| Titel: | Notizen von der Weltausstellung in Philadelphia 1876; von Ingenieur Müller-Melchiors. |
| Fundstelle: | Band 222, Jahrgang 1876, S. 97 |
| Download: | XML |
Notizen von der Weltausstellung in Philadelphia
1876; von Ingenieur Müller-Melchiors.
Mit Abbildungen auf Tafel
III.
(Fortsetzung von S. 405 des vorhergehenden
Bandes.)
Müller-Melchiors, Notizen von der Weltausstellung in
Philadelphia 1876.
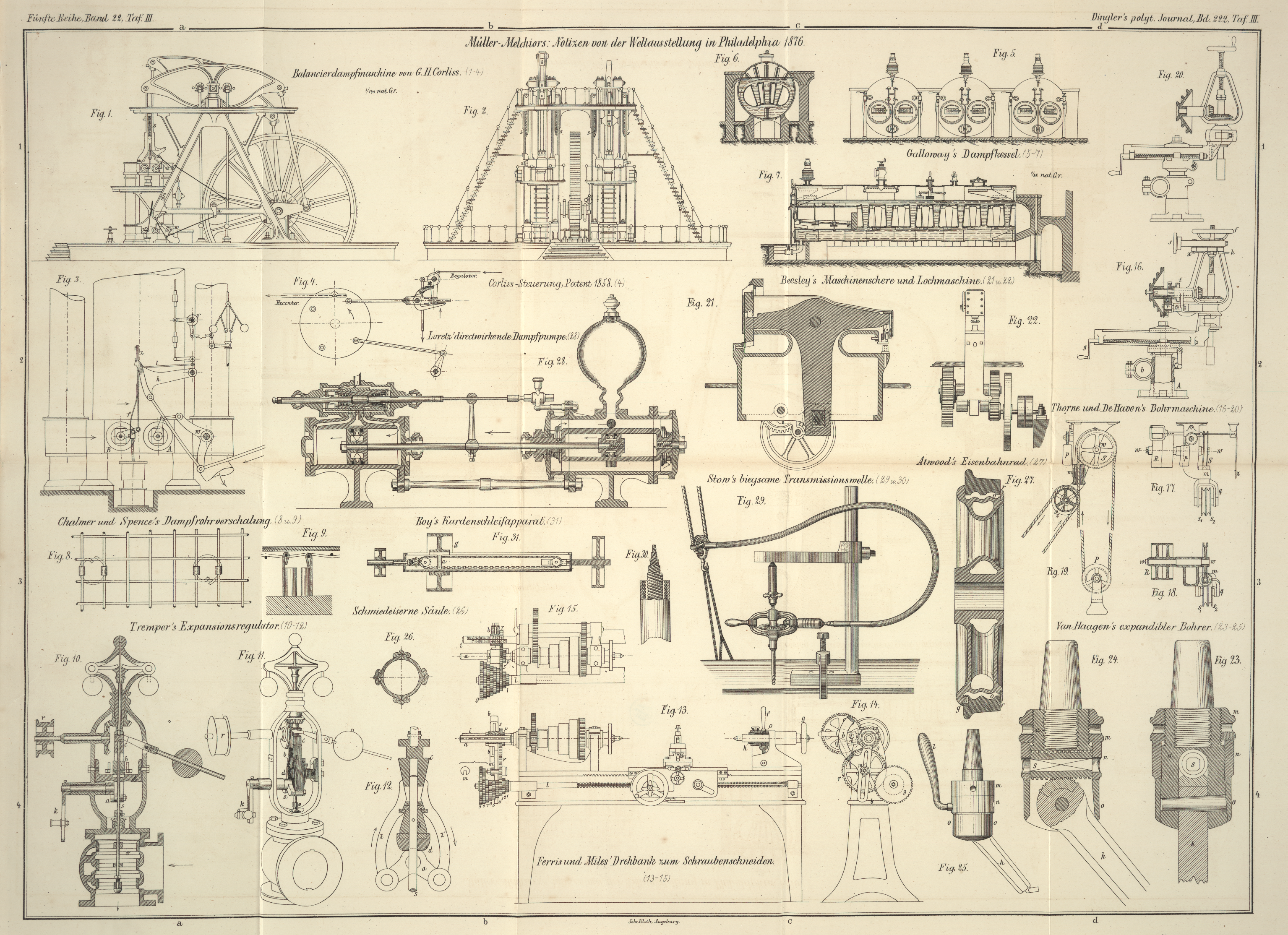
29. Balancierdampfmaschine von G. H.
Corliß in Providence. (Fig. 1–4 [a.b/1].)
Der Antrieb sämmtlicher in der Maschinenhalle thätigen Arbeitsmaschinen erfolgt von
einer gemeinschaftlichen Kraftquelle aus, welche, gleichzeitig hervorragendstes
Ausstellungsobject der amerikanischen Weltausstellung, in monumentaler Anordnung
inmitten der Maschinenhalle sich erhebt.
Es war ein würdiger Gedanke – zu dem man allerdings nicht ohne einige Umwege
gelangt ist – die Ausführung dieses Monumentalbaues dem bedeutendsten
Vertreter der amerikanischen Maschinentechnik, G. H. Corliß in Providence, zu übertragen, einem Mann, welcher den
amerikanischen Namen auch auf diesem Gebiete in allen Welten berühmt gemacht hat,
und der neben dem Engländer Woolf als erster Förderer der
Dampfmaschine seit den Zeiten Watt's genannt werden muß.
Die Ausführung des Werkes entsprach dem Namen des damit Betrauten; die auf 1400e berechnete Maschine ist ihrer ganzen
Anordnung nach grandios gedacht und in wunderbarer Vollendung hergestellt, das
Verhältniß jedes einzelnen Bestandtheiles so glücklich gewählt, daß dem Beschauer
kaum eine Ahnung der kolossalen Dimensionen aufdämmert, und er sich erst mühsam
überreden muß, daß er eine Maschine von mehr als 12m Höhe und 600t Gesammtgewicht vor sich sieht. In
ästhetischer Beziehung macht der gespreizte und leichte Aufbau der Maschine
allerdings keinen günstigen Eindruck, und es ist auch kaum denkbar, wie sich dieser
bei der nothwendig bedingten verticalen Disposition ohne unmäßigen und unnöthigen
Materialaufwand erzielen lassen sollte; doch auch hier ist, mit Rücksicht auf die anerkannte
amerikanische Geschmacklosigkeit, alles Erreichbare geleistet; speciell scheinen die
sehr treffend als schmetterlingförmigWochenschrift des österreichischen Ingenieur- und Architektenvereins,
1876 S. 206. bezeichneten Balanciers, welche entschieden unconstructiv, aber gefällig aus
Gußeisen (8m,230 lang, 2m,745 hoch) hergestellt sind, eine
Concession aus Schönheitsrücksichten zu sein. Ebenso trägt der erhöhte
Aufstellungsplatz (auf einem runden Sockel von 16m,800 Durchmesser und 1m,070 Höhe
über dem Fußboden), sowie endlich die geschmackvolle Adjustirung zur Verbesserung
des Gesammteindruckes bei. Ständer, Schwungrad und Balanciers sind mit einem
neutralen, grauvioletten Anstriche versehen, die Cylinder und Dampfrohre blank
verschalt, ebenso die Grundplatte, die Kanten der Ständer und Balanciers, sowie alle
Bewegungstheile unübertrefflich schön polirt, so daß entschieden anerkannt werden
muß, daß mit Rücksicht auf die gegebenen Verhältnisse das Höchste geleistet
wurde.
