| Titel: | Notizen von der Weltausstellung in Philadelphia 1876; von Ingenieur Müller-Melchiors. |
| Fundstelle: | Band 222, Jahrgang 1876, S. 401 |
| Download: | XML |
Notizen von der Weltausstellung in Philadelphia
1876; von Ingenieur Müller-Melchiors.
Mit Abbildungen auf Taf.
A und Taf. IX.
(Fortsetzung von S. 113 dieses Bandes.)
Müller-Melchiors, Notizen von der Weltausstellung in
Philadelphia 1876.
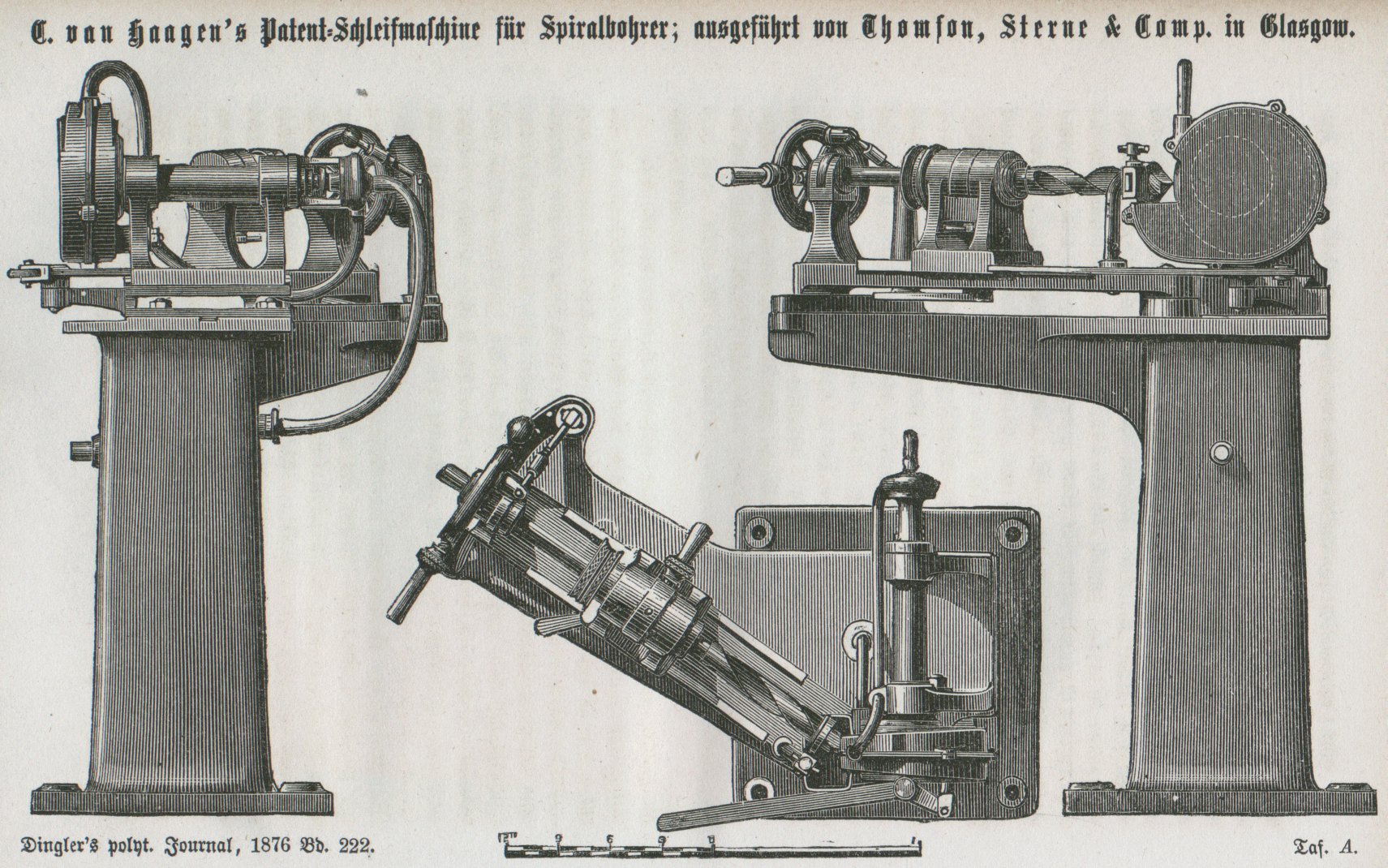
42. Van Haagen's Schleifmaschine für
Spiralbohrer. (Taf. A und Fig. 1 bis 7 [a/1].)
Es sind zwei Arbeitsmaschinen, deren ausgedehnte Einführung in den Maschinenbau wir
den Amerikanern verdanken, die Fräsmaschine und die Schmirgelmaschine. Groß war
daher die Erwartung aller nach Amerika Ziehenden, in der Anwendung und Ausbildung
dahin gehöriger Werkzeuge Neues zu sehen und zu lernen; ebenso groß die
Enttäuschung, denn die Ausbeute war äußerst gering. Eine Schmirgelmaschine zum
Schleifen der Spiralbohrer, welche den Gegenstand dieses Artikels bildet, sowie eine
Maschine zum Planschmirgeln, die nachfolgend beschrieben werden soll, waren die
einzigen bemerkenswerthen Novitäten unter den amerikanischen Schmirgelmaschinen der
Ausstellung; von den Fräsmaschinen war keine einzige Novität erschienen, da die
vielfach und in vortrefflicher Ausführung vertretene Universalfräsmaschine (Milling machine) schon Jahre lang bekannt, allerdings
noch immer nicht in unsern europäischen Fabriken eingebürgert ist. Diese Maschine
fehlt in keiner wohleingerichteten Werkstätte Amerikas, dient, mit Theilmechanismus
versehen, zum Schneiden von Zahnrädern, zur Herstellung von Spiralbohrern, welche
aus einer runden Stahlstange schraubenförmig ausgefräst werden, und aller andern
Fräswerkzeuge, sowie endlich zu jeder Arbeit, welche auf keiner andern
Bearbeitungsmaschine geleistet werden kann. Abgesehen von diesem Cabinetstücke
amerikanischen Werkzeugmaschinenbaues sieht man in Amerika die Fräse ebensowohl nur
auf Specialzwecke beschränkt wie bei uns in Europa.
Ein gleiches gilt von der Schmirgelscheibe, welche vorzugsweise zum Glätten
eingesetzter Bestandtheile und zum Schärfen von Werkzeugen angewendet wird und kaum weiter
verbreitet ist als in modernen deutschen und englischen Fabriken. Die Anwendung von
Schleifsteinen und von Schmirgelriemen weist gleichfalls keine Neuerung auf, dagegen
sind anderseits in europäischen Fabriken Fortschritte in der Construction von
Präcisions-Schmirgelmaschinen gemacht worden, hinter denen Amerika
entschieden zurückgeblieben ist. Als Beispiel derselben waren zwei
Plan-Schmirgelmaschinen von Bollmann in Wien,
leider in wenig empfehlender Ausführung, erschienen, durch Schäffer und Budenberg in
Buckau-Magdeburg ausgestellt. Wir hoffen von diesem interessanten
Ausstellungsobjecte noch Zeichnung und Beschreibung bringen zu können.
