| Titel: | Eine Verbesserung an Schneidbacken zum Schraubenschneiden; von Prof. Friedr. Arzberger. |
| Fundstelle: | Band 201, Jahrgang 1871, Nr. LXXVII., S. 286 |
| Download: | XML |
LXXVII.
Eine Verbesserung an Schneidbacken zum
Schraubenschneiden; von Prof. Friedr.
Arzberger.
Aus dem polytechnischen Centralblatt, 1871 S.
793.
Mit Abbildungen auf Tab.
VII.
Arzberger, Verbesserung an Schneidbacken zum
Schraubenschneiden.
Das Schraubenschneiden ist eine Arbeit welche so außerordentlich häufig vorkommt, daß
jede, wenn auch noch so geringfügig scheinende Verbesserung, welche an den Mitteln
zum Schraubenschneiden erscheint, Berücksichtigung verdient; insbesondere aber dann,
wenn bei Vereinfachung und Vervollkommnung des Werkzeuges die Arbeit rascher von
statten geht.
Die weitaus größere Anzahl von Schrauben wird heut zu Tage mit Schneidbacken
geschnitten, welche entweder in einfachen Schneidkluppen oder in
Schraubenschneidmaschinen eingespannt sind. Nur die kleinsten Schrauben schneidet
man in Schneideisen (Schraubenblechen).
Das Schraubenblech ist das ursprüngliche Werkzeug, aus welchem die Schneidkluppen mit
den Schneidbacken hervorgegangen sind, gerade so wie sich aus dem gewöhnlichen
Gewindebohrer die expandirbaren Schraubenbohrer von Dela
Morinière und WaldeckPolytechn. Journal Bd. CXXVI S. 177 und Bd. CXXVII S.
165. herausgebildet haben.
Diese expandirbaren Schraubenbohrer hatten den Zweck, bei langen und tiefen
Schraubenmuttern die Anwendung mehrerer Bohrer nach einander zu vermeiden. Jedermann
der sich mit dem vorliegenden Gegenstande befaßt hat, weiß entweder, daß diese
expandirbaren Schraubenbohrer gar keine Verbreitung gefunden haben, oder er weiß von
der Existenz dieser Bohrer nichts, weil sie eben keine Anwendung finden.
Diese expandirbaren Schraubenbohrer zeigen denselben principiellen Nachtheil, wie die
verstellbaren Schneidbacken der gewöhnlichen Schneidzeuge, nur daß letztere wegen
der geringen Schwierigkeiten die sich ihrer Ausführung und Anwendung
entgegenstellen, einen allgemeinen Eingang gefunden haben, obschon sie — wie
gleich gezeigt werden wird — in vielen Fällen ebenso überflüssig sind, wie
die expandirbaren Schraubenbohrer.
Der genannte principielle Nachtheil, den man schon an manchen Orten erwähnt hat, geht
aus folgender einfachen Betrachtung hervor: Ist r der
Halbmesser eines Cylinders, auf welchem eine Schraubenlinie verzeichnet ist, deren
Steigung durch die Strecke h gemessen wird, so ergibt
sich die Neigung α einer an einem beliebigen Punkte der Schraubenlinie
gezogenen geometrischen Tangente gegen eine auf der geometrischen Achse der Schraube
senkrecht stehende Ebene aus dem Ausdrucke:
tang α = h/ 2πr.
Alle unendlich vielen neben einander liegenden Schraubenlinien, welche
zusammengenommen die Umhüllungsfläche des Schraubengewindes bilden, haben zwar
gleiche Steigungen h, aber nicht gleiche Radien r, und der obige Ausdruck zeigt daß α um so
größer werden muß, je kleiner r bei gleichbleibendem h ist; d. h. daß an einer und derselben Schraube die
Neigung α am inneren Durchmesser den größten, am äußeren Durchmesser den
kleinsten Werth besitzt. Sobald nun Schneidbacken oder die Theile eines
expandirbaren Schraubenbohrers aus ihrer normalen Lage gebracht werden (was beim
Beginne des Schneidens am meisten hervortritt), paßt die Neigung nicht mehr zur
Steigung. Dieser Nachtheil wird um so bedeutender, je größer der Unterschied des
inneren und äußeren Schraubendurchmessers ist, und gleicht sich im Verlaufe des
Gewindeschneidens bei flachen Gewinden weniger gut aus, als bei scharfen.
