| Titel: | Verfahren zur Bleiweißfabrication, von Joseph Major, W. Wright und G. H. Jones. |
| Fundstelle: | Band 195, Jahrgang 1870, Nr. LXVI., S. 271 |
| Download: | XML |
LXVI.
Verfahren zur Bleiweißfabrication, von Joseph Major, W. Wright und G. H. Jones.
Aus dem Mechanics' Magazine, December 1869, S.
439.
Mit Abbildungen auf Tab.
IV.
Major's Verfahren zur Bleiweißfabrication.
Das Bleiweiß wird in England gewöhnlich nach der (älteren) holländischen Methode bei
Anwendung von ausgenutzter Gerberlohe fabricirt. Das neue Verfahren, welches sich J.
Major in London
(Swallow-street, Middlesex) in Verbindung mit den Genannten kürzlich zur
rascheren Fabrication von Bleiweiß (ohne die Anwendung von ausgenutzter Lohe und von
irdenen Töpfen) patentiren ließ, besteht in der Benutzung geschlossener, künstlich
erhitzter Kammern, in welche die zur Umwandlung des darin auf Fächern enthaltenen
Bleies erforderlichen Dämpfe und Gase geleitet werden. Der zweite Theil der
Erfindung besteht in der Anwendung von gepreßten Dämpfen und Gasen in einer
geschlossenen Kammer, wobei zu dem Umwandlungsprocesse weniger Zeit erforderlich
ist.
Die Erfindung besteht ferner in einer Methode zur Behandlung des dargestellten
Bleiweißes, wodurch jede Spur eines zurückbleibenden Essigsäuresalzes zersetzt und
entfernt wird, so daß das Auswaschen der erhaltenen Farbe wegfallen kann.
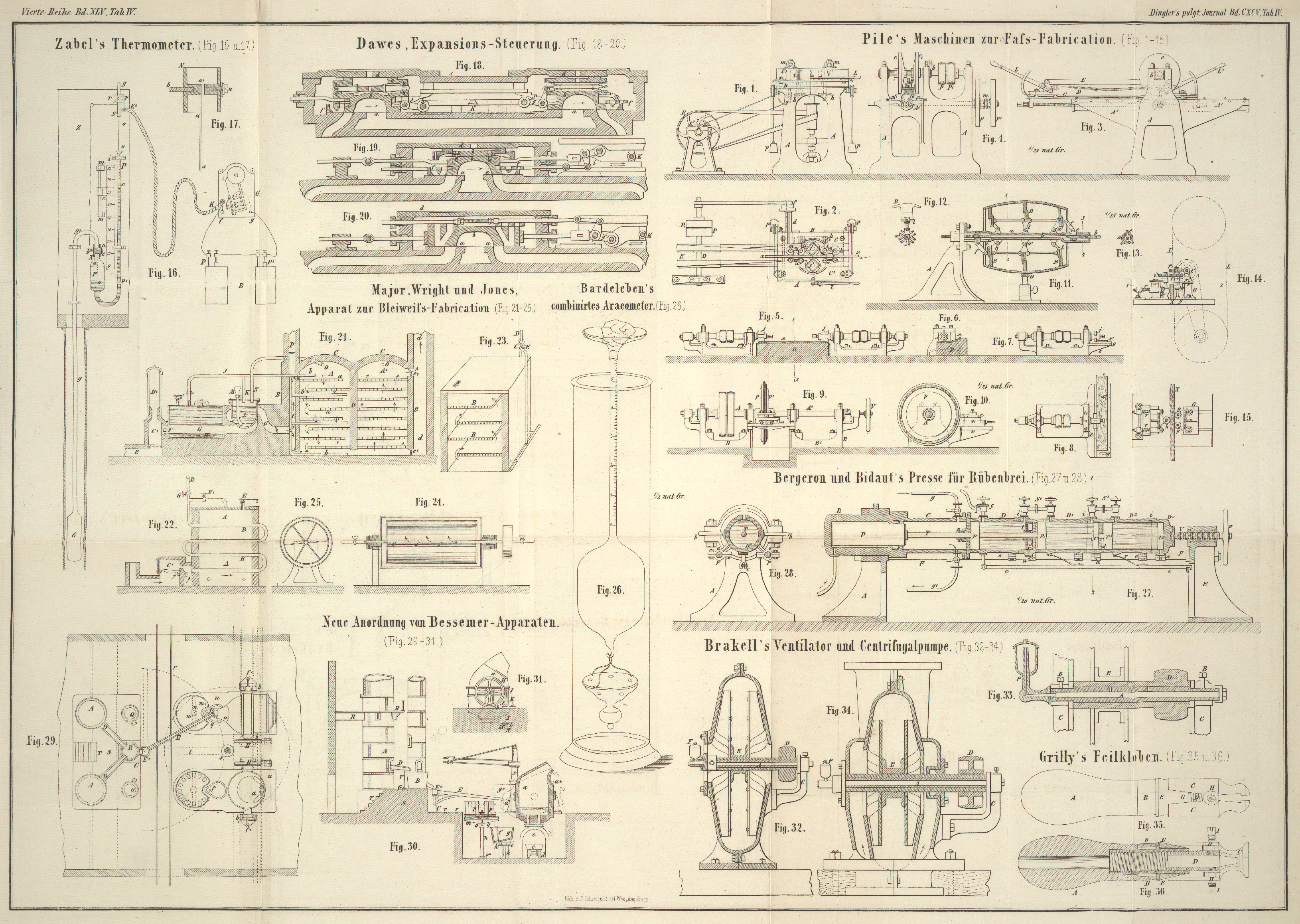
In unseren Abbildungen stellt Fig. 21 die zur
Ausführung des ersten Theiles der Erfindung erforderlichen Kammern dar. A, A' sind diese Kammern, B,
B die Mauern; C, C ist die Bedachung und D die Scheidewand zwischen den Kammern. Die in den
Kammern ersichtlichen Fächer sind in verschiedener Weise, stets aber so angebracht,
daß die Gase im Inneren der Kammern vollkommen circuliren und mit dem in Bleiweiß
umzuwandelnden Blei möglichst vollständig in Berührung kommen müssen. In der Kammer A sind aus einem zweckdienlichen Material (Holz)
bestehende Regale oder Fächer a, a so angeordnet, daß
die Dämpfe und Gase gezwungen werden, in der durch die Pfeile angedeuteten Richtung
durchzustreichen und das Material direct vom oberen Theile nach dem Boden zu, oder
