| Titel: | Die Jute und ihre Verarbeitung; von Ingenieur E. Pfuhl, Lehrer am Polytechnicum in Langensalza. |
| Autor: | E. Pfuhl |
| Fundstelle: | Band 222, Jahrgang 1876, S. 573 |
| Download: | XML |
Die Jute und ihre Verarbeitung; von Ingenieur E. Pfuhl, Lehrer am Polytechnicum in
Langensalza.
Mit Abbildungen.
(Nachdruck vorbehalten.)
(Fortsetzung von S. 437 dieses Bandes.)Wir unterbrechen durch Einschaltung des Abschnittes
„Abfälle“ den regelmäßigen Gang dieser Abhandlung, um
den auf Tafel V bereits erschienenen Zeichnungen
der Abfallverarbeitungsmaschinen den betreffenden Text noch im gleichen Bande
beizugeben.D. Red.
Pfuhl, über die Jute und ihre Verarbeitung.
d) Abfälle, deren Verwendung und
Verarbeitung. Bei der Verarbeitung der Jute bilden sich eine Reihe von
Abfällen, deren möglichst vortheilhafteste Verwendung nicht unwesentlich auf die
Einnahmen eines Etablissements von Einfluß ist. Es handelt sich entweder darum, die
Abfälle passend wieder in den Spinnproceß einzufügen, oder sie einer besondern
Zubereitung zu unterwerfen, wodurch sie für verschiedene andere Industriezweige
verwendbar, also verkäuflich werden. Die Verwendung der Abfälle hängt einerseits von
ihrer Natur, anderseits aber von dem Preise derselben und davon ab, in welcher Form
sie beim Verkaufe von dem Käufer gewünscht werden. Sinkt z.B. zeitweise der Preis
für Abfälle, so daß deren Herstellung resp. Zubereitung nicht mehr lohnt, so muß das
Bestreben des Fabrikanten darauf gerichtet sein, möglichst wenig Abfall überhaupt zu
erzeugen und ihn durch veränderte Zubereitung in eine Form überzuführen, in welcher
er sich entweder dem Spinnprocesse wieder einfügen, oder sich einer gangbaren,
leicht verkäuflichen Abfallsorte zusetzen läßt. Anderseits kann es bei hohen Preisen
für Abfälle unter Umständen sogar rentabel sein, möglichst viel Abfall sich bilden
zu lassen, denselben also geradezu zu produciren. Es geht hieraus wohl schon hervor,
daß die Verwerthung der Abfälle mehr oder weniger rein localer Natur ist, und daß
ein und derselbe Abfall unter Umständen sehr verschiedenen Bearbeitungen unterworfen
werden muß, damit er für verschiedene Zwecke brauchbar wird. Es ist deshalb nicht
möglich, allgemein giltige Vorschriften oder Berichte über die Verwendung und
Verarbeitung der Abfälle zu geben; auch wird die Anführung statistischer Zahlen nur
geringen Werth haben, da ja die Bildung der Abfälle zu verschiedenen Zeiten sehr
verschieden sein kann, sowie auch jeweilig geänderte Umstände – wie das durch
den Thran vermehrte Gewicht der Garne und Abfälle, die Sorte des verarbeiteten
Materials, die Witterung u.s.w. – mitsprechen, die sich in Zahlenwerthen nur
schwer – oder gar nicht – berücksichtigen lassen.
Um aber wenigstens eine allgemeine Uebersicht über die Behandlung der Abfälle zu
gewinnen, wollen wir uns mit ihrer Natur vertraut machen und sie zunächst in der
Form kennen lernen, in welcher sie sich bei dem Spinnprocesse bilden; alsdann wollen
wir der Verarbeitung derselben zu Verkaufszwecken (der Abfallfabrikation) nur
nebenher gedenken, uns hingegen besonders mit der Art und Weise bekannt machen, wie
sie – soweit dies überhaupt möglich ist – wieder in den Spinnproceß
eingefügt werden können. Herrscht doch gegenwärtig in der Praxis das Bestreben,
möglichst wenig Abfall zu Verkaufszwecken entstehen zu lassen.
