen
Ringstückes, sowie auf eine Maschine, um diese segmentförmigen Minder genau
cylindrisch zu bohren, das heißt als Mittellinie der Bohrung genau einen Kreisbogen
einzuhalten.
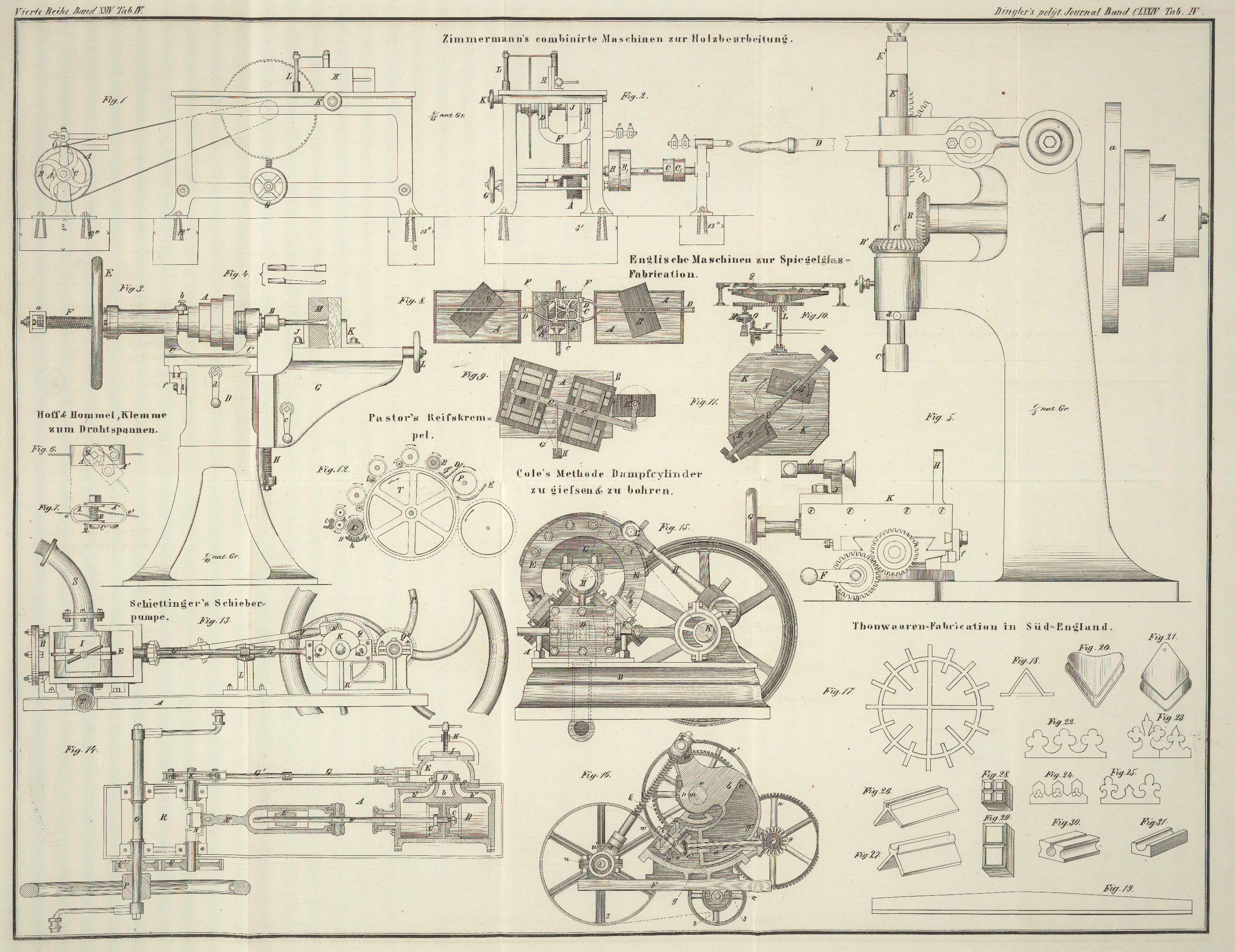
Fig. 15 zeigt
eine Seitenansicht von einer Dampfmaschine mit einem
segmentförmigen Cylinder. A ist der durch
Manischen an die Bodenplatte oder das Gestell B
befestigte Dampfcylinder. Mit letzterem werden zwei Welllager C, C aus einem Stücke gegossen, deren Mittelpunkte beim Bohren genau mit
dem Mittelpunkte des Kreisbogens zusammenfallen, welcher die Mittellinie des
Cylinders bildet; ebenso ist der Schieberkasten D ein
Theil desselben Gußstückes, aus dem der Cylinder besteht. Der Dampfkolben ist in der
gewöhnlichen Form mit Liederungsringen, Federn etc. hergestellt; an jedem der beiden
Kolbenböden ist eine Kolbenstange E befestigt, welche
durch eine in den Cylinderdeckeln F, F' angebrachte
Stopfbüchse hindurchgeht, außerhalb dieser letzteren mit der anderen ein Stück
(einen vollen Kreis) bildet und an ein kreisabschnittförmiges Stück G dauerhaft befestigt ist. Das gabelförmige Ende der
Kurbelstange H ist durch einen Zapfen mit einem Auge an
dem Stück G und das andere oder einfache Ende mit der
Kurbel I an der Kurbelwelle K verbunden. Die Sehne des von dem Kurbelstangenzapfen in dem Stück G beschriebenen Bogens ist genau gleich dem Durchmesser
des von dem Kurbelzapfen I beschriebenen Kreises und
wenn der Kolben die Hälfte seines Hubes in dem Cylinder erreicht hat, so wird die
gerade Linie, welche durch die Mittelpunkte des Stückes G
und des
Kurbelstangenbolzens hindurchgeht, mit der Linie, die durch die Welle und den
Kurbelzapfen geht, fast parallel seyn und die Enden der Kurbelstange werden beinahe
einen rechten Winkel mit jeder von beiden bilden. Wenn dagegen die Kurbel I den todten Punkt erreicht, so bildet die Kurbelstange
noch einen Winkel mit der durch den Mittelpunkt der Welllager C, C und den Zapfen in dem Stück G
hindurchgehenden Linie; und da die Richtung der Kraft den Umfang eines Kreises
verfolgt, der durch den Scheitel dieses Winkels hindurch geht, oder mit anderen
Worten, da die Kraft am Ende eines Hebels wirkt, welcher einen Winkel mit dem Ende
L der Kurbelstange H
bildet und seinen Stützpunkt in M hat, so wird die
Kurbel den todten Punkt mit derselben Leichtigkeit wie irgend einen anderen Punkt
des Kurbelkreises durchschreiten.
Bei gewöhnlichen Maschinen mit horizontal liegenden Cylindern findet die Richtung der