Zu diesem principiellen Nachtheile gesellen sich aber noch andere.
Die Backen werden in den Schneidkluppen leicht locker, wodurch die Bildung unrichtig
geformter Schraubengänge veranlaßt wird; die Dicken verschiedener Schrauben welche
gleiche Durchmesser haben sollen, fallen verschieden aus, je nachdem der Arbeiter
die Schneidbacken zuletzt mehr oder weniger zuspannt; das Schraubenschneiden wird
dadurch zeitraubend, daß man nach jedem Zuspannen der Backen die Kluppe der ganzen
Schraube entlang fortschrauben muß. Diese und andere Nachtheile fallen weg, wenn man
die zusammen arbeitenden Schneidbacken nicht theilt, d. h. aus einem Stücke
herstellt und dafür auf eine andere Weise für das allmähliche Einschneiden des
Gewindes Sorge trägt, damit nicht wie bei der Anwendung des gewöhnlichen Schraubenbleches das
Gewinde mit einem einzigen Spane (theilweise auch durch Eindrücken und Aufstauchen)
erfolgen müsse.
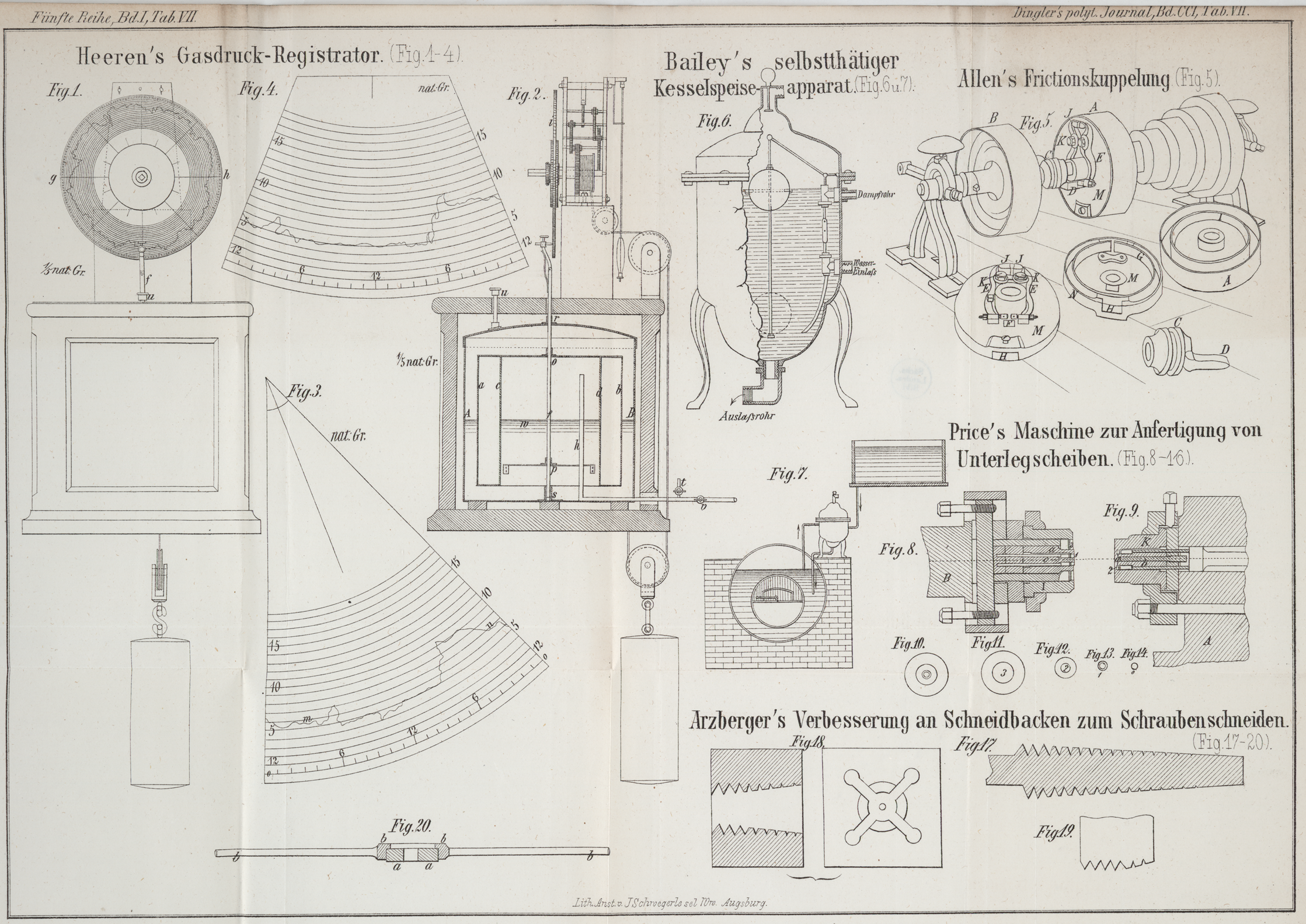
Das Vorbild für einen solchen ungetheilten Schneidbacken liefert jeder ordentlich
ausgeführte Gewindebohrer, bei welchem nach der Spitze zu immer mehr und mehr vom
Gewinde weggenommen ist, so daß er am dünnen Ende förmlich zur Reibahle ausläuft,
wie dieß in der Skizze Figur 17 zu ersehen
ist.Es wird hier ausdrücklich bemerkt, daß die Figuren 17 und
18 der Deutlichkeit wegen außer Verhältniß gezeichnet
sind.