Man kann deutlich folgende Gruppen von Abfällen unterscheiden:
I)Abfälle – welche vor dem Spinnprocesse
entstehen und als Emballage der ersten rohen Jute gedient haben. Hierzu gehören: a) die Jutestricke, welche die
Ballen umschnüren und sie zusammen halten; b) die Markenlappen.
II)Abfälle – welche gebildet werden, um eine
Jutesorte in ihrer Qualität zu verbessern, oder durch Unachtsamkeit der
Arbeiter, durch augenblicklichen schlechten Zustand der Maschinen, oder durch
andere Zufälligkeiten in sehr wechselnder Menge entstehen, und die ohne
besondere Behandlung direct wieder in den Spinnproceß eingefügt werden können.
– Es sind dies folgende Abfälle: a) abgehauene oder geschnittene,
oder abgeschnippte Wurzelenden (Schnippheede); b) abgerissene Bänder von den Karden, den Streckmaschinen und
der Spindelbank.
III)Abfälle – welche von der Art der Maschine und
der Einwirkung derselben auf das Rohmaterial abhängen. Sie bilden die Abfälle im engern Sinne,
die eigentlichen Fabrikationsabfälle, welche eine
Verminderung des Garnquantums bewirken. Diese Abfälle wollen wir mit willkürlich
gewählten Namen bezeichnen und können alsdann unterscheiden: 1)Kardenabfall – wie er sich bei dem
Krempelproceß bildet und unter den Karden ansammelt. Derselbe besteht
aus abgeschiedenen kürzern Fasern, aus starken Wurzelenden, aus
Stengeltheilchen, aus Schmutz und Sand etc., und aus zufällig mit
herabgefallenen längern Fasern. Es ist dieser Abfall – wie
erklärlich – verschieden, je nachdem er sich bildet a) bei der Vorkarde oder b) bei der Feinkarde.2)Spinnabfall – bestehend aus ganz
kurzen flaumenhaarähnlichen, feinen Fäserchen. Es bildet sich derselbe
durch die Einwirkung der Streckwerke auf das Material und durch den
Vor- und Feinspinnproceß als feiner Flugabfall. Derselbe findet
sich im
erstem Falle unter den Streckwerken der Streckmaschinen und der
Spindelbänke, im zweiten zwischen den Maschinengestellen der
Spindelbänke und der Feinspinnmaschinen. Er bildet sich aber auch in der
Weberei, z.B. bei den Webstühlen durch das Reiben der Riete an den
Kettenfäden, sodann aber auch bei fast sämmtlichen
Vorbereitungsmaschinen zur Weberei und besonders bei den
Schermaschinen.3)Rove-Abfall – d. s.
abgerissene, fehlerhafte Vorgarnfäden. Derselbe entsteht bei den
Spindelbänken und bei den Feinspinnmaschinen.4)Guter Kehrabfall der Feinspinnerei –
enthält abgerissene fertige Garnfäden und abgerissene und zufällig
herabgefallene Vorgarnfäden, nebst etwas Spinnabfall, Schmutz und
Staub.5)Reiner Fadenabfall – besteht nur aus
fertigen, aber wirr durch einander liegenden, längern und kürzern
Garnfäden und bildet sich hauptsächlich bei dem Zwirnen, dem Weisen, dem
Copen und bei verschiedenen andern Arbeiten der Weberei.6)Ordinärer Kehrichtabfall – stammt der
Hauptsache nach aus den Vorspinnräumen und besteht aus kurzen, mehr oder
weniger schmutzigen Fasern, wie sie bei der Reinigung der Streckwerke
und der Maschinen überhaupt zu Boden fallen, sodann aber aus Lappen und
aus Fadenabfällen, die zum Abwischen der öligen Maschinentheile bei dem
Putzen derselben gedient haben.
Zur Verarbeitung der Abfälle verwendet man den Reißwolf (Teazer), die
Abfallreinigungsmaschinen (Schüttelmaschinen) und die Abfall- oder
Teazer-Karde, deren Beschreibung nach Besprechung der Behandlung der Abfälle
erfolgen soll, soweit dies nicht bereits geschehen.