Kraft, wenn sich die Kurbel auf dem todten Punkte befindet, in einer horizontalen
Linie statt, die mit der geraden Linie, welche die Kolbenstange, die Kurbelstange
und der Kurbelzapfen bilden, zusammenfällt, eine Stellung, welche bei einer Maschine
mit segmentförmigem Cylinder niemals eintreten kann. Dagegen hat der Cylinder, da
die Bewegung des Kolbens genau dem Umfange eines Kreisbogens folgt und da der
Cylinder mittelst der Lager an die Welle aufgehängt ist, um deren Mittelpunkt er
schwingt, das Gewicht des Kolbens nicht zu tragen und es findet auf allen Seiten
eine gleichmäßige Abnutzung statt, während in großen horizontal liegenden geraden
Cylindern das bedeutende Gewicht des Kolbens von der unteren Hälfte des Cylinders
getragen wird, wodurch eine unregelmäßige Abnutzung eintritt und ein Nachbohren oder
Auswechseln des Cylinders nothwendig wird, damit er zu den anderen beweglichen
Theilen paßt. Bei einer Maschine mit segmentförmigem Cylinder, wie er im
Vorhergehenden beschrieben ist, kann die Kurbelwelle fast an jeden: Punkte außerhalb
des Cylinders, das heißt über oder unter oder an einem Ende desselben angebracht
werden, ohne diesen auf irgend eine Weise in seiner Bewegung zu stören oder ohne daß
einer von den ihm eigenthümlichen Vortheilen verloren geht, weßhalb sich eine solche
Maschine fast für jede Localität eignet. Für Dampfschiffe und ganz besonders für
Schraubenschiffe empfiehlt sich eine Maschine mit derartigen Cylindern sehr, da bei
letzteren der ganze Bewegungsmechanismus unter die Wasserlinie gelegt werden kann,
und der Nutzen, den diese Einrichtung gewährt, ist bei dieser Art von Schiffen hoch
anzuschlagen. Hierbei läßt sich ein Paar von diesen Cylindern nebeneinander auf
dieselbe Seite des Kiels legen und direct mit Kurbeln verbinden, die unter rechten
Winkeln zu einander auf der Welle angebracht werden und zwar ohne hierzu einer
Parallelführung, Seitenstangen oder Kreuzköpfe zu bedürfen, die aber bei der
gewöhnlichen Form der Schraubenschiffs-Maschinen nothwendig sind; oder es
kann auch auf jeder Seite des Kiels ein einziger segmentförmiger Cylinder angebracht
und direct mit einem und demselben Kurbelzapfen verbunden werden, wodurch dieselbe
Verbindung hervorgebracht wird, die bei der bevorzugten Classe von Schiffsmaschinen
mit Doppelkurbeln stattfindet, wo der todte Punkt mit demselben Erfolge unschädlich
gemacht wird, als wenn zwei Kurbeln angewendet werden und Parallelführung,
Seitenstangen und Kreuzköpfe ebenso wie in dem anderen Falle zu entbehren sind.