Das hier Gesagte möge durch die Skizzen Fig. 1 und 2, soweit dies in dem uns
gebotenen kleinen Maßstabe (reducirt auf 1/144 natürlicher Größe) möglich ist, seine
Bestätigung finden. Aus Figur 2 ist auch die
Disposition der geschmackvoll ausgeführten eisernen Stiegen ersichtlich, die sowohl
zu den Balancierlagern als zu den obern Steuerungstheilen und Cylinderstopfbüchsen
führen, in Figur
1 jedoch der Deutlichkeit halber weggelassen wurden. Die Maschine hat zwei
Hochdruckcylinder von 1m,016 Durchmesser
und 3m,048 Hub, gleicharmige, in einem
Stück gegossene Balanciers von den oben angeführten Dimensionen, schmiedeiserne
Schubstangen von 7m,300 Länge, Kurbeln aus
Metall mit 1m,524 Hub und ein Schwungrad
von 9m,144 Theilkreisdurchmesser, mit 216
Zähnen von 0m,610 Breite, dessen zwölf Arme
mit den betreffenden Zahnkreissegmenten in eine gemeinsame Nabe festgeschraubt sind.
Dieses verzahnte Schwungrad hat ein Gewicht von 50t,5 und greift mit 36 Umdrehungen pro
Minute in ein zweites, aus einem Stück gegossenes Stirnrad von 3m,048 Theilkreisdurchmesser, das eine quer
unter dem Fußboden des Mitteltractes durchgehende Welle antreibt. Schwungrad und
Kolben haben beide eiserne, selbstverständlich behobelte Zähne und bilden mit ihrem
geräuschlosen Eingriffe ein vielbewundertes Ausstellungsobject. Um die Disposition
des Antriebes vollständig klar zu machen, ist nur noch zu bemerken, daß von der
erwähnten unterirdischen Querwelle von 76m,8 Länge durch Kegelräder von 1m,830
Durchmesser vier Längswellen von je 33m,0
Länge angetrieben werden, welche unter dem Querschiffe der Maschinenhalle durchgehen
bis zu der Einmündung der
Längsflügel, wo der Uebergang auf die oberirdische Transmission mittels 0m,810 breiter (durch Spannrollen
angezogener) Riemen stattfindet. Auf diese Weise werden acht Transmissionsstränge
von je 200m Länge in den vier Hauptschiffen
der Maschinenhalle (Gesammtlänge des Gebäudes 427m,5) angetrieben, deren Bewegung jedenfalls einen vielfach größern
Kraftaufwand beansprucht, als dies von den wenigen, in Thätigkeit befindlichen
Arbeitsmaschinen geschieht.
Von der Maschine selbst ist betreffs der allgemeinen Disposition kaum etwas weiteres
hinzu zu fügen; bemerkenswerth ist noch, daß bei der hier gewählten Anordnung des
Ständers die Grundplatte thatsächlich von allen Spannungen entlastet ist, indem
sowohl die Cylinder als auch die Schwungradlager direct mit dem Lagergerüste der
Balanciers verbunden sind. Von Details, deren Kenntnißnahme in einer speciell für
Amerika auffälligen Weise erschwert wurde, ist zunächst die Einrichtung zu erwähnen,
um mittels der in Fig. 1 und 2 ersichtlichen
Bewegungsschrauben s die Cylinderdeckel abheben zu
können. Die Steuerung endlich, welche man besonders bei einer Corlißmaschine als
wichtigsten Punkt zu betrachten gewöhnt ist, erscheint in Figur 3 nach einer
Handskizze für das untere Cylinderende dargestellt.
Die Bewegung des Austrittschiebers A, welcher in der
gewöhnlichen Art der Corlißhähne construirt ist, erfolgt direct von dem einen Arm
eines Winkelhebels w aus, dessen anderes Ende in der aus
Figur 1
ersichtlichen Weise mit einem central angeordneten Hebel a in Verbindung steht, der von einem Excenter auf der Schwungradwelle in
oscillirende Bewegung versetzt wird. Von demselben Arme des Winkelhebels w aus führt eine Zugstange zu dem Hebel h (Fig. 3), welcher den Anhub
des Eintrittschiebers B dadurch besorgt, daß er in einem
Ausschnitte den vorstehenden Zahn z der zum Hebel des
Eintrittschiebers führenden Zugstange erfaßt und dieselbe bei seinem Aufwärtsgange
mitnimmt. Dies geschieht unter dem Einflusse der Feder f, welche die Zugstange gegen den Hebel drückt und den Zahn im Eingriffe
erhält so lange, als derselbe nicht durch den Einfluß des Regulators von der
Mitnehmerkante des Hebels h abgedrängt wird. Letzteres
geschieht aber dadurch, daß der im Hebel h geführte
Finger l, welcher sich um einen Punkt oberhalb der
Hebelachse dreht, beim Aufgange des Hebels allmälig über die Mitnehmerkante
hervortritt – und zwar um so früher, je mehr sein eigener Drehungspunkt nach
links über den Drehungspunkt des Hebels h hinaus
verschoben wird. Diese Bewegung erfolgt in der aus Figur 3 ersichtlichen
Weise für beide Cylinder von einer durchgehenden Welle r
aus, welche mit dem innerhalb der Ständer angeordneten Regulator in Verbindung steht. Sobald der
Zahn z außer Eingriff mit dem Hebel h gebracht ist, wird der Schieberhebel mittels einer
zweiten Zugstange, welche mit Feder und Luftbuffer in Verbindung steht, nach abwärts
gezogen und der Dampfeintritt geschlossen, während der Hebel h seinen Weg nach aufwärts fortsetzt; dabei gleitet der Zahn z fortwährend zwischen den vorstehenden Wangen des
Hebels h, bis er endlich nach erfolgtem Rückgange des
letztern in dessen tiefster Stellung wieder in die Mitnehmerkante einklinkt, während
der Finger l hier vollständig zurückgetreten ist. Das Spiel der Steuerung ist sonach
wohl verständlich und keiner weitern Erläuterung bedürftig; ebenso ist einleuchtend,
daß hier, beim gemeinschaftlichen Antriebe von Ein- und Austrittschiebern,
die Maximalgrenze der Füllungsregulirung zwischen 30 und 40 Proc. liegt, indem
oberhalb dieser Grenze, beim Rückgange des Hebels h,
überhaupt keine Auslösung mehr erfolgen kann (vgl. 1874 214 345).
