| Titel: | Ueber Kämm-Maschinen, System Noble nach A. Lohren. |
| Fundstelle: | Band 216, Jahrgang 1875, Nr. , S. 410 |
| Download: | XML |
Ueber Kämm-Maschinen, System NobleKämm-Maschinen mit zwei tangirenden Kammringen, welche im Berührungspunkte
gespeist werden. nach A. Lohren.Mit Bewilligung aus dem kürzlich erschienenen Werke: Die Kämm-Maschinen für Wolle, Baumwolle, Flachs und
Seide, geordnet nach ihren
Systemen; von A. Lohren, Director der Berlin-Neuendorfer
Actien-Spinnerei. (Verlag der I. G. Cotta'schen Buchhandlung. Stuttgart 1875.)D. Red.
Mit Abbildungen auf Taf.
VII und IX.
Lohren, über Kämm-Maschinen, System Noble.
Die im Eingänge (a. a. O. S. 7) erwähnte Kämm-Maschine von Collier war die erste, in welcher das Kämmen mittels
zweier rotirenden Kammringe ausgeführt wurde, unterscheidet sich jedoch von den hier
näher zu betrachtenden Maschinen wesentlich dadurch, daß das Einschlagen der Fasern
nicht im Berührungspunkte beider Kammringe, sondern an beliebigen Punkten der
Peripherie erfolgt.
Betrachtet man die Wirkung zweier rotirenden Nadelringe aufeinander, so ist leicht zu
erkennen, daß es kein einfacheres Mittel gibt, eine Faser von beiden Enden zu
kämmen, als das Einschlagen derselben in zwei sich berührende Nadelkränze. Denn läßt
man beide Kränze nach derselben Richtung und mit derselben Peripheriegeschwindigkeit
rotiren, so wird ein Theil der Fasern von dem einen, der andere Theil von dem
zweiten Nadelkranz mitgenommen, wobei die hervorgezogenen Faserenden ausgekämmt und
die Kämmlinge von den Nadeln zurückgehalten werden. Wenn man nun die so gereinigten
vorhängenden Faserenden durch Abzugwalzen herausziehen läßt, so erhält man von jedem
Nadelkranz ein von beiden Enden gekämmtes Zugband.
Dieser einfache Grundgedanke ist zuerst von James Noble
klar erkannt und zur Construction einer Kämm-Maschine benützt worden, welche
im J. 1853 patentirt wurde.
Noble wählte mit Recht zwei Nadelkränze von wenig
verschiedenem Durchmesser, von welchen der kleinere den größeren von Innen berührt. Denn da es mit technischen Mitteln nicht
möglich ist, Fasern auf den Raum weniger Punkte oder einer sehr kurzen Linie
einzuschlagen, vielmehr eine größere Strecke berührender Ringpunkte erforderlich
ist, wenn das Einschlagen in beide Nadelkränze recht exact vor sich gehen und nicht
ein Theil der Fasern in den Zwischenraum eingeschlagen werden soll, nachdem beide
Ringe sich schon getrennt haben, so mußte die Anordnung zweier von Außen sich berührenden Kreisringe, deren Punkte sich sehr
schnell von einander trennen, den viel weiter und inniger sich berührenden, einander
umschließenden Ringen weichen. Dennoch gibt es auch Projecte mit zwei von Außen tangirenden
Kammringen, die aber bis heut keine Anwendung in der Praxis gefunden haben und hier
nicht weiter erwähnt werden sollen.
Die Noble'schen Grundmechanismen empfingen ihre Bedeutung
für die mechanische Kämmerei vorzüglich erst durch Erfindung des eigenthümlichen
Speiseapparates von Tavernier, Donisthorpe und Crofts vom J. 1856, sowie durch
die excellente Ausführung seitens der Maschinenbau-Anstalt von Taylor, Wordsworth und Comp. in Leeds. In dieser Form ist dieselbe auch dem
größeren Publicum auf den Industrie-Ausstellungen bekannt geworden; doch ist
sie unseres Wissens in den technischen Zeitschriften bis jetzt nicht ausführlich
beschrieben. (Dasselbe gilt bekanntlich von den meisten Kämm-Maschinen, weil
die Fabrikanten und Patentinhaber nur mit Widerstreben eine genaue Besichtigung
gestatten und gegen jede Art von Veröffentlichung sehr auf der Hut sind.)