An Stelle derartiger raffinirter Mechanismen sieht man in Amerika durchwegs die
einfache Schmirgelscheibe, ohne jegliche Einspannvorrichtung, mit einfacher Auflage
für das zu bearbeitende Werkzeug oder sonstige Arbeitsstück; selbst die reizende
Bohrerschleifmaschine von Wm. Sellers und Comp., welche in Wien 1873 so vielen Beifall erregte (*
1873 210 245), scheint nur äußerst wenig verbreitet zu
sein, und es erweckt gerade keinen imponirenden Eindruck von der amerikanischen
Schmirgelkunst, wenn man beispielsweise in allen Locomotivwerkstätten die gehärteten
Steuerungscoulissen aus freier Hand nach der Schablone abschmirgeln und den
Gleitbacken mühsam mit Schmirgelpulver einpassen sieht.
In wohlthätigem Contraste gegen dieses allgemein übliche Verfahren und darum desto
auffallender erscheint die hier zu beschreibende Schleifmaschine von C. van Haagen
Von demselben Constructeur rührt der S. 108 beschriebene expandible Bohrer
her. und Comp. in Philadelphia, welche übrigens auch
von Thomson, Sterne und Comp.
in Glasgow im Einverständniß mit dem Erfinder fabricirt wird.Das Gewicht der Schleifmaschine für Spiralbohrer von 7 bis 40mm Durchmesser beträgt mit
Vorgelegewelle (welche 885 Touren pro Minute machen soll) und Schlüssel
240k; der Preis loco Glasgow
bei Thomson, Sterne und Comp. 45 Pfund Sterling, beiläufig 900 M. Dieselbe, dargestellt auf Taf. A und in Fig. 1 bis 3, dient zum Anschärfen
der Spiralbohrer, wie ein solcher in Fig. 2 und 3 eingespannt gezeichnet
ist; zum Verständniß der Wirksamkeit ist es nöthig, zuvor die hieran zu stellenden
Anforderungen klarzulegen.
Der Bohrer (Fig.
4 und 5) schneidet mit den Kanten ab und ab', welche den
Schnitt einer Kegelfläche mit einer durch deren Achse gehenden Ebene darstellen.
Hinter diesen Arbeitskanten muß die Oberfläche des Werkzeuges unter der Kegelfläche
zurücktreten, da sich sonst der Bohrer klemmt, warmläuft und nicht schneiden kann.
Die hinter der Schneidkante befindliche Oberfläche des WerkzeugesWerkeuges ist daher keine Kegelfläche
Taf. A. C. van Haagen's Patent-Schleifmaschine für
Spiralbohrer; ausgeführt von Thomson, Sterne & Comp. in Glasgow. S.
402–403
mehr, sondern, wie wir zunächst annehmen wollen, derart
beschaffen, daß jede Erzeugende durch die gemeinsame Spitze geht, aber einen immer
spitzern Winkel mit der Achse bildet wie die unmittelbar vorhergehende, so daß die
Verschneidung der Oberfläche von der Schneidkante ab bis zur Hinterkante ac mit dem
cylindrischen Mantel des Bohrers durch die in Figur 4 ersichtliche Linie
cb dargestellt wird. Eine solche Form des
Werkzeuges gibt der Schneide die größtmögliche Festigkeit und gestattet das
Nachschleifen des Bohrers unter geringstem Materialaufwande, läßt sich aber bei der
gewöhnlichen Zuschärfmethode, die von Hand geschieht, nur äußerst mühsam und immer
nur unvollkommen erzielen. Alles dies geschieht aber mit der Maschine Van Haagen's in einfachster und vollendetster Weise, wie
wir uns oft an der Ausstellungsmaschine überzeugt haben. Dieselbe besteht zunächst
aus einer Schmirgelscheibe, die in einem Gehäuse g
eingeschlossen ist und an der Arbeitsstelle mit Wasser bespritzt wird, um das
Weichwerden des zu schleifenden Bohrers zu verhindern. Die Spindel der
Schmirgelscheibe ist in zwei Ständern gelagert, zwischen denen der Antriebsriemen,
wie in Fig. 1
und 2 punktirt
angedeutet, aufliegt. Am einen Ende der Spindel sitzt die Schmirgelscheibe, über
welcher bei stattgehabter Abnützung das Gehäuse g so
nachgerückt werden kann, daß die Lager vor dem Schmirgelstaube stets vollkommen
geschützt sind; an dem andern Ende der Spindel sitzt eine kleine Kreiselpumpe, die
mittels des Gummischlauches a das Kühlwasser aus dem
Ständer der Maschine ansaugt und mittels des Schlauches b das Wasser zur Schmirgelscheibe führt, wo es von derselben nach abwärts
ins Gehäuse mitgerissen und von hier durch den Schlauch c (Fig.
3) in ein Sammelreservoir geführt wird, das gleichfalls im Ständer
angeordnet ist. Die Lager der Antriebsspindel sind nicht fest mit dem eigentlichen
Maschinengestelle verbunden, sondern auf demselben mit einem Schlitten s geführt, welcher durch den Handhebel h in der Richtung der Pfeile (Fig. 3) hin- und
herbewegt werden kann.
Der zweite Bestandtheil der Maschine ist die Einspannvorrichtung des Bohrers.
Dieselbe ist auf einem drehbaren Arm m angebracht,
dessen Drehungspunkt durch einen festen Zapfen z im
Maschinengestelle gebildet ist, während das andere Ende in einem concentrischen
Schlitze des nach dieser Seite herausragenden Gestelles (siehe Figur 3) getragen und
geführt wird. An diesem Ende trägt der drehbare Arm m
ein Lager, in welchem eine Spindel p gelagert ist, auf
der das Handrädchen r zunächst frei beweglich aufsitzt.
Dasselbe hat auf der einen Seite einen Griff, diametral gegenüber, wie aus Fig. 1 und 3 ersichtlich,
ein Gegengewicht angebracht und zwischen beiden einen in der Peripherie drehbaren
Kloben k, welcher die Schwingung des Armes m unter dem Einflusse des Griffrädchens dadurch
vermittelt, daß er durch die Zugstange l mit einer
festen Säule n verbunden ist, so daß sich bei einer
Drehung des Rädchens r im Sinne des Pfeiles in Figur 2 der
bewegliche Arm m der im Gestelle befestigten Säule n nähern und sich somit um den Zapfen z drehen muß. Denken wir uns nun mit der Spindel p den zu schleifenden Bohrer verbunden, so daß dessen
Spitze mit dem Drehungspunkte z des schwingenden Armes
zusammenfällt, und nöthigt man ferner die Spindel p an
der Drehung des Rädchens r dadurch theilzunehmen, daß
eine Klemmschraube durch den auf dem Handgriffe desselben befindlichen geränderten
Knopf angezogen, während gleichzeitig die Schmirgelscheibe an der Bohrerkante
vorüber geführt wird, so erhält die Arbeitsfläche des Spiralbohrers genau die
eingangs vorgeschriebene Form, wie sie in Fig. 4 und 5 dargestellt ist.
Hiermit aber wäre der Bohrer noch nicht zur Arbeit brauchbar, denn in der Nähe der
Spitze a fällt die nichtschneidende Kante ac bezieh. ac
' mit der Schneidkante ab
' bezieh. ab zusammen,
hindert somit die Schneidwirkung um die Mittellinie herum. Dies zu vermeiden, muß
die nichtschneidende Kante der ganzen Länge nach hinter der Schneidkante
zurücktreten, worauf dann der Bohrer die in Fig. 6 und 7 gezeichnete Gestalt
erhält.