Im Vergleiche zu den älteren Corlißsteuerungen hat somit diese neueste Construction
keinen einzigen Vortheil aufzuweisen, und steht sogar durch die unschöne und
weitläufige Disposition, die für etwas schnellern Gang ganz ungeeignet sein dürfte,
entschieden zurück hinter ihren Vorgängern.
Zum Betriebe der großen Balanciermaschine sind in einem geschmackvollen Kesselhause
hinter der Maschinenhalle 20 sogen. Corliß-Kessel aufgestellt, verticale
Stahlkessel mit Field'schen Röhren von angeblich je 70e, die durch eine 0m,457 weite unterirdische Rohrleitung mit
der Maschine in Verbindung stehen.
Sowohl Maschine als Kessel sind von der Corliß-Company in Providence im Staate Rhode Island auf feste
Bestellung der Ausstellungscommission geliefert worden, so daß das Verdienst der
Vorführung dieses Riesenwerkes der letztgenannten Körperschaft zuerkannt werden
muß.
Dagegen ist von G. H. Corliß selbst ausgestellt eine
interessante Kegelräderhobelmaschine, ferner eine schöne liegende Dampfmaschine, die
im J. 1860 gebaut ist, angeblich ohne irgend welche Veränderung nach 16 jährigem
Gebrauche zur Ausstellung gebracht wurde und damit allerdings einen schlagenden
Beweis für die Trefflichkeit der Ausführung und die Bewährung des
Steuerungsmechanismus liefern würde. Letzterer zeigte sich zu unserer Ueberraschung
als die bekannte und jetzt vielfach angewendete Corlißsteuerung mit Blattfedern
(vgl. * 1874 214 272), welche in Europa zum erstenmale
durch die in Paris ausgestellte Corlißmaschine bekannt wurde, und daher den Namen
„Corlißsteuerung von 1867“ erhielt, obwohl sie bei der
erwähnten Maschine schon 1860 ausgeführt war.
Endlich hat Corliß noch ein sehr nettes Modell der 1858
patentirten Corlißsteuerung ausgestellt – vielleicht in der Absicht, sich die Priorität
einer Construction zu wahren, welche mehrfach bei andern Ausstellungsmaschinen in
Anwendung war, und der auch die von Douglas und Grant patentirte Steuerung (* 1871 199 161) verwandt zu sein scheint. Dieselbe ist in Figur 4 dargestellt und
bedarf nur weniger Worte zur Erläuterung. Die zur Steuerscheibe führende Zugstange
ist im Hebel des Eintrittschiebers geführt, welcher durch die Einwirkung einer Feder
stets nach rechts geschoben und von der Zugstange nur dann nach links mitgenommen
wird, wenn die darauf frei bewegliche Klaue hinter der Kante des Hebels eingreift.
Hierzu hat dieselbe die Tendenz durch eine kleine Blattfeder, welche den
Mitnehmerzahn nach aufwärts drückt; gleichzeitig hat jedoch die Mitnehmerklaue einen
nach aufwärts gerichteten Bügel, welcher die Auslösung bewirkt, sobald er durch
einen dazu bestimmten Anschlag nach abwärts gedrückt wird. Dieser Anschlag befindet
sich in der Nabe eines auf der Schieberspindel frei beweglichen Hebels, welcher
durch den Regulator entsprechend verstellt wird, um beim Linksgange der Zugstange
früher oder später den Eintrittschieber auszulösen. Beim Rückgange der Zugstange
nähert sich dann die Klaue dem Schieberhebel aufs neue, bis die mit Leder armirte
Stange auf der linken Seite des Hebels anstößt, der Mitnehmerzahn hinter der rechten
Seite einfällt und bei dem nun folgenden Linksgange den Schieber neuerdings
mitnimmt.
Wenn auch kaum anzunehmen ist, daß diese Construction noch vielfach angewendet werden
dürfte, so besitzt sie doch genug historisches Interesse in der
Entwicklungsgeschichte einer so wichtigen Erfindung, wie es die Corlißsteuerung ist,
daß ihre Erwähnung gerechtfertigt erscheint. Aus demselben Grunde mag es noch
gestattet sein, einer interessanten Relique zu gedenken.
Es ist dies in der vom Patentamte zu Washington ausgestellten Modellcollection das
kleine, unscheinbare Holzmodell der ältesten Corlißsteuerung, das zum erstenmale den
Gedanken des Auslösemechanismus, wenn auch in primitiver Form, verkörpert enthält,
während als Dampfvertheilungsorgan noch Flachschieber angedeutet sind. Das Modell
stellt gleichfalls, wie der große Ausstellungsmotor, eine Balanciermaschine dar und
trägt die Aufschrift:
Nr. 49. G. H.
Corliss. Providence.
Improved cut off and working the valves of
steam engine.
Pat. March 10. 1849.
30. Dampfkessel von Galloway and Sons in
Manchester. (Fig. 5 bis 7 [c.d./1].)
Die von der berühmten Firma Galloway and Sons gelieferten, auf der Ausstellung befindlichen Kessel
sind gleichfalls, sowie die Corlißdampfmaschine und Kessel, auf Bestellung der
Ausstellungscommission nach Philadelphia gesendet worden und in einem eigenen
Kesselhause aufgestellt. Sie zeigen, sowohl in der hinter dem Roste stattfindenden
Vereinigung der beiden Heizrohre zu einem gemeinsamen ovalen Rauchrohre, dessen
Heizfläche mit eingesetzten conischen Rohrstutzen vergrößert und versteift ist, als
auch in der musterhaften Ausführung aller Details und speciell der Armaturen, die
bekannten Eigenthümlichkeiten der Fabrik deren Erzeugnisse allgemein als
mustergiltig angesehen werden.
Als interessante Neuerung stellt sich jedoch die Anordnung des Rauchrohres dar,
welches früher ellipsenförmig gebogen war, hier aber, wie aus Figur 6 ersichtlich, im
untern Theil nicht convex wie gewöhnlich, sondern concav und concentrisch mit der
Krümmung des Obertheiles eingebogen ist. Die Wasserrohre, welche demgemäß alle
vollkommen gleichmäßig sein können, sind radial nach unten convergirend eingenietet
und geben die erforderliche Versteifung. Auf diese Weise ist die Reinigung der
untern Kesselhälfte, die nun bequem schliefbar wird, wesentlich erleichtert, oder
eigentlich erst möglich gemacht, so daß sich diese neue Anordnung wohl rasch
einbürgern dürfte.