auf dem umgekehrten Wege zu durchdringen. Die zweite Kammer A' zeigt eine solche Anordnung der Fächer, daß die Dämpfe und Gase in ihr
in longitudinaler Richtung circuliren. In diese Kammern wird (durch die in der
Kammer A ersichtlichen Röhren b,
b) Dampf geleitet, sowohl um die Räume zu erhitzen, als auch um ihnen die
erforderliche Feuchtigkeit zuzuführen. Die Canäle oder Züge c, c sind so angeordnet, daß die in ihnen circulirenden heißen Gase
gezwungen werden durch mehrere Kammern oder durch nur eine derselben zu strömen,
oder durch die Esse d, ohne durch die Kammern
hinaufzuziehen, indem der Lauf der erhitzten Gasströme durch die in den Zügen c, c angebrachten Schieber c',
c' regulirt wird. Das in Bleiweiß umzuwandelnde Blei kommt auf die Fächer
a, a zu liegen. In die beiden Kammern A, A' werden zuerst Wasserdämpfe und später die aus
kohlenstoffhaltigen Substanzen zur Gewinnung von Kohlensäure entwickelten Gase
geleitet.
Zu letzterem Zwecke dient folgende Einrichtung. C' ist
ein Ofen oder Generator, welcher sich mittelst des Aufsatzes D' selbst mit Holzkohlen oder anderem Brennmaterial speist, und mit einem
Luftzuleitungsrohre E versehen ist, mittelst dessen ihm
die zur Unterhaltung des Verbrennungsprocesses erforderliche Luft durch einen
Ventilator zugeführt wird. F ist ein
„Oxydations-Ventil,“ welches zur Regulirung des
Zuflusses der die Verbrennung des Brennstoffes bewirkenden Luft dient. Die
Verbrennungsproducte werden mittelst des inneren Zuges G
unter und durch den Dampfkessel H geleitet und treten
dann unter die zur Erzeugung der Gase dienenden Gefäße. Ein solches ist bei L zu sehen. M ist ein
Trichterrohr zur Beschickung dieses Generators, N ein
die Gase aus demselben in die Kammern A, A' führendes
Ableitungsrohr; K ist ein am Generator angebrachtes
Dampfrohr. P ist eine zweite Esse, welche als Nebenabzug
benutzt wird, wenn der Ofen C' geheizt werden muß, die
Verbrennungsgase aber nicht in den Kammern A, A'
circuliren sollen. d ist die Hauptesse; die Gase aus den
Kammern werden ihr durch die Register c', c' zugeführt,
mittelst welcher die Kammern nöthigenfalls abgesperrt werden können. J ist das Dampfleitungshauptrohr.