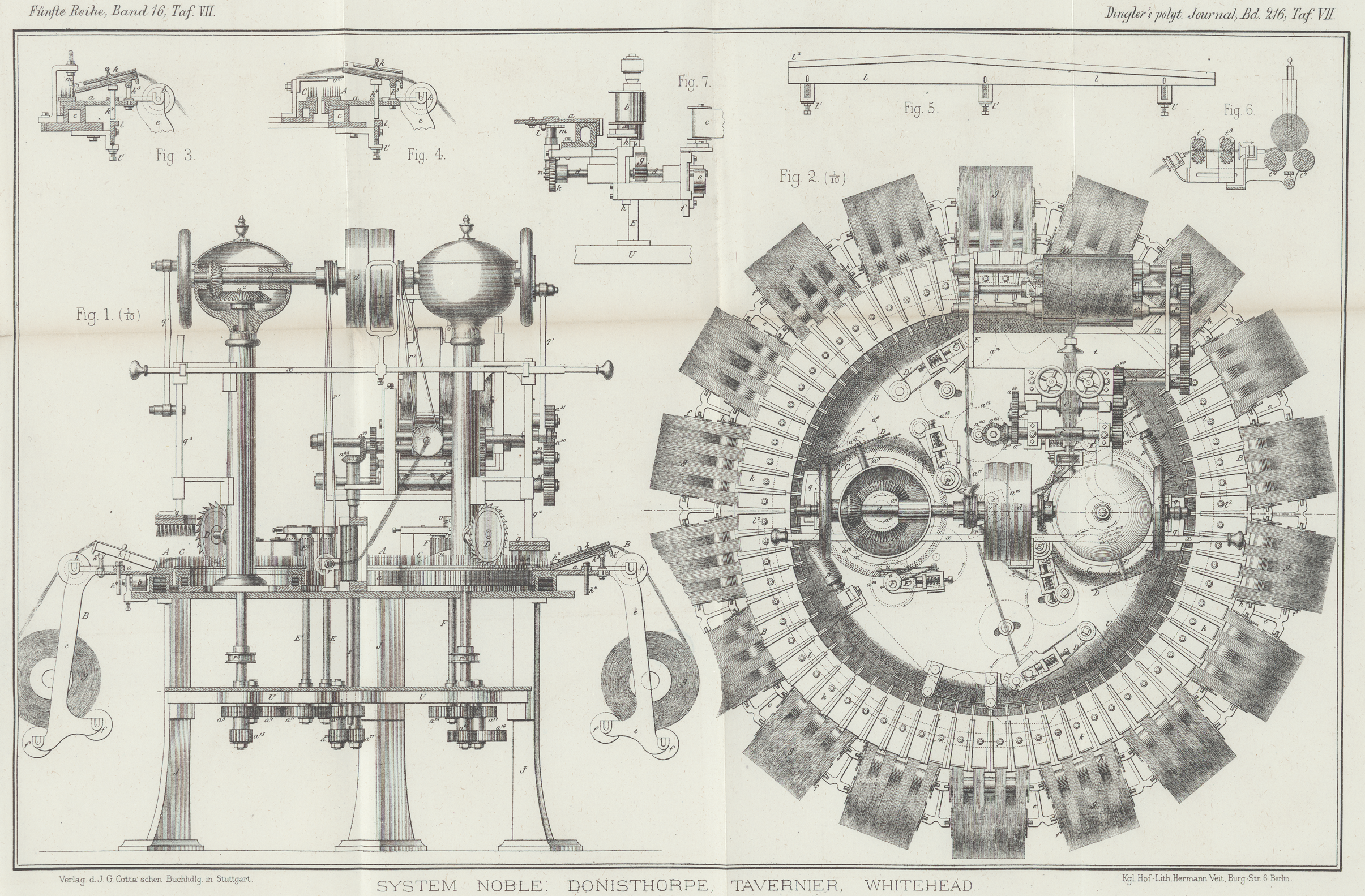
In Figur 1 und
2
Taf. VII ist die Noble-Tavernier'sche Construction in 1/10 natürlicher Größe durch
Oberansicht und Durchschnitt vollkommen abgebildet. Fig. 3 bis 6 stellen einzelne
arbeitende Theile besonders dar. Die Zeichnungen repräsentiren die übliche
Construction mit zweifacher Anordnung der inneren Kammringe, wodurch eine doppelte
Leistungsfähigkeit erzielt wird.