Die in Fig. 5
bis 7
dargestellten Kessel sind 8m,535 lang bei
2m,135 Durchmesser und enthalten 33
Gallowayrohre; sie sind aus Stahlblech von 10mm Stärke construirt, für 6at
Ueberdruck bestimmt und sollen je für 300e
(indicirt) Dampf liefern.
31. Dampfrohrverschalung von Chalmer und
Spence. (Fig. 8 und 9 [a/3].)
Sämmtliche Dampfrohre der Maschinenhalle sind mit einer eigenthümlichen Verschalung
versehen, die in Bezug auf leichte Herstellung und Reinlichkeit unübertrefflich ist
und allem Anscheine nach einen sehr wirksamen Schutz gegen Abkühlung bietet.
Dieselbe ist in Fig.
8 und 9 abgebildet und besteht aus einem grobmaschigen Drahtsiebe, welches in
einer bestimmten Entfernung von der zu verschalenden Oberfläche gehalten und, mit
einer filzartigen Masse überzogen, eine stagnirende Luftschichte als sichersten
Schutz gegen Wärmeleitung herstellt, während die Wärmestrahlung durch die Umhüllung aufgehoben wird.
Zum Zweck der Herstellung eines Zwischenraumes zwischen der erwärmten Oberfläche und dem Drahtgewebe
werden in dem letztern kurze Blechröhrchen – 20 bis 25mm lang in Zwischenräumen von 100 bis
150mm – in der aus den Figuren
ersichtlichen Weise befestigt, worauf das Ganze um das zu schützende Rohr gebogen,
mit Draht zusammengebunden und mit Filz oder Leinwand überzogen wird.
32. Tremper's Expansionsregulator.
(Fig. 10
bis 12. [a/4].)
Die hier zu beschreibende, in Fig. 10 bis 12
dargestellte Construction dient gleichzeitig als Steuerungsorgan wie als Regulator
und hat ihren hauptsächlichen Werth in der Anwendung für bestehende Maschinen, um
bei denselben die Vortheile variabler Expansion nutzbar zu machen. Zu diesem Zwecke
wird das in Figur
10 im Schnitt dargestellte Ventilgehäuse unmittelbar an den Schieberkasten
geschraubt; das darin befindliche Ventil v öffnet
gleichzeitig mit dem Vertheilungsschieber die Dampfcanäle, schließt dieselben aber
unabhängig vom letztern unter dem Einflusse des Regulators je nach der
Geschwindigkeit der Maschine. Die hiermit erzielbare Expansionswirkung wird
allerdings durch die Theilnahme des ganzen Schieberkastenvolums an derselben
wesentlich beeinträchtigt, und es ist daher selbstverständlich bei neu
auszuführenden Maschinen die Anwendung des Tremper'schen Expansionsregulators
absolut verwerflich, wenn auch die Fabrikanten desselben – Pusey, Jones und Comp. in
Wilmington, Delaware, Nordamerika – dessen Anwendung unter allen Umständen
wärmstens befürworten.
Zur Verbesserung älterer Maschinen empfiehlt sich die vorliegende Construction durch
ihre compacte Einfachheit und die bequeme Adaptirung zu jedem Maschinensysteme, da
zur Ingangsetzung nichts erforderlich ist, als der Antrieb der Scheibe r mittels eines Riemens und die Verbindung der Kurbel
k mit dem Excenter oder irgend einem andern
Bewegungstheile des Vertheilungsschiebers durch eine Schubstange. Hierdurch erhält
der Winkelhebel a eine oscillirende Bewegung und ebenso
die mit demselben verbundenen Zungen z und z' (vgl. die perspectivische Ansicht Figur 11 und den
vergrößerten Querschnitt Figur 12), welche
abwechselnd auf- und niedersteigen und dabei mittels der in Figur 12 angedeuteten
Zähne den Muff b mitnehmen. Letzterer gleitet in
seitlichen Führungen und ist auf der Stange s des
Ventiles befestigt, so daß auf diese Weise der Anhub des Ventiles v gleichzeitig mit dem Vertheilungsschieber
bewerkstelligt wird. Indem aber die Zunge z oder z' den Muff b emporhebt,
wird sie selbst durch einen Keil c immer weiter nach
auswärts geschoben, so daß endlich der Eingriff zwischen z und b aufgehoben wird und der Muff sammt dem
damit verbundenen, vollkommen entlasteten Ventile nach abwärts fällt, wodurch der
Dampfeintritt abgeschlossen wird. Die Zunge z setzt
indessen ihren Weg nach aufwärts fort, bis der Vertheilungsschieber seinen größten
Ausschlag gemacht hat, worauf dann z wieder nach abwärts
geht und endlich, kurz vor dem todten Punkte, beide Zungen wieder in die Stellung
der Figur 12
gelangen, in welcher sie mit dem Muffe b im Eingriffe
sind, nur daß jetzt z' im Aufwärtsgange begriffen ist
und b bis zum Momente der Auslösung mitnimmt.
Die weitere Anordnung des Regulators ergibt sich nun von selbst; der Keil e wird durch die Bewegung der Kugeln auf oder abwärts
geschoben und gibt, je tiefer er sinkt, desto kleinere Füllungsgrade. Die Zungen z, z' werden durch eine aus Figur 11 ersichtliche
Feder gegen den Muff b gepreßt, letzterer endlich fällt
nach der Auslösung auf eine Kork- oder Kautschukscheibe, welche auf einen Arm
d des Regulatorständers (in Figur 11 abgebrochen
gezeichnet) gelegt ist, um den Stoß abzuschwächen.
Daß diese Expansionsvorrichtung variable Füllungen nur bis höchstens 40 Proc. geben
kann, ist durch ihre Verbindung mit dem Vertheilungsexcenter bedingt (vgl. 1874 214 345); bei Anwendung eines eigenen Excenters ließen
sich auch beliebig höhere Füllungsgrade erzielen.
33. Drehbank zum Schraubenschneiden; von
Ferris und Miles in Philadelphia. (Fig. 13 bis 15. [b.c/4].)
Die Werkzeugmaschinen in der Maschinenhalle weisen im allgemeinen nur wenige
Novitäten auf; dennoch ist dieser Zweig der Ausstellung vielleicht der
interessanteste, denn gerade hierin hat die amerikanische Technik unstreitig die
größten Fortschritte gemacht.