Um dies zu erreichen, muß gleichzeitig mit der Achsendrehung des zu schleifenden
Bohrers und gleichzeitig mit seiner Drehung um den Zapfen z endlich noch eine Längsverschiebung desselben gegen die Schmirgelscheibe
zu erfolgen. Wie einfach alle diese anscheinend complicirten Bewegungen vor sich
gehen und wie leicht die Handhabung und Adjustirung stattfindet, wird aus der nun
noch beizufügenden Beschreibung der eigentlichen Einspannvorrichtung, sowie der
Darstellung des Vorgehens beim Gebrauch der Maschine deutlich werden.
Der Spiralbohrer wird mit dem conischen, für die Bohrspindel bestimmten Ende in ein
auf der Spindel p sitzendes Futter gesteckt und dadurch
mit derselben verbunden, gleichzeitig aber unmittelbar vor der Schmirgelscheibe
durch einen genau kalibrirten Ring geführt, der in einem kleinen Tragstück e festgeklemmt wird. Durch diese Ringe, welche gehärtet
sind und für die verschiedenen Bohrergrößen jeder Maschine mitgeliefert werden,
erhält die Schleiffläche eine genau achsiale Führung, nachdem, wenn selbst das
Werkzeug verbogen sein sollte, das mit der Spindel p
verbundene Einspannfutter eine kleine Oscillation gestattet. Die Spindel p selbst ist, außer in dem oben erwähnten festen Lager
am hintern Ende des Dreharmes m, noch in einem zweiten
Lager q geführt, das auf einer Gleitbahn des Armes m beweglich und mittels eines Hebels u in
beliebiger Stellung festzuklemmen ist, je nach der Länge des zu schleifenden
Bohrers. In diesem Lager ist jedoch die Spindel p nicht
direct geführt, sondern mittels einer Hülse x, welche
verschiedene Functionen zu erfüllen hat.
Wie aus Figur 3
im theilweisen Schnitte ersichtlich ist, hat die Hülse x
das kurze Stück einer schraubenförmigen Ruth eingearbeitet, in welche ein auf der
Spindel p befestigter Stift paßt; am hintern Ende der
Hülse x ist ein geränderter Knopf, daneben auf der
Spindel p ein zweiter Knopf befestigt, zwischen beiden
eine kleine Spiralfeder eingeschaltet, um jeden todten Gang des Stiftes in der Ruth
aufzuheben. Endlich ist in der Mitte des Lagers q ein
Ring f eingelegt, in welchen der Griff v angebracht ist und zwar so, daß durch Drehen eines
Knopfes auf demselben die Hülse x mit dem Ringe f fest verbunden wird, während letzterer durch einen
Stift, dessen Handhabe in Figur 2 bei y ersichtlich, an dem Lager q befestigt ist.
Der Vorgang beim Schleifen läßt sich nun leicht verständlich machen. Zunächst wird in
dem Ringhalter e, welcher sich vor der Schmirgelscheibe
befindet, eine Lehre eingeschoben, um zu sehen, ob sich die Horizontalkante der
Schmirgelscheibe genau vertical über der Achse des Drehungsbolzens z befindet; ist dies nicht der Fall, so werden die
Ständer der Schmirgelspindel auf dem Support s
verschoben, bis die Scheibe genau die Lehre berührt, und dann wieder
festgeklemmt.
Nach dieser Prüfung, die selbstverständlich nur von Zeit zu Zeit vorzunehmen ist,
wird in den Ringhalter e das entsprechende Kaliber
eingeklemmt, der Bohrer durchgesteckt und in das Mitnehmerfutter der Spindel p eingedrückt, nachdem das Lager q und mit ihm die Büchse x und die Spindel p, die jetzt alle verbunden sind, so weit auf der
Gleitbahn des Dreharmes m verschoben wurde, daß der
Bohrer beiläufig die Schmirgelscheibe berührt. Das Lager q wird dann in seiner Stellung auf dem Arme m
festgeklemmt, während die genaue Einstellung, und eventuell die Vorrückung, bei
gelüfteter Klemmschraube des Griffes v durch
Verschiebung der Hülse x bewirkt wird, welche zu diesem
Zwecke den geränderten Knopf erhalten hat. Ist dies geschehen, so wird die
Klemmschraube des Griffes v wieder fest angezogen,
ebenso die auf dem Griffe des Rädchens r befindliche
Klemmschraube, so daß nun die Spindel p mit dem Rade r, die Hülse x mit dem Lager
q fest verbunden ist. Jetzt läßt der Arbeiter den
Riemen angehen, regulirt den Wasserzufluß der Pumpe dadurch, daß er den durch ein
Auge geführten Kautschukschlauch b mehr oder weniger
einknickt, und ergreift dann mit der rechten Hand den Hebel h, mit der linken den Griff des Rädchens r,
bewegt letztern langsam ruckweise nach abwärts, während die Schmirgelscheibe mittels
des Griffes h rascher hin- und hergeschoben wird.
Dabei dreht sich die zu schleifende Hälfte der Bohrerfläche von unten nach aufwärts,
und wird gleichzeitig durch die Bewegung des Dreharmes m
und den Einfluß der schraubenförmigen Ruth der Hülse x
unter immer spitzerm Winkel an die Schmirgelscheibe angedrückt, so daß genau die
gewünschte Oberfläche des Bohrers (Fig. 6 und 7) erzielt wird, welche
dann noch einmal bei raschem Drehen des Rades r glänzend
polirt wird. Es verschwindet dadurch jegliche Bearbeitungsspur, wie dies auf keinem
andern Wege erzielbar wäre. Nach Vollendung der einen Bohrerhälfte wird der Arm m wieder in die Anfangsstellung zurückgebracht, die
Klemmschraube des Griffrädchens r gelüftet, der Griff
v aber mit x und p fest verbunden erhalten und um 180° verdreht,
wozu die Lüftung des den Ring f mit q verbindenden Stiftes (durch die Handhabe y) erforderlich ist, worauf dann wieder f und x mit dem Lager q, die Spindel mit dem Griffrade verbunden wird und das
Schleifen der zweiten Hälfte des Bohrers in genau derselben Weise vor sich geht. Die
ganze Operation erfordert bei weitem nicht die Zeit, welche wir zu ihrer
Beschreibung bedurften, und kann von dem ungeübtesten Arbeiter in drei Minuten
vorgenommen werden, dabei mit sicherer Gewähr einer rationellen Arbeitsform und vollkommener Symmetrie der beiden Arbeitsflächen –
ein Umstand, der speciell bei Spiralbohrern von äußerster Wichtigkeit ist und bei
keiner andern Schleifmethode so zuverlässig und mathematisch genau erfüllt werden
kann.
Durch diese Maschine erst – welche man übrigens auch, bei Feststellung des
Dreharmes m, zum Schleifen gewöhnlicher Bohrer benützen
kann – wird die rationelle Verwendung von Spiralbohrern in unsern Werkstätten
möglich, und wer die ökonomische und unübertrefflich schöne Arbeitsweise dieser
Bohrer, sowie die Schwierigkeit ihrer Herstellung kennt, wird uns nicht verargen,
daß wir dieser unscheinbaren (und in Philadelphia von den Wenigsten bemerkten und
gewürdigten) Maschine eine ausführliche Beschreibung gewidmet haben.