Verwendung der unter I angeführten Abfälle. Schon bei
Besprechung des Einlegeprocesses wurde (S. 140) erwähnt, daß die Jutestricke und
Markenlappen gesammelt werden und als erster Abfall zurück in das Magazin wandern.
Während nun die Lappen eine weitere Behandlung nicht erfahren, sondern als
ordinärstes Verpackungsmaterial u.s.w. zur Verwendung kommen, müssen die Stricke
zunächst durch Handarbeit zur weitern Verarbeitung auf den Maschinen tauglich
gemacht werden. Die Stricke, bestehend aus langen Jutefasern von ordinärer Qualität,
sind aus 4 bis 6 einzelnen – zusammengedrehten und alsdann
zusammengeflochtenen – oder wiederum durch Drehung vereinigten, etwa
fingerdicken Litzen hergestellt und gewöhnlich vielfach verknotet. Es werden
dieselben zunächst durch Handarbeit außerhalb der Fabrik aufgeknotet, sodann
– um die einzelnen Litzen frei zu machen – aus einander geflochten oder
aufgedrehtErnst Reuß und Comp. in
Manchester liefern besondere Maschinen zum Oeffnen dieser Stricke, durch
welche die Handarbeit überflüssig wird. Da dieselben aber nur für die
Etablissements von besondern Werth sind, die sich vorzüglich mit der
Verarbeitung von Stricken befassen, so ist deren Beschreibung hier nicht
gegeben., und hierauf in Längen von etwa 2 1/2 Fuß (765mm) zerschnitten, parallel neben einander
gelegt, zu etwa 20k schweren Bündelchen
vereinigt und zusammengebunden. Hat sich in dieser Weise eine genügende Anzahl
angesammelt, so gehen sie zurück in das Vorbereitungshaus, werden dort in
Einlegefächern ausgebreitet, mit Wasser und Thran besprengt und in derselben Weise
wie lange Jute aufgeschichtet liegen gelassen und sodann dem Quetsch- oder
Softeningprocesse unterworfen. Nunmehr können die Stricke direct auf dem
Auflegetuche der gröbsten Vorkarde ausgebreitet, auf derselben bearbeitet und zu
groben Nummern 1/4 bis 2 versponnen werden.
Um aber einerseits den Beschlag der Vorkarde möglichst zu schonen und anderseits aus
den bei Besprechung des Krempelprocesses erwähnten Rücksichten – wenn es sich
nämlich um Zufügung eines kürzern Fasermaterials handelt – ist es besser, die
Stricke vorher über den schon beschriebenen Reißwolf (Teazer) gehen zu lassen,
dieselben also zu Heede zu zerreißen und sie erst in diesem Zustande der Vorkarde zu
übergeben. Man verarbeitet die Stricke entweder allein, oder mit anderer langer,
ordinärer und bastiger Jute gemischt, – oder mit kurzem Abfall, der aber am
besten erst auf der Feinkarde zugesetzt wird. Sind die Preise für Jutestricke
niedrig, so lohnt auch deren Ankauf von den Baumwollspinnereien, wo sie ebenfalls
als Umschnürungen der Ballen abfallen; hingegen kann auch bei hohem Preise der
Stricke es sogar lohnender sein, sie zu verkaufen; doch überschreiten wohl weitere
derartige Auseinandersetzungen den Rahmen dieser Arbeit.
Verwendung der unter II angeführten
Abfälle. Die abgehauenen Wurzelenden als solche, oder die Schnippheede,
werden wie die Stricke zu den niedersten Garnnummern verarbeitet und auf den
Zuführungstisch der betreffenden Vorkarde ausgebreitet. Stammen die abgeschnippten
Wurzelenden von den besten Jutesorten, so ist auch deren Verarbeitung zu einer
höhern Nummer oder bessern Qualität zulässig.
Die andern, sich zufällig bildenden Abfälle – wie abgerissene Bänder der
Karden u.s.w. – werden stets der Feinkarde, welche die betreffende Sorte
verarbeitet, wieder zugeführt. Um hierbei nicht merklich ungleiche Bänder durch
verstärkte Auflage zu bekommen, müssen bei Wickelzuführung diese Abfallbänder
möglichst dünn und während einer längern Zeitdauer eingeführt werden, und eignet sich der
Moment der Aufarbeitung der Wickel am besten zur Anfügung der fehlerhaften
Bänder.