Schon auf der Weltausstellung in Wien 1873 erregten die von Wm. Sellers und Comp. in Philadelphia ausgestellten
Werkzeugmaschinen die ungetheilte Bewunderung aller Fachmänner; in Philadelphia nun
hat diese Firma unvergleichlich großartiger – wenn auch weniger Novitäten
– ausgestellt; ebenso die gleichen Rang mit Sellers haltenden Firmen Ferris und Miles, Pratt und Whitney in
Philadelphia, die Brown and Sharp
Manufacturing Company in Providence (Rhode Island), und die bedeutendste
Fabrik der berühmten Universalfräsmaschinen, die Brainard
Milling Machine Company in Hyde Park (Massachusetts). Alle diese und
ähnlichen Fabriken im Osten der Vereinigten Staaten haben in der Herstellung ihrer
Maschinen einen solchen Grad der Vollkommenheit erlangt, daß sie in Bezug auf
Correctheit und Arbeitstüchtigkeit den besten europäischen Mustern mindestens ebenbürtig
sind, in der allgemeinen Ausstattung dieselben sogar entschieden übertreffen und
dennoch im Preise mit europäischen Fabrikaten concurriren können. Fast unbegreiflich
erscheint es, unmittelbar neben diesen vollendeten Mustern viele rohe und
geschmacklose Fabrikate des Westens zu sehen, welche speciell bei den
Holzbearbeitungsmaschinen oft in der lächerlichsten Weise bemalt und vernickelt sind
und in der Dimensionirung die gröbsten Formfehler aufweisen. Und gerade in letzterer
Beziehung zeigen die besten amerikanischen Firmen eine außerordentliche Sorgfalt, so
daß es wohl erklärlich ist, wie ihre Arbeitsmaschinen durchaus leichter ausfallen
als die europäischen – und dies um so mehr, als ihnen ein unvergleichlich
gutes Gußeisen zur Verfügung steht und endlich die Beanspruchung der Maschinen eine
günstigere ist als bei unserer Arbeitsmethode.
Speciell bei Drehbänken wird stets ein schwächerer Span mit spitzerm Messer und
rascherm Lauf der Spindel genommen als bei europäischer Praxis, so daß hierdurch die
anscheinende Schwäche der amerikanischen Drehbänke wohl gerechtfertigt erscheint.
Auffallend ist die fast allgemeine Anwendung der
V-förmigen Support- und Reitstockführung bei den kleinern
Drehbänken, während in Europa nur mehr flache Bahnen im Gebrauche sind, ferner die
vielfach möglichen Adjustirungen zur Supportbewegung und die Vorrichtungen zum
Conischdrehen, welche fast an keiner größern Drehbank fehlen; darunter auch eine
Anordnung zum Conischdrehen, die im Verdrehen des Supportes und Reitstockes besteht,
wo dann die Steuerung durch ein Kegelrad auf verticaler Welle von der Spindel
abgeleitet wird.
Vor allem interessant ist jedoch die Anordnung der Steuerung, welche bei allen
Drehbänken außerordentlich vielseitig entwickelt ist. Die interessanteste Novität
auf diesem Gebiete, der Frictionsscheibenantrieb von Wm. Sellers und Comp., ist auf der Weltausstellung
in Wien 1873 erschienen und in diesem Journal, * 1874 213
1 beschrieben worden; selbstverständlich findet man diese vortreffliche Disposition
bei den Sellers'schen Maschinen in Philadelphia ausschließlich vertreten. Eine
andere sehr nette und ingeniöse Vorrichtung zum Steuern der Leitspindel auf
verschiedene Geschwindigkeiten ist an einer Drehbank von Ferris und Miles angewendet und soll in
folgendem mit Hilfe der Figuren 13 bis 15 näher
beschrieben werden.
Die Spindel a ist über das hintere Lager hinaus
verlängert und trägt hier, auf einem Laufkeile verschiebbar, zwei Zahnräder p und s, von denen das eine
(in unsern Skizzen das Rad s) mit dem Stirnrade r in Verbindung steht, welches in einer um die Nabe von
p und s
drehbaren Brille bb gelagert ist. Mittels derselben ist es möglich,
je nach der Stellung der Räder p und s auf der Spindel a, das Rad
r mit jedem der auf der Leitspindel l aufgekeilten Stufenräder 1 bis 9 in Eingriff zu
bringen und dadurch zunächst neun verschiedene Geschwindigkeiten derselben zu
erzielen. Weitere Variationen werden dadurch ermöglicht, daß das Rad r statt mit s mit dem
kleinern auf a befindlichen Antriebsrade p in Eingriff gesetzt wird, was nach Lüftung der auf dem
Tragbolzen von r befindlichen Mutter dadurch geschieht,
daß die geschlitzte Unterlagscheibe m (Fig. 13) nunmehr auf die
andere Seite der Brille bb gesetzt und damit das
Rad r nach auswärts geschoben wird, worauf nur noch der
Bolzen im Schlitze von b etwas zu heben ist, um den
Eingriff zwischen r und p
herzustellen. Es lassen sich sodann durch Verschiebung der Antriebsräder und der
Brille längs der Spindel a neun neue Combinationen
erzielen, welche, in Schraubengängen pro Zoll ausgedrückt, auf einer eigenen
Indexspindel i abgelesen werden können. Dieselbe wird
von einem gespaltenen Futter, das in einem Schlitze des aufwärts gekrümmten Armes
der Brille bb verschiebar ist, umspannt, so daß
durch Anziehen der Mutter des Klemmfutters die Brille sammt den im Eingriff
befindlichen Rädern in der gewünschten Stellung fixirt werden kann. An der Kante des
Klemmfutters läßt sich sodann auf der Theilung der Indexspindel die stattfindende
Uebersetzung ablesen, und zwar bezieht sich die obere Theilung der Figur 15 auf den Eingriff
des kleinern Antriebrades p, die untere Eintheilung auf
den Eingriff des Rades s.
Das Gewinde der Leitspindel wird ausschließlich zum Schraubenschneiden benützt;
außerdem trägt jedoch die Leitspindel, mittels eines Laufkeiles im Support
mitgehend, ein Kegelrad, von dem mittels passender Handgriffe sowohl die
Supportquerbewegung, als die Supportbewegung längs der Zahnstange zum Egalisiren
abgeleitet werden kann.
Außer der hier beschriebenen Einrichtung zur Veränderung der
Zuschiebungsgeschwindigkeit des Supportes ist an der vortrefflich ausgeführten
Drehbank noch die Construction des Körners bemerkenswerth und aus Figur 13 ersichtlich.
Derselbe wird mittels des Griffrades g in der
Längsrichtung verschoben, um sich wechselnden Längen des Drehstückes ohne
Verschiebung des Reitstockes anzupassen; um dann den Körner fest zu klemmen, wird
der Griff f um einen kleinen Winkel seitwärts verdreht.