43. Sternbergh's
Plan-Schmirgelmaschine. (Figur 8 [b/1].)
Diese Maschine dient zum Bearbeiten ebener Flächen mittels der Schmirgelscheibe und
unterscheidet sich dadurch von den schon mehrfach durchgeführten Adaptirungen
gewöhnlicher Hobelmaschinen für ähnliche Zwecke, daß sie selbstthätig über die ganze
Breite des Tisches schmirgeln und beliebig auf jede Höhenlage, entsprechend der
Größe wechselnder Arbeitsstücke, eingestellt werden kann. Letztere Eigenschaft bildet die
hervorstechende Charakteristik dieser Maschine und wird dadurch ermöglicht, daß der
Antrieb der Schmirgelscheibe nicht von einer festen, sondern von einer beweglichen
Welle aus erfolgt, welche mit dem Quersupport, der die Lager der Schmirgelscheibe
trägt, auf und nieder geht. Aus der principiellen Skizze Figur 8 geht hervor, wie
dies durch die Einschaltung einer Zwischenwelle zwischen dem Transmissionsvorgelege
und der Maschine bewerkstelligt wird, deren Lager in zwei beweglichen Knien
angebracht sind, die einerseits auf der Vorgelegewelle, anderseits auf dem
Quersupport der Hobelmaschine unterstützt sind. Hierdurch bleibt die Distanz der
Riemenscheiben zur Bewegung der Schmirgelscheibe bei wechselnder Höhenlage des
Quersupportes stets unverändert.
Außer der rotirenden Bewegung muß die Schmirgelscheibe noch eine oscillirende
Bewegung erhalten, welche, um breitere Flächen zu schmirgeln, successive
fortschreiten muß. Beides wird durch die Steuerungsspindel s des Quersupportes bewirkt, die in eine Mutter des Werkzeughalters,
welcher hier die Lager der Schmirgelscheibe trägt, eingreift und am einen Ende mit
einer kleinen Zugstange am andern Ende mit dem Steuerungsrade verbunden ist. Die
Zugstange greift in den stellbaren Gleitklotz eines Schlitzrades, das mittels
Kegelräder und Riemenscheibe r von der beweglichen
Zwischenwelle seinen Antrieb erhält und hierdurch der Steuerungsspindel eine
oscillirende Bewegung von innerhalb gewisser Grenzen veränderlicher Amplitude
ertheilt. Am andern Ende der Spindel s sitzt das
Steuerungsrad, welches in bekannter Weise mit einem Sperrrade in Verbindung steht,
mit dem Umsteuern des Tisches je um einen Zahn verdreht wird und hierdurch, unter
Vermittlung der Schraubenspindel s, den Werkzeughalter
verschiebt. Nachdem jedoch hier die Schraubenspindel gleichzeitig noch eine
hin- und hergehende Bewegung auszuführen hat, ist sie nicht fest mit dem
Steuerungsrade verbunden, sondern mittels eines Vierkantes, welcher auf das Ende der
Spindel angearbeitet ist und derselben einerseits die oscillirende Bewegung
gestattet, anderseits die Verdrehung des Steuerungsrades auf die Spindel überträgt
und damit die seitliche Vorrückung bewirkt.
Bemerkenswerth ist noch die Anbringung eines Ventilators, der auf festem Ständer
angebracht und mittels eines Kautschukschlauches mit dem Gehäuse verbunden ist,
welches die Schmirgelscheibe umschließt, um den Arbeiter von dem schädlichen Staube
zu bewahren. Der Antrieb desselben sowie die Tischbewegung gehen von der festen
Vorgelegewelle aus. Die Maschine ist in großen Dimensionen ausgeführt, etwa 1
× 1 × 2m, und arbeitet
vortrefflich.
44. Einschienenbahn von Le
Roy-Stone. (Fig. 9 bis 11. [b.c/2].)
In dem Ausstellungsparke ist über einem tiefen Einschnitte, welcher die Ackerbauhalle
von dem schönen Glaspavillon der Gartenausstellung trennt, eine eigenthümliche
Eisenbahn erbaut worden, die sich nur einer Tragschiene
bedient, von welcher die Wagenkästen seitlich herabhängen und durch seitliche
Laufschienen gerade geführt werden. Diese Führungsschienen sind 1m,350 unter dem Niveau der Tragschiene,
1m,020 von einander entfernt,
angeordnet und in der aus Figur 10 ersichtlichen
Weise mit dem die Tragschiene unterstützenden Pfeiler verbunden. Diese Art der
Herstellung des Oberbaues wurde von General Le
Roy-Stone zuerst für eine über die Straßen in New-York zu
führende Eisenbahn – sogen. elevated railroad
– vorgeschlagen, aber statt dessen in der Greenwich-Street eine
„erhöhte Eisenbahn“ mit normaler Schienenanordnung
errichtet; die Einschienenbahn wurde dann in einer Versuchsstrecke zu Phönixville in
Pennsylvanien ausgeführt und nach erfolgreichem Betrieb in der Weltausstellung in
einer allerdings nur 200m langen Strecke
vorgeführt.
Es wird zu Gunsten dieses Systemes vorgebracht, daß der Unterbau ein so einfacher und
billiger sei, daß es selbst in ebenen Strecken einer normalen Bahn vorzuziehen wäre,
speciell aber die bequeme Ueberbrückung von Wasserläufen, Einschnitten und Straßen,
sowie die Vermeidung kostspieliger Grundeinlösungen hervorgehoben. Für erhöhte
Eisenbahnen ist insbesondere die Sicherheit gegen Entgleisungen wichtig, welche auch
wohl in erster Linie Veranlassung zu dieser Anordnung gegeben hat. Die zum Betriebe
dieser Bahn benützte Locomotive ist in Fig. 9 und 10 dargestellt, der
Querschnitt eines Wagens in Figur 11. Die Locomotive
hat ein Laufrad unter der Rauchkammer und hinter der Box das eine Treibrad, welches
von einer rotirenden Maschine in Bewegung gesetzt wird. In den herabhängenden
Seitenflügeln sind Kohlen- und Wasserraum bequem disponirt; unterhalb
derselben um verticale Achsen drehbar sind die vier Führungsräder.
Die Waggons sind zweistöckig mit dem obern Fußboden im Niveau der Tragschiene, mit
dem Boden des untern Stockwerkes direct über den Führungsrollen.
Von Details ist wohl nur der Antriebsmechanismus der Locomotive bemerkenswerth,
welcher unrichtiger Weise als erste Anwendung einer rotirenden Dampfmaschine zu
Eisenbahnzwecken gerühmt wird.Im J. 1842 wurde (nach Heusinger im Handbuch für
specielle Eisenbahntechnik, Bd. 3 S. 1025) auf der
Liverpool-Manchester Bahn eine Locomotive mit einer rotirenden
Maschine von Rowley probirt. Diese Maschine
ist nach dem La France-System gebaut, scheint aber vollständig mit dem
bekannten Dudgeon-Motor überein zu stimmen und besteht aus zwei Zahnrädern,
auf deren im Eingriff befindlichen Zähne der Dampfdruck wirkt. Die zwei Zahnräder
sind im Gehäuse C (Fig. 10) dampfdicht
eingeschlossen und das eine von ihnen ist unmittelbar mit dem Treibrade verbunden.