Die Umkehrung dieses Gewindebohrers gibt den Schneidbacken Fig. 18, von welchem die
Flächenansicht und die Durchschnittsfläche dargestellt ist.Es wird hier ausdrücklich bemerkt, daß die Figuren 17 und
18 der Deutlichkeit wegen außer Verhältniß gezeichnet sind.
Dasselbe Princip ist bei der Sellers'schen
schraubenschneidmaschine in Anwendung,Man s. I. Hart's Werkzeugmaschinen, Preiscourant
von I. Zimmermann in Chemnitz u. a. a.
O. wo die Schneidbacken wie in Fig. 19 gestaltet sind.
Diese Backen schneiden die Schraube auf einen Durchgang, und sind nur deßhalb radial
verschiebbar gemacht, damit man die fertige Schraube ohne Weiteres herausnehmen
kann.
Mit dem in Fig.
18 gezeichneten Schneidbacken, der in eine einfache Kluppe oder in ein
Wendeisen eingesteckt wird, erfolgt das Schneiden der Schraube auch mit einem
Durchgang, wie bei der Sellers'schen Maschine und wie
beim gewöhnlichen Schneideisen; gegen das letztere findet jedoch der wesentliche
Unterschied statt, daß der Gang successive herausgeschnitten wird, ähnlich wie beim
Mutternschneiden mittelst des Gewindebohrers. Die angeführten Nachtheile, mit
welchen die gewöhnliche Schneidkluppe behaftet ist, fallen hier weg.
Der Umstand, daß man mit diesem Schneidbacken das Gewinde nicht ganz bis an den Kopf
der Schraube anschneiden kann, ist allerdings nicht zu übersehen, allein in den
seltensten Fällen wird dieß ein Hinderniß für die Anwendung dieser Art Schneidbacken
bilden; denn selbst dann, wenn eine Schraube bis an den Kopf in das Muttergewinde
eingeschraubt werden soll, kann man sich durch das conische Ausreiben der Mutter
helfen.
Die Anfertigung solcher Backen ist eine sehr einfache; es braucht nämlich bloß nach
dem Einschneiden des Muttergewindes der weiche Stahlbacken mit einer entsprechend
conischen Reibahle so weit nachgerieben zu werden, bis an einer Seite das ganze
Gewinde herausgenommen ist, während an der anderen Seite wenigstens zwei
Schraubengänge gänzlich
unangegriffen bleiben, wornach die Ausarbeitung der vier Schlitze (wie Fig. 18
darstellt) erfolgt.
Je dicker der Schneidbacken (in der Richtung der Schraubenachse gemessen) ist, desto
kleiner kann der Winkel an der Spitze jener Kegelfläche seyn, welcher die
obengenannte Reibahle umhüllt, desto feiner werden die einzelnen Späne ausfallen,
welche der fertige Schneidbacken beim Schraubenschneiden liefert, um desto weniger
wird der Schneidbacken der Abnutzung unterliegen.
Werden aber die Schneidbacken in oben erwähntem Sinne sehr dick gemacht, so tritt der
Umstand mehr heroor, daß man das Gewinde der zu fertigenden Schraube nicht bis an
den Kopf heran schneiden kann.