Hierdurch wird die gespaltene conische Hülfe h, auf
welche das Gewinde der unverschieblich gelagerten Mutter o eingreift, in dem conisch ausgebohrten Reitstocke nach einwärts gezogen
und klemmt dadurch die Körnerspindel fest; dieselbe wird dabei gleichzeitig genau
centrirt, während
beim Gebrauche einer Klemmschraube stets eine gewisse Ungenauigkeit stattfinden
muß.
34. Thorne und De Haven's transportable
Bohrmaschine. (Fig. 16 bis 20. [d/2].)
Die in Figur
16 dargestellte Bohrmaschine hat die Bestimmung auf schwere oder unbequem
einzuspannende Arbeitsstücke direct befestigt zu werden, um so die erforderlichen
Löcher zu bohren. Um dabei sowohl vertical als horizontal bohren zu können, hat der
Ständer A zwei Hülsen a und
b, in welche der Drehbolzen des eigentlichen
Bohrgestelles in jeder beliebigen Stellung festgeklemmt werden kann; außer dieser
Kreisbewegung kann dem Bohrer noch eine geradlinige Bewegung mittels der Schraube
und der Kurbel g ertheilt werden. Der Antrieb des
Bohrers erfolgt in der aus Figur 16 ersichtlichen
Weise von einer abgestuften Seilscheibe entweder direct auf das Kegelrad der
Bohrspindel oder durch die Vorgelegewelle r verlangsamt;
die Zuschiebung des Bohrers erfolgt selbstthätig durch die Riemenscheiben s und t mittels
Schneckengetriebe; dabei ist die Schnecke um den Zapfen x drehbar, so daß sie durch eine Bewegung des Hebels h ausgelöst und von Hand mittels des Griffrades f gesteuert werden kann.
Eine einfachere und für den bezeichneten Zweck wohl besser geeignete Construction,
ohne doppelten Antrieb und Selbststeuerung, ist in Figur 20 dargestellt.
Hier ist das Bohrgestell in einer Kugel gelagert, so daß auch schiefe Löcher gebohrt
werden können.
Der interessanteste und wichtigste Punkt dieser transportablen Bohrmaschine besteht
in der Disposition des Antriebes. Derselbe erfolgt hier in einer äußerst
geistreichen Weise, welche in Fig. 17 bis 19 dargestellt
ist. Die Bewegung geht aus von einer mit Fest- und Losscheibe versehenen
Vorgelegewelle w, welche in einem Hängeständer gelagert
ist, der leicht an jeder beliebigen Stelle befestigt werden kann. Auf der einen
Seite desselben sind die Riemenscheiben R, auf der
andern Seite die Seilscheibe S angebracht und unterhalb
derselben, um ein Lager m drehbar, im vorstehenden Arme
q zwei kleinere Seilscheiben s₁ und s₂, die als Leitrollen
dienen und von denen die eine, s₁ bezeichnet, für
das auflaufende Seil dient und daher immer an die Drehungsachse des Hängearmes q tangirt, welcher selbst hohl ist, so daß das von s₁ ablaufende Seil auf S auflaufen kann. Anderseits geht das von S
ablaufende Seil (Fig. 19) nach abwärts, trägt hier eine belastete Spannrolle P, geht dann weiter über die
Leitrolle s₂ und zur Bohrmaschine, von dort unter der Leitrolle s₁
zurück, durch das Lager m hindurch wieder auf S. Hierdurch ist eine vollkommen freie Beweglichkeit des
Bohrgestelles bei ungehinderter Krafttransmission in einem Umkreise von etwa 10m gestattet, soweit dies die disponible
Seillänge zuläßt. Dabei kann der Arbeiter jeden Augenblick die Abstellung des
Vorgeleges bewirken, sobald er nur die Zugleine z (Fig. 17)
nachläßt. Der Riemenführer wird nämlich durch ein Gewicht p sofort nach links auf die Losscheibe gedrückt, sowie diese Bewegung
nicht durch Anziehen der Zugleine gehemmt ist.
Die transportablen Bohrer von Thorne und De Haven sind schon in zahlreichen amerikanischen
Etablissements in Gebrauch und gestatten die vielfältigste Anwendung; sie
contrastiren vortheilhaft mit einer ähnlichen, allerdings viel älteren Disposition
in den Werkstätten von Wm. Sellers und Comp., wo der Antrieb der beweglichen Bohrmaschine durch
ein aus Holz construirtes Knie vermittelt wird, das am einen Ende den Hals der
verticalen Antriebswelle umgreift, am andern Ende der Bohrmaschine aufsitzt und auf
dem mittlern Charnier freischwebend eine Zwischenwelle trägt, welche einerseits den
Antrieb mittels Riemen von der verticalen Welle empfängt und denselben mittels einer
zweiten Scheibe auf die Bohrmaschine überträgt, selbstverständlich auch hier
unbeeinflußt von dem wechselnden Winkel der beiden Schenkel des
Transmissionsgerüstes.
35. Beesley's
Patent-Maschinenschere und Lochmaschine. (Fig. 21 und 22. [c.d/2].)
Die in Fig. 21
und 22
dargestellte Maschine zeichnet sich sowohl durch gefällige Anordnung, als auch durch
größere Sicherheit vor allen ähnlichen Arbeitsmaschinen aus. Die arbeitenden Theile
und speciell auch die Zahnräder befinden sich theils unter dem Fußboden, theils sind
sie durch ein passendes gußeisernes Gehäuse D verdeckt,
so daß nur die auf- und niedergehenden Werkzeuge sichtbar bleiben. Die innere
Anordnung und der Antrieb des ⊤-förmigen
schmiedeisernen Hebels mittels eines excentrischen Gleitklotzes sind aus den Skizzen
klar genug ersichtlich, um keine weitere Beschreibung zu erfordern.
36. Van Haagen's expandibler
Bohrer. (Fig.
23 bis 25. [d/4].)
Der Körper des Werkzeuges besteht aus einem Stahlstücke a
(Fig. 23
und 24), das
im obern Ende den Conus eingeschraubt hat, mit welchem das Werkzeug in der
Bohrspindel befestigt wird, während das geschlitzte untere Ende durch einen
conischen Bolzen mit dem Kopfe des Messerhalters h
verbunden ist (Fig.