Verwendung und Verarbeitung der unter III angeführten eigentlichen Fabrikationsabfälle: 1) Kardenabfall und zwar a) Vorkardenabfall. Aus diesem zusammengefegten Abfall
werden zunächst mit der Hand die wenigen längern, herabgefallenen Faserstreifen
aussortirt und aufs Neue der Karde zur Verarbeitung übergeben. Hierauf wird derselbe
einem Klopf- oder Schüttelprocesse unterworfen, um eine Trennung der
brauchbaren längern Fasern von den Bast- und Holztheilchen, dem Schmutze,
Sande und den ganz kurzen Fäserchen zu erreichen. Es wird also dieser Abfall in eine
bessere und in eine schlechtere Sorte vertheilt. Die letztere wird besonders
gesammelt und an passenden Lagerorten im Freien, am besten aber unter Dach und Fach,
aufgesammelt und als Düngungsmaterial fuderweise abgegeben. Die erstere, bessere,
eine brauchbare, reine Faser enthaltende Sorte könnte zwar, mit längerm Material
gemischt, zu den stärksten Nummern verarbeitet werden; doch wird der Spinnproceß
durch die immerhin sehr kurze Faser derselben meist so beeinträchtigt und die
Qualität des Garnes so verschlechtert, daß man am besten hiervon absieht und diesen
Abfall in Kastenpressen, zu Ballen von etwa 100 bis 200k Gewicht vereinigt, verschnürt und an
Papier- oder Pappefabriken verkauft, für welche Industriezweige er ein
gesuchtes Material ist.
b) Der Abfall der Feinkarden
enthält weniger Verunreinigungen und längere, besser spinnbare Fasern; auch genügt
zu seiner Reinigung meist ein Abschütteln des Staubes mit der Hand; besser ist es
jedoch, stets auch diesen Abfall einem Schüttelproceß auf Maschinen zu unterwerfen.
Der ausgeschüttelte Staub und die sonstigen Verunreinigungen werden mit dem
ausgeschüttelten ordinären Abfall der Vorkarden vereinigt und entfernt, während die
gereinigten Fasern mit Schnippheede, Stricken oder mit ordinärer Jute zusammen zu
groben Nummern versponnen werden. Die Zufügung des Abfalles erfolgt am besten, wie
schon erwähnt und begründet wurde, auf der Feinkarde. Manchmal ist es aber –
je nach dem Preise – vortheilhafter, auch diesen Abfall nicht zu verspinnen,
sondern ihn mit dem gereinigten Abfalle der Vorkarden zu vereinigen und mit diesem
zusammen oder für sich allein zu verpacken und alsdann als eine bessere Sorte zu
verkaufen.
Die Abfälle von denjenigen Feinkarden, welche die geringste Sorte Material
verarbeiten, werden wie die Vorkardenabfälle der andern Sorten behandelt.
2) Der Spinnabfall unterliegt einer besondern Bearbeitung
nicht, sondern wird
entweder für sich allein, oder mit dem gereinigten Vorkardenabfalle in der
Schüttelmaschine gemengt, in Ballen gepreßt, verpackt und an Papierfabriken
verkauft.
3) Der Rove-Abfall läßt sich in den Spinnproceß
– allerdings nur zu geringen Garnsorten – leicht wieder einfügen. Man
legt denselben entweder auf das Tuch der Vorkarde neben langer Jute auf, oder man
läßt ihn, was empfehlenswerther ist, einmal über den Wolf (Teazer) gehen und
übergibt die gebildete Heede der Feinkarde zur weitern Verarbeitung, wobei aber
nothwendiger Weise dieselbe mit Tischzuführung versehen sein muß; die Fasern bleiben
alsdann länger. Der Rove-Abfall, auch von den besten Jutesorten, darf nie den
mittlern oder bessern zur Wiederverarbeitung zugesetzt werden, weil seine durch den
Spinnproceß bereits verkürzten Fasern eine noch weiter gehende Verkürzung erleiden
und sich mit den längern Fasern, die den Spinnproceß zum ersten Male durchmachen,
mischen, wodurch man, wie schon aus einander gesetzt, nur ein verhältnißmäßig
unegales und weniger gutes Feingarn erhält.