Die Seilers'schen Schneidbacken sind so ausgeführt, daß
sich selbst bei 35 Millimeter starken Schrauben mit Whitworth-Gewinden das Einschneiden auf zwei, höchstens drei Gänge
(s. Fig. 19)
vertheilt; nachdem nun drei Schneidbacken gleichmäßig auf der Peripherie angeordnet
sind, so erfolgt das Gewindeschneiden nur mit sechs, beziehungsweise neun Spänen,
was ein starkes Abnutzen der Schneidbacken zur Folge hat, somit ein öfteres
Schleifen an den Radialflächen nöthig wird.
Vertheilt man das Einschneiden des Gewindes auf sechs Gänge und gibt vier Einschnitte
an der Peripherie des Gewindes, so wird der Schraubengang mit 24 Spänen geschnitten;
die Späne fallen bei gleich raschem Arbeitsgange viel schwächer aus, und die
Abnutzung der Backen wird dadurch wesentlich vermindert, und endlich gestattet ein
feinerer Span auch eine etwas größere Härte der Schneidbacken, ohne daß man ein
Ausspringen zu befürchten hat.
Die Schneidbacken (Fig. 18) lassen sich nun allerdings nicht so leicht schleifen wie die Sellers'schen Backen und werden daher gleich jenen der
meisten gewöhnlichen Schneidkluppen nach starker Abnutzung durch neue ersetzt werden
müssen; hierbei ist jedoch wohl zu berücksichtigen, daß die hier beschriebenen
Schneidbacken viel leichter herzustellen sind als die jetzt allgemein üblichen, da
das genaue Einpassen in die Schneidkluppe wegfällt, ein Umstand der nicht nur die
Herstellungskosten vermindert, sondern auch die Anwendung erleichtert, indem sie in
das Wendeisen, mit welchem sie gehandhabt werden, gar nicht genau zu passen
brauchen.
Ich habe einen Satz von vier solchen Schneidbacken mit zugehörigen Wendeisen in einer
Wiener Eisenhandlung erworben, konnte aber bis heute nicht erfahren, von wem das
Werkzeug angefertigt wurde. Was das Wendeisen anbelangt, bemerke ich, daß dieses
einer gewöhnlichen Schneidkluppe sehr ähnlich ausgeführt und daher unnöthig
complicirt ist; ein Wendeisen von der Gestalt wie Fig. 20 zeigt, ist
vollkommen ausreichend.
Es stellt hier a den Schneidbacken und b das Wendeisen vor (beide im Durchschnitt).
Versuche, welche ich bei Herstellung von schmiedeeisernen Schrauben mit solchen
Schneidbacken vorgenommen habe, zeigten daß die Arbeit vorzüglich gut von statten
geht. Das Eisen wird in schön geringelten Spänen abgenommen, ohne daß ein
Aufstauchen oder ein Strecken bemerkbar würde.
Die Vorzüge der hier vorgeführten Schneidbacken gegenüber den jetzt allgemein
gebräuchlichen, sind so eminent, daß die Anfertigung dieser sammt den dazu gehörigen
Gewindebohrern den Werkzeugfabrikanten auf das Beste empfohlen werden darf. Es
dürfte sich hierbei zugleich die Gelegenheit ergeben, dem Wh
itworth-SystemePrechtl's Encyklopädie, Bd. XIII S. 321 und
Ingenieurs-Taschenbuch „Hütte,“ 7. Aufl. S.
336. eine allgemeine Verbreitung zu verschaffen, von welchem sich
die zwischen ¼ und 1 Zoll engl. liegenden Nummern für die in Rede stehenden
Schneidbacken besonders empfehlen würden.
Hält man sich an die Form der Whitworth-Gewinde,
wie sie in der „Hütte“ u. a. O. verzeichnet ist, so dürfte sich
mit Rücksicht auf die vorher erläuterten Umstände und nach den gemachten Erfahrungen
als Regel zur Anfertigung der Schneidbacken Folgendes empfehlen: 1) die Dicke der
Schneidbacken soll so gewählt werden, daß dieselben acht bis neun Schraubengänge
enthalten, und 2) die Reibahle mit welcher das Gewinde auszureiben ist, soll so
geformt seyn, daß ihr Durchmesser für je 35 Millimet. Länge — in der
Achsenrichtung gemessen — nach der Spitze zu um 10 Millimet. abnimmt. Dieß
entspricht einem Winkel von ca. 16° an der
Spitze.
Tafeln