25). Wenn sich der letztere in einer Achse mit dem Stücke a und der Bohrspindel befindet, wird der Minimaldurchmesser zu bohrender
Löcher erzielt; je mehr die Stellung des Halters h von
der Geraden abweicht, desto größer wird der Bohrdurchmesser. Diese wechselnde
Stellung des Messerhalters wird durch eine Schnecke s
erzielt, welche genau in die Oeffnung von a eingepaßt
ist, mit einem in h eingesetzten Zahnsegmente im
Eingriff steht und somit bei einer Verdrehung mittels des Schlüssels l (Fig. 25) die Stellung von
h verändert. Hat man auf diese Weise den richtigen
Durchmesser erreicht, so wird die Mutter m angezogen;
dieselbe drückt die cylindrische Hülse n nach abwärts
und damit die conische Hülse o über den Conus des
gespaltenen Theiles von a, wodurch dessen beide Hälften
zusammengepreßt werden und nun den Messerhalter h
unveränderlich fixiren.
Dieses Werkzeug wird von C. van Haagen und Comp. in Philadelphia in vortrefflicher Ausführung in
fünf verschiedenen Größen angefertigt, von denen die kleinste Löcher von 25 bis zu
150mm bohrt und 30 Dollars oder
beiläufig 110 M. kostet, die größte Sorte, für Löcher von 50 bis 400mm, 75 Dollars = 275 M.
37. Schmiedeiserne Säule der
Keystone-Bridge-Company. (Fig. 26 [b/3].)
Die genannte Firma, eine der großartigsten Brückenbau-Anstalten Amerikas,
stellt neben den Modellen einiger ihrer größten Werke eine interessante
Säulenconstruction aus, welche vor den gewöhnlich durch Nietung erzeugten
schmiedeisernen Säulen den Vorzug größerer Festigkeit und minder kostspieliger
Herstellung hat. Die in Figur 26 im Querschnitt
dargestellte Säule besteht aus vier gleichen Segmenten, welche mit
schwalbenschwanzförmigen Längsrändern gewalzt sind, hierauf zusammengesetzt und mit
den zunächst nur lose aufpassenden Ueberplattungsschienen verbunden werden.
Die so zusammengefügte Säule passirt nun nochmals in kaltem Zustande die Walzen,
wobei die Ueberplattungsschienen so fest angezogen werden, daß sie sich nicht mehr
lostrennen und die Säule sich bei Belastung in vollkommen regelmäßiger Curve
durchbiegt. Die Ueberplattungsschienen sind selbstverständlich gewalzt und können
leicht in gefälliger Façon hergestellt werden, um diese Säulen auch zu
architektonischen Zwecken nutzbar zu machen.
38. Atwood's Eisenbahnwagenrad.
(Fig. 27
[c.d/3].)
Anton Atwood, Erfinder der am meisten gebräuchlichen Form
von Schalengußrädern in Amerika, hat kürzlich (März 1876) eine ganz neue Radconstruction patentirt,
bei welcher ein Stahltyre angewendet und in eigenthümlicher Weise auf dem
gußeisernen Radkörper befestigt wird. Der Tyre wird nämlich, anstatt warm oder mit
Keilschrauben aufgezogen zu sein (letzteres eine öfters anzutreffende amerikanische
Construction, besonders bei gußeisernen Tyres), einfach über das Rad gelegt, so daß
dessen Stiften g in die vorgebohrten Löcher des
Stahltyre einpassen. Zwischen Tyre und Rad, deren Oberflächen in der aus Figur 27
ersichtlichen Weise rinnenförmig abgedreht sind, bleibt sodann ein Raum von etwa
12mm Weite, der mit „Hanf,
Baumwolle oder einem andern Fasermaterial, getränkt mit Glycerin,“
derart ausgefüllt wird, daß dasselbe durch die Oeffnung o in einzelnen Strängen eingebracht und mit Hammer und Stemmeisen fest
eingeschlagen wird. Wenn der innere Raum vollkommen ausgefüllt ist, wird die
Oeffnung bei o mit eingegossenem Blei wasserdicht
verschlossen, hierauf Tyre und Felgenkranz an der Stirnseite abgedreht und der
Schlußring r über die eingedrehte Nuth warm aufgezogen.
Dadurch wird sowohl die Packung fest verschlossen, als auch, in Verbindung mit den
Stiften g, der Tyre bei einem Bruche verhindert,
abzuspringen.
39. Loretz' Patent-Dampfpumpe;
von Wm. E. Kelly in New Brunswick, N. J. (Fig. 28 [b/2].)
Die allgemeine Anordnung dieser directwirkenden Pumpe geht aus der Abbildung Figur 28
deutlich hervor und erfordert keine erläuternden Bemerkungen. Von besonderm
Interesse ist nur die Steuerung (Patent L. Loretz),
welche hier kurz besprochen werden soll, da sie sich von der gewöhnlichen
Einrichtung directwirkender Pumpen wesentlich unterscheidet. Dieselbe gehört zu der
Klasse von Anschlagsteuerungen, bei welchen die Umsteuerung des Schiebers am Ende
des Hubes durch einen auf der Kolbenstange befindlichen Arm vermittelt wird, so daß
die beiden Cylinder mehr als die volle Hublänge von einander abstehen, was gegenüber
der Grundbedingung directwirkender Pumpen – Raumersparniß – als ein
Nachtheil erscheinen muß. Von diesem Arme wird die Schieberstange mittels
elastischer Anschläge an beiden Hubenden abwechselnd nach rechts oder links
verschoben, und bewirkt dabei mittels kleiner keilnuthenartiger Canäle den
Dampfzutritt auf der entsprechenden Seite des eigentlichen Steuerkolbens. Letzterer
ist dampfdicht über die Schieberstange und in das Schiebergehäuse eingeschliffen und
vermittelt die Dampfvertheilung durch zwei eingedrehte Ringnuthen, welche im obern
Theile des Schieberkastens abwechselndabwechsend mit zwei Dampfeinströmungsöffnungen communiciren und unten auf dem
Schiebergesichte nach Art der E-Schieber, einerseits durch die Muschel frischen Dampf zum Cylinder führen, anderseits den
gebrauchten Dampf unter der Muschel zum Austritt leiten.
Mit der Schieberstange ist der Steuerkolben gar nicht verbunden, und wird nur mittels derselben bewegt durch die oben erwähnten Canäle
in ihrem Umfange.
Zu diesem Zwecke ist das Schiebergehäuse oben und unten der Länge nach durchbohrt,
desgleichen die beiden Schieberkastendeckel der Quere nach. Der untere Längscanal
durchsetzt dabei die beiden Admissionscanäle des Dampfcylinders und mündet in der
Austrittsöffnung, kann aber nie mit dem obern Längscanal, welcher für den
Dampfeintritt bestimmt ist, communiciren, da die Quercanäle durch die Schieberstange
abgesperrt sind. Dagegen läßt dieselbe, in der Stellung der Figur 28, durch ihren
obern Einschnitt links und ein correspondirendes Loch in dem nach innen rohrartig
verlängerten Deckel frischen Dampf auf die linke Seite des Steuerkolbens, während
anderseits der gebrauchte Dampf durch den untern Schlitz in die Ausströmung
entweichen kann. In Folge dessen ist der Steuerkolben nach rechts verschoben worden,
bis er mit einer Bufferfeder an den Vorsprung des Deckels angestoßen war. Der
Dampfkolben geht daher nach links, bis er endlich die Schieberstange nach derselben
Richtung mitnimmt, worauf der obere Einschnitt derselben rechts, der untere links
zur Wirksamkeit kommt und der Steuerkolben nach links getrieben wird.
