| Titel: | Sayn's Schmiedemaschine für Méhu's Oesenschnallen. |
| Fundstelle: | Band 215, Jahrgang 1875, S. 28 |
| Download: | XML |
Sayn's Schmiedemaschine für Méhu's Oesenschnallen.
Mit Abbildungen auf Tab.
I [a/4].
Sayn's Schmiedemaschine für Méhu's
Oesenschnallen.
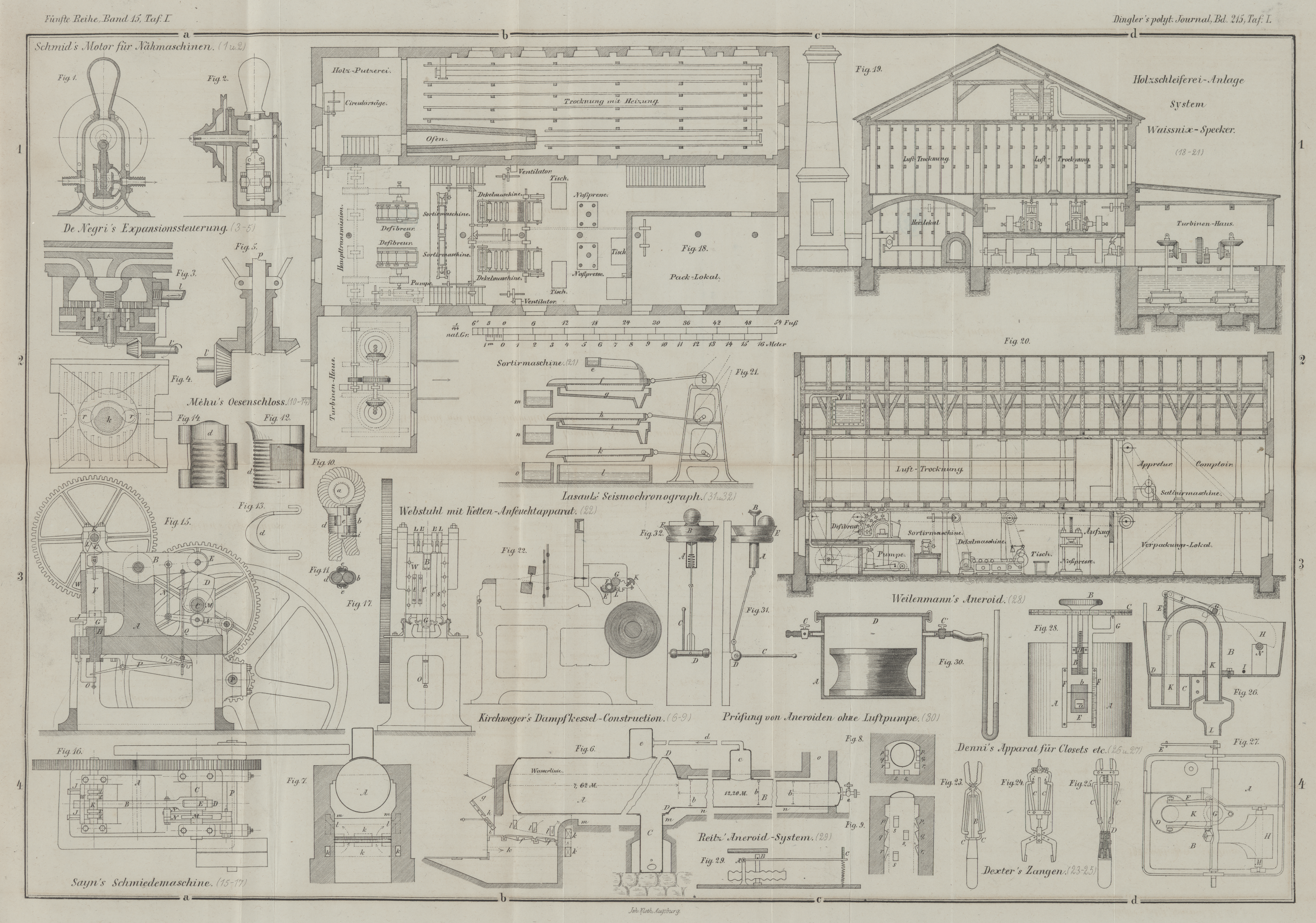
Zur fabrikmäßigen Herstellung der vorstehend beschriebenen Oesenschnallen hat Sayn die in Figur 15 bis 17 (nach der
Revue industrielle, October 1874 S. 340) skizzirte
Schmiede- richtiger Stanzmaschine construirt, um jede Schnalle in einer Hitze
zwischen den Gesenken auszuformen. Soweit die Maschine aus der unserer Quelle
beigegebenen ungenügenden Beschreibung sich verstehen läßt, ist deren Einrichtung
und Wirkungsweise folgende. Der Oberstempel ist hier aus fünf Theilen
zusammengesetzt; der mittlere treibt das Blech halbkreisförmig aus und gibt die
schraubengangförmigen Cannelirungen; die beiden äußeren Stempel rechts und links
bördeln den Blechrand um und halten denselben während der Druckgebung mit dem
Hauptstempel. Derselbe wird durch den auf der Welle C
sitzenden Kamm D unter Vermittelung des Balancier B und des Gleitstückes F
niedergeführt. Die äußeren Stempel S, S' links und
rechts erhalten ihre abwärts gehende Bewegung gesondert durch die Daumenpaare L, L' auf der Zwischenwelle K, deren Antrieb von der Schwungradwelle E
ohne weiteres aus den Abbildungen zu ersehen ist; gleiche Theile sind mit denselben
Buchstaben bezeichnet.
Der Aufgang des Oberstempels G erfolgt durch den Kamm M auf der Welle C, welcher
durch den Gabelhebel N und Zugstange auf den Balancier
einwirkt. Dabei werden die Seitenstempel S, S' durch
federnde Knaggen, welche nicht ersichtlich gemacht sind (und deren Anordnung auch
nicht näher erläutert werden kann), ebenfalls gelüftet, und die fertige Schnalle aus
dem Untergesenk H durch das am Balancier angehängte
Hebelwerk Q, P ausgestoßen.
Die Knaggenverbindung zwischen den Haupt- und den Seitenstempeln ist derart
beschaffen, daß letztere durch ihre Daumen unabhängig vom ersteren niedergestoßen
werden können; damit aber die Seitenstempel nicht vorzeitig niederfallen, wirken gegen dieselben
flache Bremsfedern t, t', welche in Schlitzen der
Deckplatte W angebracht sind, wie dies in der
Vorderansicht Fig.
17 links zu sehen ist.
Das entsprechend zugeschnittene und erhitzte Blechstück wird vom Arbeiter auf die
Zuführschienen J, J gelegt und auf das Untergesenk H geschoben. Zunächst treten die beiden Stempel S', S' herab und biegen den Blechrand links und rechts
um und klemmen denselben fest, worauf der Hauptstempel G
niederschlägt, das Blech austreibt und für kurze Zeit (siehe Contur des Daumens D) in der tiefsten Lage verharrt. Zuletzt kommen die
Stempel S, S und bördeln die Ränder vollkommen um.
Mit dem Aufsteigen des Hauptstempels gehen auch die übrigen Stempel in die Höhe, die
fertige Schnalle wird ausgestoßen und ein frisches Blechstück auf das Untergesenk
gelegt.
Z.
Tafeln