Bei Beschreibung der Maschinen dieses Systems bezeichnen wir die Hauptorgane wiederum
mit denselben Buchstaben, welche für das System Cartwright (a. a. O. S. 9 usf.) benützt worden sind, d. i.:
den rotirenden äußeren Kammring mit A,
den Speiseapparat mit B,
den rotirenden inneren Arbeitskammring mit C,
den Streicher mit D,
den Abzugapparat für den Zug mit E,
die Abzugwalzen für die Kämmlinge mit F.
Der Kammring A. ist fest verbunden mit dem großen
gußeisernen Zahnkranz a; letzterer ruht mit gehobelter
Fläche auf den Laufrollen b,b des Hohlkranzes c, welcher auf den
Maschinenständern J,J
festgeschraubt ist und durch Dampf erwärmt wird.
Die Bewegung des Zahnkranzes a erfolgt von der
Riemenscheibenwelle d aus durch Vermittelung der Räder
a1 bis a7, von denen das
letztere mit dem inneren Zahnkranz in Eingriff steht.
Der Speiseapparat B besteht aus 18 Hängearmen e,e, welche an dem Zahnkranz
a angeschraubt sind und also an der Rotation
desselben theilnehmen. Die Hängearme tragen 18 Paar Rollen f,f, welche zur Aufnahme der Wickel g dienen. Jeder Wickel besteht aus vier neben einander
liegenden, spiralförmig gewundenen Bändern, welche über die Führungswalzen h zu den schwingenden Einschlagbüchsen k und zum Nadelkranz A
geleitet werden. Sämmtliche 72 Bänder bilden im Nadelkranz einen vollständig
geschlossenen Kreis von Faserbärten.
Die Art und Weise, wie diese Bandenden continuirlich hervorgezogen und in die
tangirenden Kammringe eingeschlagen werden, bildet den Hauptgegenstand der Erfindung
von Tavernier, Donisthorpe und
Crofts. Jede der Einschlagbüchsen k besteht aus einem länglichen Canal k1, welcher durch
einen Deckel k2
geschlossen wird, und schwingt um einen Zapfen k3, dessen Ständer fest auf dem Zahnkranz a sitzt.
Die auf- und niedergehende Bewegung dieser Büchsen wird in folgender Art
hervorgebracht. Unter jeder Büchse ist in der Zahnkranzplatte ein loser Bolzen k4 angebracht, welcher
bei jeder Umdrehung des Zahnkranzes über die Formschienen 1 (Fig. 2 bis 5) gleitet. Diese
Formschiene ist mit dem Maschinengerüst verbunden und kann vermittels der
Stellschrauben l1
höher und tiefer gestellt werden. Sobald die Stifte k4 bei ihrem Rundgange die Formschiene erreichen,
werden dieselben gehoben, gegen die Einschlagbüchsen, k,k gedrückt und drehen letztere um ihre
Zapfen k3; sobald sie
den Endpunkt der Schiene bei l2 verlassen, fällt der Stift und der darauf
lagernde Einschlagkasten nieder.
Das Hervorziehen eines frischen Faserbartes erfolgt nun beim Hochgehen der Büchse k dadurch, daß das eingeschlagene Ende des Faserbartes
α durch ein Pressionssegment m (Fig. 2 und 3) im Kammring A. festgehalten und also das Band selbst um die Höhe der
senkrechten Erhebung des Büchsenmaules von dem Wickel vorgezogen wird. Sobald das
frische Bandende vorgezogen und das Ende der Pressionsschiene m erreicht ist, werden die Bandenden durch schräge Messer n,n (wie beim Ausstoßen der
Kämmlinge) aus den Zähnen des Kammringes hochgehoben, über die polirte Blechplatte
o (Fig. 4) weitergeführt und
dabei gerade gestreckt. Dieses Geradestrecken der von der Schiene m etwas geknickten Fasern glaubte man anfänglich durch
besondere Walzen p befördern zu müssen; die Erfahrung
zeigte jedoch, daß diese Walzen entbehrlich sind, und daß namentlich Woll-
und Baumwollbänder vermöge ihrer natürlichen Elasticität ihre gestreckte Lage wieder
annehmen. Es ist Sache des die Maschine bedienenden Personals, zufällige
Verschiebungen der Bänder mit der Hand wieder in Ordnung zu bringen. Erst in neuerer
Zeit schenkt man jedoch diesem Geradestrecken vermehrte Aufmerksamkeit und wendet
für längere oder sehr feine Fasern besondere Mechanismen an, um die Arbeit des bedienenden Mädchens zu
vereinfachen.