Enthusiasten für rotirende Dampfmaschinen glauben hiervon eine neue Epoche der
Locomotivmaschinen ableiten zu müssen; wir denken jedoch, daß sie bis zur Erreichung
einer wahrhaft ökonomischen Leistung durch rotirende Maschinen noch einige Zeit
warten dürften.
Die Bahn geht äußerst ruhig, selbst bei höheren Geschwindigkeiten, und ist wegen der
absoluten Sicherheit gegen Entgleisungen für erhöhte Eisenbahnen wohl
empfehlenswerth; als Novität können wir sie jedoch nicht erklären, nachdem schon im
J. 1872, im Feldlager der englischen Truppen zu Aldershot, eine Locomotivbahn im
Betriebe war, welche von dem bekannten Ingenieur Fell,
dem Erbauer der Bergbahn über den Mont-Cenis, construirt und ausgeführt wurde
und auf vollständig analogem Grundgedanken beruhte.
45. Rider's calorische Maschine.
(Fig. 12
und 13. [d/1].)
Die Figuren 12
und 13
stellen eine neue Form von calorischen Maschinen dar, welche speciell für Pumpwerke
geeignet erscheint und als solche schon mehrfache Verwendung gefunden hat. Sie
besteht aus einem Arbeitscylinder A und einem
Compressionscylinder B, ersterer in einem Feuerraum
eingesetzt zur Temperaturerhöhung der zur Arbeit gelangenden Luft, letzterer mit
einem Wassermantel E umgeben, durch welchen alles von
der Pumpe P (Fig. 12) angesaugte
Wasser durchgetrieben wird. In den beiden Cylindern bewegen sich die Plungerkolben
C und D, welche derart
eingerichtet sind, um der abzukühlenden bezieh. zu erwärmenden Luft eine möglichst
große Oberfläche zu gewähren; zu demselben Zwecke ist in dem Arbeitscylinder noch
ein zweites Rohr G eingesetzt. Zwischen Arbeitscylinder
und Compressionscylinder ist ein aus zahlreichen dünnen Plättchen bestehender
Regenerator H angebracht, am Fuße des
Compressionscylinders ein Luftventil L, um Verluste
durch Undichtheiten zu ersetzen, da immer dasselbe Luftquantum wieder und wieder
verwendet wird. Die Bewegungsübertragung geschieht durch direct an den Kolben
angebrachte Treibstangen auf die um 90° versetzten Kurbeln der
Schwungradwelle, die Bewegung der Pumpe unmittelbar von dem Kolben des
Compressionscylinders aus. Auf der Schwungradwelle sitzt auch ein Schnurlauf für den
Regulator, dessen Disposition aus Figur 12 ersichtlich
ist.
Nach dieser Darstellung der einzelnen Bestandtheile wird die Wirkungsweise der
Maschine leicht verständlich. Für die höchste Stellung des Compressionskolbens steht
der Arbeitskolben auf Mitte Hub und erreicht bei der nun folgenden Viertelumdrehung
seine tiefste Stellung, während der Compressionskolben auf Mitte Hub herabgelangt
und dabei die Luft in der Maschine auf etwa 1/3 ihres frühern Volums comprimirt. Bei
dieser Viertelumdrehung findet somit keine Arbeitsleistung, sondern Entnahme der im
Schwungrad aufgespeicherten Kraft statt.
Bei der nächsten Viertelumdrehung im Sinne des Pfeiles gelangt der Compressionskolben
in die tiefste Stellung, der Arbeitskolben auf Mitte Hub, und die unter ersterm
befindliche Luft strömt ohne weitere Compression dem aufsteigenden Arbeitskolben
nach, wird aber dabei durch das Passiren der von früher erwärmten Plättchen des
Regenerators, sowie beim Durchgang zwischen dem ringförmigen Raume, der durch die
Wandungen von A und G
gebildet ist, erwärmt, expandirt und gibt somit Arbeit an den Arbeitskolben D ab.
Bei der dritten Viertelumdrehung erreicht der Arbeitskolben bei größter Expansion der
nun völlig erwärmten Luft seinen höchsten Stand unter gleichzeitiger
Arbeitsverrichtung; ein Theil der Luft strömt jedoch dem Compressionskolben nach,
welcher jetzt gleichfalls nach aufwärts steigt. Die Kurbeln der Maschine stehen
hierbei in der Stellung der Figur 12, die mit
Arbeitsleistung verbundene halbe Umdrehung ist beendet.
Bei der letzten Viertelumdrehung, welche noch zu machen ist, um die Kolben wieder in
ihre Anfangsstellung zu bringen, erreicht der Compressionskolben den höchsten Stand,
der Arbeitskolben geht auf Mitte Hub nach abwärts und drängt dabei die erwärmte Luft
durch den Regenerator, wo sie ihre meiste Wärme abgibt, nach dem
Compressionscylinder B, wo sie durch den Wassermantel
völlig abgekühlt wird und wieder auf ihre Anfangsspannung, gleich der äußern Luft,
gelangt.
Auf diese Weise findet bei einem Spiel der Maschine nach einander in je einem
Viertelhube volle Arbeitsleistung, halbe Arbeitsleistung, halbe Kraftabgabe, endlich
volle Kraftabgabe statt, die Summe der letztern beiden Werthe selbstverständlich um
den Betrag der nutzbar gemachten Heizkraft geringer als die Arbeitsleistung der
beiden ersten Perioden. In Folge dieser successiven Uebergänge ist wohl erklärlich,
daß die Maschine ruhig und günstig arbeitet und eine hohe Tourenzahl erreichen läßt,
wie wir dies bei der im dritten Kesselhause als Speisepumpe im Betrieb befindlichen
Maschine beobachten konnten. Bei derselben war kein Regulator angebracht, während
die mit einem Regulator versehene, in der Maschinenhalle von der Firma Rider, Wooster und Comp. in
Walden, N.-Y. ausgestellte Maschine nicht in Betrieb gesetzt wurde, so daß wir über die
Wirksamkeit der Regulirvorrichtung kein Urtheil abgeben können. Die Wirkungsweise
des Regulators besteht darin, daß er bei erhöhter Geschwindigkeit in dem
Compressionscylinder ein Ventil öffnet, durch welches die warme comprimirte Luft
austreten kann und statt derselben beim Aufgange des Kolbens kalte Luft durch das
Ventil L nachströmt. Es erfolgt somit im eigentlichsten
Sinne Arbeitszerstörung zum Zwecke der Geschwindigkeitsregulirung.
46. Selbstschmierende Mineralliderung
von C. O. Gehrckens in Hamburg. (Fig. 14 [a/4].)
Die mehrseitig schon eingeführte Packung besteht aus einem Asbestgewebe, das im
Innern mit einem mineralischen Fette gefüllt ist. Die so hergestellte
Verpackungsschnur wird in der aus Figur 14 ersichtlichen
Weise um die Kolbenstange gelegt, durch mäßiges Anziehen der Stopfbüchse
abgedichtet, und erhält sich selbstschmierend ohne jeden Aufwand für Schmierung der
Kolbenstange durchschnittlich ein halbes Jahr hindurch.