Der Betrieb ist nachstehender.
Das Blei, in einer Form wobei es eine große Oberfläche darbietet, wird auf die in den
Kammern angebrachten hölzernen Fächer gelegt; alsdann werden die Kammern verschlossen und auf 48 bis
60° C. erhitzt; hierauf wird in dieselben Dampf geleitet, welcher einen Theil
des Metalles zu Oxyd oder Oxydhydrat umwandelt. Diese Procedur wird zehn bis zwanzig
Stunden hindurch fortgesetzt. Sobald die Temperatur der Kammern den oben angegebenen
Grad erreicht hat, werden im Generator L Gase entwickelt
und mittelst des Rohres N in den oberen Theil O, O der Kammern geleitet. Dabei bildet sich auf dem in
der Kammer befindlichen Blei ein basisches Salz. Nunmehr wird das Blei mit
Kohlensäure behandelt. Dieses Gas wird in dem Ofen oder Generator C' erzeugt und den Kammern zugeführt, so daß es in
denselben regelmäßig circulirt und dabei das Blei ununterbrochen umspült, wodurch
das entstandene basische Bleisalz in kohlensaures Bleioxyd umgewandelt wird. Während
dieses Umwandlungsprocesses muß die Temperatur der Kammern auf ungefähr 60°
C. erhalten, und die in der beschriebenen Weise auf einander folgenden Operationen
müssen wiederholt werden (wobei der Zutritt des Dampfes gehörig zu reguliren ist,
damit das Blei weder zu feucht und gewissermaßen ausgewaschen, noch für die fernere
Behandlung zu trocken wird), bis die ganze Masse des Metalles in Bleiweiß
umgewandelt worden ist.
Fig. 22 zeigt
die Anordnung einer Kammer A für gepreßte Gase und
Dämpfe. Zur Regulirung des im Inneren derselben erforderlichen Druckes dienen die
Ventile E und E'. In den
Röhren B, B circulirt Dampf, der aus einem Kessel
zugeleitet wird, oder heiße, vom Generator C' zugeführte
Luft und Gase; diese Röhren dienen zugleich als Unterlagen für das umzuwandelnde
Metall und stehen mit der Esse mittelst des Rohres D in
Verbindung. Letzteres ist mit einem Hahn oder Ventil G
versehen, so daß die Verbrennungsproducte, nachdem sie durch die Röhren der Kammer
gezogen sind und diese erhitzt haben, in das Innere der Kammer getrieben und so mit
dem Blei in innige Berührung gebracht werden können; hierbei werden also diese Gase
zunächst zum Heizen der Kammer benutzt und dann noch zur Umwandlung der entstandenen
basischen Bleisalze in Bleiweiß verwerthet. Indessen können die in Rede stehenden
Gase auch ausschließlich zu Heizzwecken benutzt und die zu dem gedachten Zwecke
erforderliche Kohlensäure kann von einer, von dem übrigen Apparate unabhängigen
Quelle in erhitztem oder kaltem Zustande der Kammer zugeführt werden. – Fig. 23 zeigt
die Anordnung der Repositorien oder Regale in diesen Kammern; die Gase circuliren in
der durch die Pfeile angedeuteten Weise, so daß die Richtung ihrer Ströme
rechtwinkelig zu derjenigen in den hohlen Fächern (oder den Röhren) ist, welche von
den zur Heizung dienenden Gasen durchströmt werden und auf die das umzuwandelnde Blei
zu liegen kommt. – Die Operationen sind bei diesen Kammern dieselben wie bei
den bereits beschriebenen.
Bei Benutzung von rotirenden Kammern wenden die Erfinder
einen Doppelcylinder an, wie in Fig. 24 und 25 ersichtlich
ist. Der innere dieser Cylinder, welcher mit dem in Bleiweiß umzuwandelnden Metalle
beschickt wird und derjenige ist, welcher in drehender Bewegung erhalten wird, ist
mit radial gestellten Bretern oder Rosten versehen, auf welche das Blei zu liegen
kommt. Im Uebrigen sind diese cylindrischen Kammern mit denselben Nebeneinrichtungen
und Apparaten versehen, wie die bereits beschriebenen und werden in ähnlicher Weise
mit Dämpfen und Gasen gespeist. Beide Cylinder haben luft- und gasdicht
schließende Thüren oder Oeffnungen zum Beschicken und Entleeren.