Die polirten Blechplatten o bedecken beide Kammringe A und C bis in die Nähe
ihres Berührungspunktes. Sobald das hervorgezogene Bandende bis zu diesem Punkte
angelangt ist, erreicht der Stift k4 das Ende l2 der Formschiene; das hochgehobene Ende der
Einschlagbüchse fällt nieder und legt den Faserbart über die Nadelreihen beider
tangirenden Kämme. Durch die schnell auf- und niedersteigende Bürste q werden die Fasern an dieser Stelle tief in die Nadeln
eingeschlagen.
Das Auskämmen beginnt nun sofort bei der Trennung beider Nadelringe. Ein Theil der
eingeschlagenen Fasern wird vom kleinen Kammring C
festgehalten und aus den Nadeln des großen Kammringes A.
herausgezogen; ein anderer Theil bleibt im großen Kammring mit den Speisebändern
vereinigt und bildet einen aus diesem Kammring A
hervorhängenden reingekämmten Faserbart.
Die Construction des inneren Kammringes C ist aus Figur 1 und
2 ohne
nähere Beschreibung klar erkenntlich. Der Zahnkranz ist hier auf der äußeren
Stirnfläche angebracht und wird von der Welle des Triebrädchens a7 durch Vermittelung
der Räder a8, a9 und a10 betrieben.
E,E sind die Ausziehwalzen
für den großen, E1,E1 die für den kleinen
Kammring. Die von beiden Enden α und γ reingekämmten Faserbänder sämmtlicher
Walzenpaare werden durch die Trichter r,r zu den stehenden Ableitungscylindern s,s1 geführt und in ein Band vereinigt dem
Wickelapparat t zugeführt. Letzterer besteht aus den
Einziehwalzen t1, der
Kammwalze t2, den
Streckwalzen t3 und
den Wickelwalzen t4.
In der Regel bleibt die Kammwalze ganz fort, und der Wickelapparat hat dann den
Querschnitt Fig.
6
Taf. VII.
Das schnell rotirende Strahlenrädchen D, zwischen den
beiden Kammringen A und C,
befördert die Trennung der Fasern und hat zudem für den kleinen Kammring die
Function des Streichapparates zu erfüllen, während die Faserspitzen des großen
Kammringes durch das Spannrollenleder D1 den Cylindern E,E zugestrichen werden.
Das Ausstoßen der Kämmlinge aus den kleinen Kammringen erfolgt in der gewöhnlichen
Weise mittels schräger Messer u, welche zwischen den
Nadelreihen eingelegt sind, von der Nuthenscheibe v
gehoben und gesenkt werden und die Kämmlinge an die Cylinder F,F abgeben, von wo sie in ein untergestelltes
Behältniß fallen.
Die Constructions- und Bewegungsverhältnisse anlangend, sei es gestattet,
einige Angaben über diejenige Ausführung zu geben, welche die gebräuchlichste ist,
nämlich über Noble's Kämm-Maschine für mittellange
Fasern, also Fasern
von 40 bis 150mm Länge. Es gehört hierzu die bei
Weitem größte Classe der Kammwollen, welche zur Verarbeitung kommen, z. B. South
Downs, Cheviots, persische, ostindische, afrikanische, sowie die mittelfeinen Wollen
Spaniens, Frankreichs, Deutschlands, Oesterreichs und Australiens. Für alle diese
Wollen wählt man diejenige Maschine, deren großer Kammring 1m,090 inneren Durchmesser hat, während die
kleineren 0m,400 äußeren Durchmesser erhalten.
Was die Construction der Nadelkränze betrifft, so hat sich die folgende beim Kämmen
von A und B Qualitäten bewährt.
Der große Nadelkranz erhält 12 Reihen:
Nadeln pro 1cm
Länge
1.
Reihe, flache Nadeln Nr. 24/15
11
38mm
2.
Reihe, runde Nadeln Nr. 23
11
38
3.
Reihe, runde Nadeln Nr. 22
10
41
4.
Reihe, runde Nadeln Nr. 22
10
38
5.
Reihe, runde Nadeln Nr. 21
9
35
6.