47. Dampfkessel von Ch. D. Smith. (Fig. 15 [b/4].)
Der Erfinder verspricht eine Ersparniß bei Anwendung seiner Verbesserung von 15 bis
75 Proc., oder entsprechende Erhöhung des gelieferten Dampfquantums, „oder
in einigen Fällen beide Vortheile gleichzeitig“, was einer Ersparung
von 86 Proc. entsprechen würde. Aber noch mehr, er erbietet sich auch, seine
Verbesserung, für deren Anbringung an einem Kessel von 1m,300 Durchmesser 500 Dollars (etwa 1850
M.) berechnet wird, auf eigene Kosten an jedem Kessel anzubringen, wenn er den
Betrag der Kohlenersparniß für zwei Jahre zugesichert erhält.
Ein nettes Modell dieser Erfindung war in der Maschinenhalle ausgestellt, im
thatsächlichen Betrieb konnte man sie im dritten Kesselhause bei einem 100e-Kessel sehen, wo sie anstandlos
fungirte, – mit welchem Resultate können wir freilich nicht bestimmen, da bis
jetzt noch keine Mittheilungen über Heizversuche bekannt wurden.
Wie aus Figur
15 hervorgeht, soll die Ersparung dadurch erzielt werden, daß die
Feuerbrücke, die Seitenwände des Heizraumes und der Boden des Feuerzuges durch
Heizfläche ersetzt wird, indem in die aus Gußeisen hergestellte Feuerbrücke das
Wasser eintritt, von hier nach dem hintern Kessel durch einen Zug schmiedeiserner
Rohre strömt, während seitlich vom Heizraum eine Reihe gußeiserner Kolben angebracht
ist, durch welche gleichzeitig eine Wasserströmung erfolgt. Dieselben bilden
nämlich, in ihrem untern Theil zusammen verbunden, ein Rohr, das über der Heizthüre in den Kessel
mündet, welcher in der Skizze als Röhrenkessel mit Retourröhren gedacht ist und
oberhalb des Rostes den Kamin angebracht hat. Um dabei dem Dampf, welcher sich in
den Kolben entwickelt, sofortigen Austritt zu gestatten, sind dieselben in ihrem
obern Theile durch ein Sammelrohr direct mit dem Dampfdom verbunden.
Auf diese Weise erzielt der Erfinder eine äußerst effective Heizfläche von 15 bis
25qm, welche zunächst die Leistung des
Kessels vergrößert, eine bessere Ausnützung der Wärme ermöglicht und eine lebhafte
Circulation des Kesselwassers hervorbringt; – alle diese Vortheile lassen
sich jedoch auf einfachere Weise und ohne die zahlreichen Verbindungen
verschiedenartigster Bestandtheile durch Anwendung eines jeden guten Röhrenkessels
mit Innenfeuerung erzielen.
48. Judson's verbesserte Planscheibe für
Drehbänke. (Fig. 16 und 17. [c/2.])
Eine größere Anzahl von Universalplanscheiben für Drehbänke sind ausgestellt, zumeist
aber ist deren Einrichtung nicht neu und bereits in frühern Publicationen
beschrieben. Die Planscheibe von Horton and Sons in Windsor Locks, Connecticut, wird mit vielem
Applomb als amerikanische Erfindung gepriesen, ist aber bereits 1862 von dem Belgier
Barassin patentirt und in diesem Journal, * 1864 173 85 veröffentlicht worden. Es mag daher nur kurz
erinnert werden, daß hier die Schraubenspindeln der vier Spannbacken an ihrem
äußersten Ende je ein kleines Kegelrad aufgefräst haben, welche gemeinschaftlich in
ein größeres Kegelrad greifen, das in den Umfang der Planscheibe als frei
beweglicher Ring eingelegt ist. Die Schraubenspindeln ragen mit angearbeitetem
Vierkant aus dem Gehäuse heraus und werden in gewöhnlicher Weise mittels
Rohrschlüssel angezogen; der gezahnte Ring vermittelt dabei beim Anziehen einer
beliebigen Schraubenspindel die gleichzeitige Bewegung aller übrigen.
Eine andere Universalplanscheibe, System Westcott, ist
gleichfalls schon beschrieben (vgl. * 1874 211 415); die
concentrische Bewegung der Spannbacken erfolgt hier durch Drehung einer mit
spiralförmiger Ruth versehenen Scheibe, in welche die Zähne der Spannbacken
eingreifen.
Beide Universalscheiben kosten mit drei Spannbacken für Arbeitsstücke bis 300mm Durchmesser 44 Dollars (etwa 160
M.).
Reid's Drehbankfutter, bei welchem die drei Spannbacken
durch Drehung einer Schraubenspindel mit rechtem und
linken Gewinde gleichzeitig radial verschoben werden, ist auch schon bekannt (vgl. *
1874 214 370).
Dagegen ist als Novität Judson's verbesserte Planscheibe
anzuführen, welche in den Fig. 16 und 17 dargestellt
ist. Bei derselben sind die drei Spannbacken unabhängig von einander, und die
„Verbesserung“ besteht darin, daß gleichzeitig mit dem
Anziehen der Bewegungsschraube der Spannbacken nicht blos nach innen, sondern auch
fest gegen die Oberfläche der Scheibe gepreßt wird und damit ein sicheres Einspannen
selbst nach eingetretener Abnützung gestattet. Dies wird dadurch erreicht, daß die
Mutter, auf welche die Schraube einwirkt, ihre Bewegung auf den Spannbacken mittels
einer Keilfläche überträgt (Fig. 17) und somit außer
der radialen Kraftwirkung noch eine Componente normal zur Oberfläche der Planscheibe
hervorbringt. Um beim Rückgange der Schraube den Spannbacken mitzunehmen, ist ein
Stift in derselben angebracht.
49. Westcott's Bohrkopf. (Fig. 18 [c/4].)
Anschließend an die oben erwähnte große Ausstellung von Westcott'schen
Universalplanscheiben wurde unter dem passenden Namen „little giant, kleiner Riese“ eine nette
Einspannvorrichtung für Bohrer vorgeführt. Dieselbe besteht aus zwei Spannbacken
(Fig.
18), welche mit rechtwinklig gekreuzten Zähnen einander übergreifen, und,
gleichzeitig gegen einander vorrückend, das vierkantige Ende des Bohrers genau
centrisch festklemmen. Diese Einspannfutter werden von der Firma Hill, Clark und Comp. in
Boston (Massachusetts) verkauft und kosten für Bohrer bis zu 13mm Stärke 9 Dollars (33 M.), für Bohrer bis
26mm Stärke 10 Dollars (37 M.).
50. Powell's Schmierbüchse für
Dampfcylinder. (Fig. 19 bis 21. [b/3].)
Diese Schmierbüchse ist auf dem bekannten CondensationssystemVgl. die Citate 1876 221 291. basirt und ist nur wegen einiger gelungener Details bemerkenswerth. Der
Dampf steigt durch die verticale Bohrung auf und lüftet das die Oeffnung
verschließende Ventil, um sich dann im obern Theil der Schmierbüchse zu condensiren,
worauf das vom Wasser gehobene Schmiermaterial durch dasselbe Ventil in den Cylinder
geführt wird. Das Ventil hat nur eine kleine Bohrung, welche schief nach innen zu
gerichtet ist; je höher es somit gehoben wird, desto rascher findet die Condensation
und um so leichter die Zuführung des Oeles statt. Man kann daher den Betrag der
Schmierung genau reguliren, indem man die in Figur 21
herausgezeichnete federnde Schraubenhülse, welche dem Ventil als Anschlag dient,
höher oder niederer stellt.