Fig. 16 zeigt
eine Seitenansicht der Maschine zum Bohren der Cylinder.
Sie besteht aus dem Rahmen oder der Platte F, dem mit
dem Schneidwerkzeug k versehenen segmentförmigen
Bohrerträger a und der Einrichtung um letzterem eine
kreisförmige Bewegung mitzutheilen.
Der im Durchschnitt und in Thätigkeit gezeichnete Bohrerträger a ist hohl und ein Segment von demselben Kreise, dem auch die Mittellinie
des Cylinders angehört, aber er hat einen kleineren Durchmesser als jener der
Bohrung des Cylinders werden soll, damit die Bohrspäne zwischen den beiden Umfängen
niederfallen können. Das eine Ende b des Bohrerträgers
ist verlängert und bildet einen massiven gekrümmten Arm mit der Nabe c, mittelst welcher er in den Welllagern C, C liegt, die wie erwähnt mit dem Cylinder aus einem
Stücke gegossen sind. An dieses Ende des Bohrerträgers ist ein gabelförmiger Arm d angegossen und nahe an dem anderen Ende desselben ist
eine Oeffnung O gelassen, um ein Paar conische Räder e, é durch dieselbe einführen zu können. Die
Lager g, g' für die Welle f
von dem einen dieser Räder (e') sind an den Bohrerträger
angegossen; das andere Rad (e) ist auf die Welle h befestigt, deren Ende i
als Träger des Schneidwerkzeugs k dient, das durch den
Schraubenbolzen w in seiner Lage erhalten wird. Auf der
Welle m, an welcher der Bohrerträger befestigt ist,
dreht sich ein Stirnrad n' mit einer langen Nabe lose
um. Auf diese Nabe sind zwei Treibscheiben, eine kleine p (in der Skizze nicht sichtbar) und eine große p' aufgekeilt. Das Stirnrad n' treibt ein
anderes n von derselben Größe an der Welle r, die ihre
Lager an dem Bohrerträger hat und an welcher sich ein conisches Rad s befindet, das wieder ein anderes s' an dem Ende der Welle f
treibt, durch deren Umdrehung auch das Bohrwerkzeug k
mittelst der conischen Räder e, e' in rotirende Bewegung
versetzt wird.
Die Bewegung der Maschine findet nun auf folgende Weise statt: Die kleine Scheibe p an der Welle m treibt die
Welle x, welche in einem Hängelager unter dem. Rahmen
F läuft und diese wieder die Welle t mittelst der Scheiben 3, 1. Auf die Welle t ist ein conisches Rad u
aufgekeilt, welches ein anderes u' in Bewegung setzt,
dessen Welle ihr Lager in dem Achsband V hat. Der größte
Theil von der Länge dieser Welle ist mit einem flachen Gewinde versehen und das
obere Ende desselben geht durch eine Mutter N, welche
mittelst zweier Zapfen an das Ende des gabelförmigen Armes d angehängt ist; hierdurch wird die gewünschte langsame Bewegung um den
Mittelpunkt m hervorgebracht. Segmente von cylindrischen
Ringen oder Dampfcylindern, von der angegebenen Form, können auch vollkommen richtig
durch die umgekehrte Operation von der im Vorhergehenden beschriebenen gebohrt
werden, das heißt der Träger des Bohrwerkzeugs kann durch den Cylinder seiner Länge
nach bewegt werden und dabei einen Span schneiden, wird dann wieder an seinen
Anfangspunkt zurückgezogen, für den nächsten Schnitt richtig gestellt und so fort
bis das Bohren vollendet ist. Diese Wirkungsweise ist, wie man sieht, mit der einer
gewöhnlichen durch Maschinenkraft betriebenen Hobelmaschine identisch, nur mit dem
Unterschiede, daß das Werkzeug auf einer krummen anstatt einer horinzontalen Fläche
schneidet.
Tafeln