40. Stow's biegsame
Transmissionswelle. (Fig. 29 und 30. [c/3].)
Eine Vorrichtung, welche bis jetzt nur im kleinsten Maßstabe aus schließlich bei
zahnärztlichen Operationen verwendet worden war, die biegsame Transmissionswelle,
erscheint zum erstenmale in Philadelphia in vergrößertem Maßstabe der praktischen
Technik einverleibt. Es ist in der That eines der interessantesten Schauspiele der
Ausstellung auf dem Stande von Stow und Burnham (Office: Philadelphia 500, 15. Straße, Nord)
diese ingeniösen Kraftleiter zu bewundern, wie sie schlangenförmig gewunden und in
scharfen Curven abgebogen nach allen Richtungen hingeleitet sind, anscheinend völlig
unbeweglich, bis sich am einen Ende eine kleine Seilscheibe, am andern Ende ein
Bohrer zeigt, der mit überraschender Geschwindigkeit und Kraft von dem unscheinbaren
Lederschlauche angetrieben wird. Die biegsame Welle enthält nämlich das eigentliche
Mittel der Krafttransmission, eng gewundene Stahlspiralen in einem Lederschlauch
eingeschlossen, dessen Inneres mit einer schwächern Drahtspirale verstärkt ist, und
der sowohl den Zweck hat, die Stahlkerne zu schützen, als auch durch die Steifigkeit des Leders vor allzu
scharfen Abkröpfungen zu bewahren. Die Anbringung des Werkzeuges ist in Figur 29
dargestellt, wo auch die Antriebsrolle ersichtlich ist, über welche das Antriebsseil
von irgend einem Transmissionstheile geworfen und durch Gewichte gespannt wird,
welche an den mit der Seilrolle verbundenen Haken gehängt werden. Der Querschnitt
der biegsamen Welle ist in Figur 30 skizzirt; in dem
mit Draht versteiften Lederschlauche befinden sich zwei oder mehr eng gewundene
Spiralen von 4 oder 5fachem Gewinde. Dieselben sind mit abwechselnd rechtem und
linkem Gewinde über einander aufgewunden derart, daß der innere Kern das
Zusammendrehen, der äußere Mantel das Oeffnen der Spiralen unter dem Einflusse der
durchgehenden Kräfte verhindert, während dem Abbiegen des ganzen Systemes nichts im
Wege steht. Das so hergestellte Kabel hat eine sehr hohe Torsionsfestigkeit mit
gleichzeitig sehr geringer Biegungsfestigkeit, wie dies eben dem angestrebten Zwecke
entspricht.
In der Ausstellung waren Bohrer von 10 bis 25mm Durchmesser, von beiläufig gleich starken Kabeln angetrieben, in
Thätigkeit zu sehen, um die außerordentlich bequeme Handhabung derselben zu zeigen.
Der richtige Platz zur Anwendung dieser Kabel ist jedoch entschieden in der
Kesselwerkstätte zu suchen, wo noch immer die Ratsche eine ausgedehnte, und mit
unsern jetzigen Hilfsmitteln schwer zu beschränkende Herrschaft ausübt. Mit Stow's
Kabel jedoch würde auch hier Maschinenarbeit die Handarbeit zumeist verdrängen.
41. Roy's Patent
Kardenschleifapparat. (Fig. 31 [b/3].)
Bei den bekannten Kardenschleifapparaten von Horsfall und
von Dronsfield (* 1872 203
429) wird die rotirende Schleifrolle durch eine doppelt, rechts und links
geschnittene Schraubenspindel längs der Kardenwalze hin- und hergeführt.
Solche Schraubenspindeln sind theuer in der Herstellung und verursachen bedeutende
Abnützung der Gewindzüge und des in sie eingreifenden Stiftes; es erscheint daher
die von W. J. Horrobin in Cohons, N. Y. auf der
Ausstellung vertretene Kardenschleifmaschine (Fig. 31) wohl
beachtenswerth.
Bei derselben ist die Schleifrolle auf einer hohlen Welle aufgesetzt, deren Lager
direct in das Kardengestell vor der zu schleifenden Walze eingelegt werden. Die
beiden in Figur
31 ersichtlichen Riemenscheiben werden im selben Sinne, jedoch mit
verschiedenen Geschwindigkeiten von der Welle der Kardentrommel angetrieben und
dadurch die Schmirgelscheibe sowohl in rasche Umdrehung versetzt, als auch längs der
ganzen Breite der Karde hin- und herbewegt. Dies geschieht dadurch, daß die
Schleifrolle S in einen schmalen Schlitz der hohlen Welle mittels des
Armes a eingreift, welcher zunächst als Keil dient, um
die von der rechtsseitigen Riemenscheibe bewirkte Drehung der Welle auf die
Schleifrolle zu übertragen, ferner aber auch zur Vermittlung der hin- und
hergehenden Bewegung benützt wird. Im Innern der hohlen Welle ist nämlich eine
Stahlkette über zwei Kettennüsse gespannt, von denen die linksseitige mittels der
kleinern Riemenscheibe durch Kegelräder angetrieben wird, während die andere
Kettennuß sich lose dreht und mittels einer Schraube zum Anspannen der Kette dient.
An einem der Kettenglieder ist ein vorstehender Stift angebracht; derselbe greift in
den verticalen Schlitz des an der Schleiftolle S
befestigten Armes a und ertheilt hierdurch der letztern
die gewünschte hin- und hergehende Bewegung.
Die Zahnradwelle, auf welcher die kleine Riemenscheibe sitzt, muß selbstverständlich
langsamer gehen wie die hohle Welle, um eine relative Bewegung der beiden Kegelräder
zu erzielen; bei einer Feststellung der kleinen Welle wäre allerdings eine
Riemenscheibe mit Riemen zu sparen, die Bewegung der Kette würde jedoch mit zu
großer Geschwindigkeit erfolgen und nicht regulirbar sein. Als passendste
Geschwindigkeiten der Schleifrolle sind angegeben:
m
450
Umdrehungen
20 mal hin und her
für
0,457
breite
Kardenwalzen
450
„
18
„
0,762
„
„
400
„
16
„
0,914
„
„
350
„
12
„
1,025
„
„
350
„
10
„
1,219
„
„
(Fortsetzung folgt.).
Tafeln