Eine weitere Eigenthümlichkeit ist die Anordnung des Deckels, der in Fig. 19 und 21 dargestellt
ist und aus einer gleichfalls federnden Schraubenhülse besteht, welche in der Mitte
durch ein Scharnier getheilt ist und aufgeklappt werden kann. Es wird dadurch der
Vortheil erreicht, daß der Arbeiter beim Schmieren den Deckel nicht ganz zu
entfernen braucht, sondern denselben nur einige Gänge aufzudrehen hat und dann
aufklappen kann, während durch Anziehen der Schraube dampfdichter Verschluß
hergestellt wird.
Der Griff H (Fig. 19) dient zum
Absperren des Dampfzutrittes, h zum Ablassen des
Condensationswassers.
51. Rohre mit Glasfutter. (Fig. 22 und
23. [c/1].)
Alle zu Wasserleitungszwecken benützten Rohre haben, nach den Ausführungen der
„Glas-Lined-Pipe-and-Tube-Company“
(548 Pearl Street, New-York) einen oder den andern Uebelstand. Eisenrohre
rosten und sind unter dem Einflusse der Kälte dem Zerspringen ausgesetzt, Bleirohre
sind giftig und dienen außerdem den Ratten zur Speise, verzinnte Bleirohre werden
durch galvanische Einflüsse zerstört, mit Kautschuk ausgekleidete Eisenrohre
ertheilen dem Wasser einen schwefligen Geschmack u.s.f. (Vgl. F. Fischer 1876 219 454. 522.)
„Unsere“ Rohre aber sind mit Glas ausgefüttert, mit einer
Zwischenlage von gebranntem Gyps geschützt und haben sich durch vier Jahre
„unbemerkter aber ausgedehnter“ Versuche bewährt.
Die Zeichnungen Fig.
23 und 24 zeigen diese neue Erfindung, und es ist immerhin interessant, daß so
etwas überhaupt fabriksmäßig dargestellt werden kann und zu Preisen, die einen Markt
finden. Es muß auch zugegeben werden, daß Glas selbstverständlich das beste Material
zur Leitung von Flüssigkeiten ist; wie aber bei größern Temperatursdifferenzen die
Zwischenlage von Gyps einen Ausgleich zwischen den um 50 Proc. verschiedenen
Ausdehnungscoefficienten von Glas und Eisen bewirken kann, ist ebenso unerklärlich
als der angeblich dadurch erzielte Schutz gegen den Einfluß des Frostes; und die
Verbindung endlich der einzelnen Theile „durch Bestreichen der Glaskanten
mit Cement“ kann doch wohl nur für ganz geringe Druckhöhen genügen.
Ein stärkeres Anziehen der Schraube muß aber unfehlbar das Zerspringen des
Glasfutters zur Folge haben, worauf dann die Hausbewohner statt der langsamen
Vergiftung durch Bleirohre einem etwas raschern Ende entgegensehen dürften.
52. Verbesserter Riemenspanner von
F. L. und W. Spieß in
New-York. (Figur 24 [c.d/4].)
Der zu spannende Riemen wird an den beiden Enden mittels Klemmschrauben zwischen je
zwei Platten festgeklemmt und diese selbst durch die beiderseitig angebrachten
Rollenflaschenzüge zusammengezogen. Dadurch wird eine große Kraftäußerung ermöglicht
und die Arbeit des Nachziehens der Riemen ungemein erleichtert. Der Preis des
Apparates beträgt für 150mm breite Riemen 6
Dollars (22 M.) und für jeden Zoll (25mm)
zunehmender Breite 1 Dollar mehr.
53. Bourdin's Fußtrittbewegung für
Nähmaschinen. (Fig. 25 bis 27. [a/3].)
Verschiedene kleine Motoren, theils mit Elektricität, theils mit Druckwasser
betrieben, waren auf der Ausstellung erschienen, um den Ersatz der menschlichen
Arbeit durch Maschinenkraft zum Betriebe der Nähmaschinen darzustellen. Schon lange
sind diese Versuche auf der Tagesordnung und haben manche geistreiche und
vortreffliche Lösung des Problems hervorgebracht (vgl. Schmid's Motor für Nähmaschinenbetrieb * 1875 215 15), ohne daß jedoch jemals an eine allgemeine Anwendung irgend einer
derartigen Maschine gedacht werden konnte. Wir halten daher auch die fortwährenden
Versuche nach Vervollkommnung auf diesem Gebiete für absolut nutzlos, nachdem für so
kleine Kräfte nur durch eine Centralisirung der
KraftquelleWie dies eventuell durch eine billige Druckwasser- oder Luftleitung
erzielbar wäre. (Vgl. 1876 222 185. 280.), sonst aber auf keine andere Weise ein ökonomischer Ersatz der Menschenkraft
gefunden werden kann.Kürzlich hat „Das Freie Deutsche
Hochstift“ in Frankfurt a. M. eine erneute Preisausschreibung der
Bauer-Hofmann-Stiftung auf Erfindung eines geeigneten
Motors zur Bewegung der Nähmaschine erlassen. Die Bewerbungen sind
bis zum 20. Juni 1877 an die Verwaltung des Freien Deutschen Hochstiftes
einzusenden.Die Red.
Es erscheint daher rationeller, statt dessen eine Verbesserung der Art und Weise menschlicher Kraftabgabe bei Nähmaschinen,
kleinen Handdrehbänken und ähnlichem zu erstreben, und dies in gelungener Weise
durchgeführt zu haben, ist ein unbestreitbares Verdienst des Franzosen Bourdin, dessen „magisches Pedal“
als eine epochemachende Verbesserung der Nähmaschinen bezeichnet werden muß. Der
dabei verwendete Frictionsmechanismus ist dagegen schon vor einigen Jahren in
ähnlicher Weise bei Gill's Bohrratsche (* 1873 210 436. * 1874 213 7) bekannt
geworden.
Das „magische Pedal“ ist in Figur 25 in der
Gesammtansicht seiner Anwendung bei Nähmaschinen, in Fig. 26 und 27 in den
Details der Frictionskupplung dargestellt. Der Antrieb erfolgt durch ein Seil, das
mit seinem einen Ende an einen Fußtritt f befestigt ist
(Fig.
25), von hier aus über eine auf der Schwungradwelle w frei bewegliche Trommel t gewickelt wird,
von dieser weg über die Lauftolle l geführt, um die
zweite Trommel t' gewunden und endlich an dem zweiten
Fußtritte f' befestigt ist. Es geht somit der eine
Fußtritt herauf, wenn der andere hinab geht; in Folge dessen findet eine abwechselnd
hin- und hergehende Bewegung beider Trommeln t
und t' statt. Dieselbe erfolgt stets in
entgegengesetzter Richtung zu einander, und es erübrigt nur zu zeigen, in welcher
Weise diese oscillirende Bewegung der Trommeln in die continuirlich rotirende der
Schwungradwelle w umgesetzt wird. Zu diesem Zwecke
befindet sich auf letzterer, zwischen den beiden beweglichen Trommeln festgekeilt,
eine feste Scheibe s, über welche der Antriebsriemen
gespannt ist. In diese Scheibe ragen zwei mit Blechplatten armirte Holzscheiben h herein, von denen die eine mit der Trommel t, die andere mit t' fest
verbunden ist. Die Holzscheiben sind mit Einschnitten versehen, deren Form aus Figur 26 klar
ersichtlich ist; innerhalb der Einschnitte und zwischen den Blechplatten und der
innern Fläche des Laufkranzes der Scheibe s
eingeschlossen liegen sechs Kugeln aus Hartgummi, welche die abwechselnde Kupplung
der Holzscheiben h und h'
und damit der Trommeln t und t' mit der Festscheibe s vermitteln.