Reihe, runde Nadeln Nr. 21
9
38
7.
Reihe, runde Nadeln Nr. 19
8
41
8.,
9., 10. Reihe Nadeln Nr. 19
8
38
11.,
12. Reihe Nadeln Nr. 18
7
38
Hierzu für den kleinen Nadelkranz 8 Reihen Nadeln, und zwar:
Nadeln pro 1cm
Länge
1.
Reihe, flache
Nadeln Nr. 24/15
11
38mm
2.
Reihe, runde
Nadeln Nr. 23
11
41
3.
Reihe, runde
Nadeln Nr. 22
10
38
4.
Reihe, runde
Nadeln Nr. 22
10
35
5.,
6. Reihe
Nadeln Nr. 20
9
38
7.,
8. Reihe
Nadeln Nr. 19
8
38
Will man feine AA und AAA Wollen auf den Noble'schen Maschinen befriedigend reinkämmen, so ist
eine wesentlich feinere Nadelstellung nothwendig, z. B.:
Für den großen Nadelkranz:
Nadeln pro 1cm
Länge
1. Reihe, flache Nadeln Nr. 26/16
14
38mm
2. Reihe, runde Nadeln Nr. 25
14
41
3. Reihe, runde Nadeln Nr. 24
13
38
4. Reihe, runde Nadeln Nr. 24
12
35
5. Reihe, runde Nadeln Nr. 24
12
38
6. Reihe, runde Nadeln Nr. 22
10
41
7. Reihe, runde Nadeln Nr. 22
10
38
8. Reihe, runde Nadeln Nr. 20
9
35
9., 10., 11., 12. Reihe Nr. 18
7
38
Für den kleinen Nadelkranz:
Nadeln pro 1cm
Länge
1. Reihe, flache
Nadeln Nr. 26/16
14,5
38mm
2. Reihe, runde
Nadeln Nr. 25
14
41
3. Reihe, runde
Nadeln Nr. 24
13
38
4. Reihe, runde
Nadeln Nr. 24
13
35
5. Reihe, runde
Nadeln Nr. 22
11
38
6. Reihe, runde
Nadeln Nr. 20
9
38
7., 8. Reihe
Nadeln Nr. 18
7
38
Beim Kämmen der groben Wollen wählt man die Nadelstellung 4 bis 6 Nummern tiefer, als
oben für A und B Wollen angegeben ist. Bei
der verschiedenen Länge der Nadelreihen setzen die Wollfasern der Bürste beim
Einschlagen einen geringeren Widerstand entgegen, als dies bei den, eine Ebene
darstellenden, gleichlangen Nadelspitzen der Fall ist. Dadurch wird der Verbrauch an
Bürsten wesentlich geringer.
Eine zweckmäßige Geschwindigkeit für den großen Kammring ist 2 Umgänge pro Minute,
was einer Peripheriegeschwindigkeit von 6m,840
entspricht. Die inneren Kammringe müssen genau dieselbe Peripheriegeschwindigkeit im
Berührungskreise erhalten.
Die Abzugwalzen E,E und E1,E1 haben 44mm Durchmesser, 12 Riffeln auf ihrem Umfange und
rotiren 120mal in der Minute. Zum Betriebe dieser Walzen dienen die Räder a3,a4 und a11 bis a14.
Die Kämmlingwalzen haben dieselbe Stärke und Riffelung. Sie machen 50 Umgänge und
werden von den Rädern a15 bis a18
betrieben. Zur Bewegung der Ableitungswalzen s,s1 dienen die Räder
a11 bis a19, während der
Wickelapparat seine Bewegung von der Welle des Rades a12 empfängt, und zwar durch
Vermittelung der Räder a20 bis a23.
Das Rad a23 sitzt auf
der Welle t1, von
welcher einerseits die Kammwalze t2 mittels der Räder a24 bis a26 betrieben wird, andererseits die Streckwalze
t3 und die
Wickelwalze t4 durch
die Räder a27 bis a34. Die Schnecke t5, welche den
Hin- und Hergang des Wickels bewirkt, wird von der ersten Wickelwalze t4 durch die
Stirnräder a32, a33 und a35 in Umdrehung
versetzt.
Zur Rotation der verschiedenen Trichter endlich dienen die Riemen r1, r2, r3, während die Bürste
q direct von der Riemenscheibenwelle d durch eine Kurbelstange q1 mit Geradführung q2 bewegt wird. Sie
macht 450 Schläge pro Minute, während die Trichter 800 bis 900mal und das
Streichrädchen D 150mal umlaufen, x ist die Ausrückstange der Maschine.