Das nach dem neuen Verfahren fabricirte Bleiweiß kann in der gewöhnlichen Art durch
Waschen, Mahlen u.s.w. zu marktfertiger Waare gemacht werden. Die Erfinder ziehen es
aber vor, in die Kammern welche die durch die beschriebenen Operationen
dargestellten Bleipräparate enthalten, Ammoniakverbindungen zu leiten, welche die
Zersetzung aller außer dem Bleiweiß vorhandenen Bleisalze bewirken. Hierauf wird die
Kammer mit ihrem Inhalte so stark erhitzt, daß die entstandenen Ammoniaksalze
verflüchtigt werden; in dieser Art wird das Auswaschen des erhaltenen Productes
umgangen. Zur weiteren Behandlung desselben bis zu seiner Vollendung zur
verbrauchsfertigen Waare bedient man sich des allgemein üblichen Verfahrens.
Bei Anwendung des neuen Verfahrens wird bedeutend an Zeit erspart; während bisher zur
vollständigen Umwandlung des Bleies in Bleiweiß gewöhnlich eine Zeit von circa drei Monaten erforderlich war, behaupten die
Erfinder daß sie dazu je nach der Beschaffenheit und der äußeren Form des zu
verarbeitenden Bleies nur vierzehn bis achtundzwanzig Tage nöthig haben, und daß sie
bei Benutzung einer mit gepreßten Gasen arbeitenden Kammer (pressure chamber) den Umwandlungsproceß in noch kürzerer Zeit zu vollenden
im Stande sind.Wir mußten uns begnügen, Major's Patentbeschreibung in getreuer Uebersetzung
mitzutheilen; die Hauptpunkte des Verfahrens wurden in derselben offenbar
absichtlich dunkel gehalten.A. d. Red.
E. V. Gardner, Professor der Chemie am Berners College in London, hat dieses Patent einer
praktischen Prüfung unterzogen. Er erhielt in jeder Hinsicht die befriedigendsten
Resultate, wie dieß aus nachfolgenden Stellen seines ausführlichen Berichtes
hervorgeht. – „Bei meinen Versuchen wurden die Operationen in
fabrikmäßigem Maaßstabe ausgeführt, indem die zu denselben benutzte Kammer 4
Fuß Höhe bei 2 1/2 Fuß Tiefe und 2 1/2 Fuß Breite hatte; nach den hierbei mit 3
Cntr. Blei erhaltenen Resultaten stehe ich nicht an, zu erklären daß nach Major's Verfahren Bleiweih binnen 28 Tagen fabricirt
werden kann, nämlich vorausgesetzt, daß der Proceß Tag und Nacht ununterbrochen
fortgesetzt und mit Umsicht geleitet wird. Ich bin auch der Ansicht, daß bei
Ausführung dieses Verfahrens in großem Maaßstabe, z.B. bei Verarbeitung von 500
bis 1000 Tonnen Metall auf einmal, noch günstigere Resultate sich ergeben und
die Fabricationskosten sich bedeutend niedriger stellen würden.“ In
Bezug auf das Verfahren zur Zurichtung des Productes bemerkt Gardner: „Bei der jetzt befolgten Methode der letzten Zurichtung
des Bleiweißes, wozu das aus den Umwandlungsgefäßen kommende Material
ausgewaschen und gemahlen wird, belaufen sich die Kosten auf etwa 7 Pfd. Sterl.
per Tonne. Bei Anwendung des neuen Verfahrens,
nach Major's Patent, wird das umgewandelte Metall mit
Ammoniakdämpfen behandelt, so daß alles zurückgebliebene Essigsäuresalz zersetzt
wird; die hierbei entstandenen Ammoniaksalze werden vermittelst Strömen heißer
Luft oder überhitzter Wasserdämpfe beseitigt. Diesem neuerlichst noch
verbesserten Zurichtungsprocesse wird, was hervorzuheben ist, das Product
unterworfen, ohne daß dasselbe aus den Kammern, in denen es dargestellt worden,
entfernt zu werden braucht.“
Tafeln