Dreht sich nämlich die Scheibe h in dem Sinne des Pfeiles
der Figur 26,
so werden die auf der linken Seite befindlichen Kugeln durch ihre Schwere nach
abwärts fallen, zwischen dem Kranz der Scheibe s und dem
Zahn der Scheibe h eingeklemmt und übertragen so die
Bewegung der letztern auf die Schwungradwelle. Geht jedoch die Schnur nach aufwärts
und die Scheibe h im entgegengesetzten Sinne, so rollen
die Kugeln in den Einschnitten zurück und keine Kraftübertragung findet auf dieser
Seite der Scheibe s statt; gleichzeitig bewegt sich aber
auf der andern Seite die zweite Scheibe h' im selben
Sinne, wie früher h, und nimmt daher durch einen ganz
identischen Mechanismus die Schwungradwelle weiter in derselben Richtung mit.
Die Bewegung der Maschine erfolgt somit ohne jede Schwierigkeit und ohne die
geringste Uebung des daran Arbeitenden zu bedingen, nachdem ein todter Punkt nicht
existirt, und ein Rückdrehen der Welle durch die Fußtrittbewegung geradezu unmöglich
wird. Die Größe des Ausschlages der Tritte läßt sich dadurch reguliren, daß man die
Angriffspunkte des Seiles an den Fußtritten näher oder weiter vom Drehungspunkt derselben verschieben
kann; plötzliche Arretirung der Bewegung wird durch eine Bremse möglich gemacht, die
mittels des Knies an das Schwungrad angedrückt werden kann.
54. Der Mohawk-Feuerhydrant.
(Figur 28
[d/4].)
Bemerkenswerth bei demselben ist die Vorrichtung zum Entleeren des Standrohres,
sobald das Ventil geschlossen ist. Zu diesem Zwecke befindet sich knapp oberhalb des
Ventilsitzes eine Auslauföffnung, welche durch ein Ventil verschlossen werden kann,
das bei geschlossenem Hydranten in gehobener Stellung gehalten wird. Sobald sich
jedoch bei Oeffnung des Hydranten die Ventilplatte nach abwärts bewegt, schließt
sich das Ablaufventil unter dem Einflusse der aus Figur 28 ersichtlichen
Feder. Die unten quadratische Ventilspindel ist in einem Ansatze an das Ablaufrohr
geführt und wird durch eine lange Hülse mit Muttergewinde auf und nieder bewegt; die
Abdichtung erfolgt dadurch, daß sich das mit weichem Metall gefütterte Ventil in das
abgekantete Ende des Standrohres einpreßt. Bei Reparaturen läßt sich das Standrohr
sammt dem Ventile von oben her aus dem Kniestutzen herausschrauben, wobei jedoch,
zum Unterschied von den früher (* 1876 221 297)
beschriebenen Hydranten, vorher die Leitung abgesperrt werden muß.
55. Follansbee's Schraubenpumpe.
(Figur 29
[d/3].)
Das Wasser wird von zwei Schraubenwellen in verticale Bewegung nach aufwärts
gebracht, deren Flügel in der aus der Abbildung ersichtlichen Weise gegen einander
versetzt sind. Durch die Anwendung der zweiten Welle soll bei kleinerer
Umdrehungsgeschwindigkeit das Förderquantum erhöht und die Lieferung eines
constanten Strahles ermöglicht werden, wie dies bei den ausgestellten Pumpen dieses
Systemes thatsächlich der Fall war. Der Umtrieb der Wellen erfolgt durch Riemen; bei
größern Dimensionen findet directer Antrieb mittels einer kleinen Dampfmaschine
statt, welche auf die abgekröpften Enden der beiden Propellerwellen wirkt.
56. Raddin's elastischer
Schienenstuhl. (Fig. 30 und 31. [d/4].)
Bei der allgemeinen Verbreitung und billigen Herstellung des Kautschuks in Amerika
kann es nicht überraschen, denselben auch zur Verwendung im Bahnoberbau
vorgeschlagen zu sehen, wie dies bei dem Raddin'schen
Schienenstuhle geschieht. Zur Vermeidung der an den Schienenstößen besonders
fühlbaren Erschütterungen soll hier auf dem Schienenstuhl eine Kautschukplatte
gelegt und mittels einer darüber geschraubten Platte geschützt werden. Auf letztere kommen
die beiden Schienenenden und werden mittels darüber geschraubter Laschen befestigt.
Dabei sollen die Muttern der Bolzen keiner Arretirung bedürfen, da sie durch die
Federkraft des Kautschuks gespannt erhalten bleiben.
Bei dieser Gelegenheit möge auch eine Vorrichtung zur Verstärkung der Schienennägel Erwähnung finden, welche unseres Wissens bis
jetzt noch nicht bekannt ist. Sie besteht, wie aus Fig. 32 und 33. [a/4] ersichtlich, aus einer Pratze, welche mit zwei
vorstehenden Zinken in die Schwellen greift und gleichzeitig mit dem Schienennagel
eingeschlagen wird. Derselbe erhält dadurch bedeutend größere Widerstandskraft, um
das seitliche Ausweichen der Schienen zu verhindern. Statt des Nagels ist auch, wie
auf der linken Seite der Figur 33 ersichtlich, ein
Schraubenbolzen vorgeschlagen, welchem dadurch besondere Qualität gegeben sein soll,
daß das Gewinde in rothwarmem Zustande durch Walzen eingepreßt ist.
57. Raddin's elastisches Wagenrad.
(Fig. 34
und 35. [c.d/3].)
Von demselben, vielfach auf der Ausstellung vertretenen Erfinder, welcher den
elastischen Schienenstuhl u.a.m. construirte, ist auch das elastische Wagenrad
ausgestellt, welches in Fig. 34 und 35 gezeichnet
ist. Das Rad ist in drei Theilen aus Gußeisen hergestellt: die Scheibe mit dem
gehärteten Laufkranz und die zweitheilige Nabe, welche beiderseits auf die Scheibe
geschoben und durch Schraubenbolzen festgehalten wird. Zwischen dem breiten, die
Scheibe nach innen abschließenden Ringe und den Nabentheilen, sowie zwischen diesen
und den beiden Wänden der Scheibe in dem Bereiche der Schraubenbolzen sind
Kautschukringe eingelegt und möglichst stark comprimirt. Hierdurch erhält das Rad
eine Elasticität, welche das störende Geräusch beim Fahren vermindert und die
Uebertragung von Stößen auf die Achsen mildert.
So unconstructiv dieses im J. 1867 zum ersten Mal patentirte Rad aussieht, so hat es
doch auf verschiedenen amerikanischen Bahnen theilweise Verwendung gefunden und so
günstige Resultate ergeben, daß die Fabrikanten, die
„Raddin's-Elastic-Car-Wheel-Company“,
für ihre Räder eine Lebensdauer von 120000km garantiren.
(Fortsetzung folgt.).