In folgender Tabelle sind die Dimensionen und die Geschwindigkeitsverhältnisse der
wichtigsten arbeitenden Theile übersichtlich nebeneinander gestellt.
Maschinentheile.
Durchmesser.
Abwickelung in der Minute.
m
m
Großer Nadelkranz
1,090
6,835
Kleiner Nadelkranz
0,400
6,835
Streichrädchen
0,220
103,620
Abzugwalzen
0,044
16,570
Ableitungswalzen
0,044
16,612
Wickelwalzen
0,100
18,840
Kämmlingwalzen
0,044
6,908
Resultate der Noble'schen
Kämm-Maschine.
Alle Noble'schen Kämm-Maschinen, welche bis in
jüngster Zeit gebaut worden sind, haben mit geringen Abänderungen die oben
beschriebene Form. Ihre Leistungsfähigkeit ist namentlich für gröbere und
mittelfeine Wollen eine außerordentlich große. In einer der bedeutendsten Kämmereien
Frankreichs wurden bei zehnstündiger Arbeitszeit folgende Resultate erzielt:
gute australische
Wolle
80–100k
afrikanischepersische
Wolle
120–180
italienische
Wolle
75–100
französische
Wolle
100–150
Montevideo
Wolle
50– 80
Hierbei ist jedoch zu bemerken, daß solche Resultate nur bei einer großen
Geschwindigkeit (von 2¾ bis 3 Umläufen) des Kammringes A erreicht werden können, und daß hierbei ein ganz außerordentlicher
Verbrauch an arbeitenden Theilen, namentlich an Nadelkränzen, Leder und Bürsten
entsteht. Auch ist es fast unmöglich, bei solcher Ueberanstrengung ein gutes Product
zu erzielen. Der Zug wird nicht ordentlich rein von Knötchen und Kletten, wenn
solche in der Wolle vorhanden sind; bei sehr unreinen und stark mit Ringelkletten
beladenen Wollen, wie Buenos-Ayres, Sidney scoured oder gewaschene
Odessa-Wollen ist deshalb die tägliche Production an gutem Zug nur 40 bis
50k. Und nur bei reinen kräftigen A Wollen, wie
Mecklenburger, Neu-Seeland und ähnlichen Sorten, steigt dieselbe bis über
75k in zehn Stunden bei mittlerer
Geschwindigkeit.
Aus eigener Erfahrung mögen noch folgende Resultate über das Rendement der Noble'schen Maschine hier Platz finden. Sie sind als Durchschnittswerthe
einer großen Anzahl von Kämmereipartien anzusehen, und zwar von gutsortirten A und AA Qualitäten aus besten
Wollen.
Port Philip Vließ
53,5
Zug
12,5
Kämmling
34
Verlust
Sidney Vließ
51
Zug
14,5
Kämmling
34,5
Verlust
Neu-Seeland Vließ
54
Zug
13
Kämmling
33
Verlust
Port Philip scoured
65
Zug
18
Kämmling
17
Verlust
Neu-Seeland scoured
62
Zug
20
Kämmling
18
Verlust
Port Philip im Schweiß
32
Zug
8,5
Kämmling
59,5
Verlust
Neu-Seeland im Schweiß
31
Zug
7,5
Kämmling
61,5
Verlust
Adelaide im Schweiß
28
Zug
7
Kämmling
65
Verlust
Montevideo im Schweiß
30
Zug
11
Kämmling
59
Verlust
Buenos-Ayres im Schweiß
24
Zug
7
Kämmling
69
Verlust
Buenos-Ayres schwerer im Schweiß
20
Zug
8
Kämmling
72
Verlust
Pommersche im Schweiß
18
Zug
6,5
Kämmling
75,5
Verlust
Mecklenburger Vließ prima
51
Zug
11,5
Kämmling
37,5
Verlust
Vorpommern Vließ prima
50
Zug
11
Kämmling
39
Verlust
Hinterpommern Vließ
44
Zug
12
Kämmling
44
Verlust
Landwolle Vließ
51,5
Zug
11
Kämmling
37,5
Verlust
Russische Vließ
37,5
Zug
9,5
Kämmling
53
Verlust
(Schluß folgt.)