4) Guter Kehrabfall der Feinspinnerei. Aus diesem Abfalle
werden zunächst durch die mit der Reinigung der Säle betrauten Personen an Ort und
Stelle bei dem Zusammenfegen oberflächlich die herabgefallenen Vorgarnfäden –
die in demselben eigentlich nicht enthalten sein sollten – aussortirt, mit
dem Rove-Abfall vereinigt und demnächst gemeinsam versponnen. Eine zweite
Sortirung des Abfalles findet dann im Vorbereitungshause statt, und hierauf läßt man
denselben einmal über den Reißwolf und dann noch über die Abfallkarde gehen, wodurch
man ein lockeres und sehr weiches Putzmaterial erhält, das in Säcke verpackt, oder
besser in Ballen gepreßt, und an Eisenbahnwerkstätten u.s.w. verkauft wird.
Ein Verspinnen dieses Abfalles ist durchaus nicht zulässig, da die fest gedrehten
Feingarnfäden dem Spinnprocesse durchaus hinderlich sind, und selbst der
energischste Auflockerungsproceß diese Drehung nicht aufheben kann, ohne den
Zusammenhang der Fasern so zu lockern und sie so zu verkürzen, daß dies ein erneutes
Hinderniß für ihre Wiederverarbeitung ist.
5) Reiner Fadenabfall wird, um das Zusammenhängen der
Fäden möglichst aufzuheben, ein bis zwei Mal durch den Reißwolf bearbeitet und gibt
ebenfalls ein sehr schönes, reines Putzmaterial, welches allerdings etwas weniger
weich als das vorige ist. Es wird dieser so bearbeitete Abfall auch manchmal als
Polstermaterial zu gewöhnlichen Matratzen, Sophas etc. an Stelle der Flachsheede
verwendet, welcher gegenüber er den großen Vorzug der Sauberkeit und Reinlichkeit – allerdings
aber auch den Thrangeruch – hat.
6) Ordinärer Kehrichtabfall. Nach dem Zusammenfegen
desselben werden aus ihm die etwaigen guten Abfälle, wie Bänderstücke,
Rove-Abfall u.s.w. aussortirt; dann folgt das Aussuchen der öligen
Putzabfälle, welche, da ihr großer Oelgehalt für feuergefährlich angesehen wird, ins
Kesselhaus zum Feueranzünden wandern, und sich auch kaum eine bessere Verwendung für
dieselben finden dürfte. Der Rest wird entweder direct mit dem ausgeschüttelten
ordinären Abfall der Karden zusammengeschüttet, oder vorher der Schüttelmaschine zum
Ausschütteln übergeben, und die etwa in der Maschine bleibenden bessern Fasern
werden mit dem gereinigten Vorkardenabfall vereinigt.
Die vorgeführte Behandlung der Abfälle erleidet vielfach Aenderungen, wenn z.B. die
Möglichkeit eines guten Absatzes vorhanden ist. So kann es dann vortheilhaft sein,
den guten Kehrabfall der Feinspinnerei nicht zu sortiren, sondern ihm noch
Rove-Abfall der ordinären Sorten beizufügen, alsdann beide zusammen auf dem
Teazer zu zerreißen und, vielleicht noch auf der Abfallkarde mit gereinigtem
Kardenabfall gemengt, bearbeiten zu lassen. Man erhält hierdurch ein ausgezeichnetes
Putzmaterial, welches aber nur für einen entsprechend höhern Preis abgegeben werden
kann. Manchmal ist auch Nachfrage nach geeignetem Materiale zur
Bindfadenfabrikation, das man z.B. in folgender Weise herstellen kann: Die
Jutestricke werden, ohne eingeweicht worden zu sein, mit den Bändern und dem
Rove-Abfall der Vorspinnerei auf dem Teazer gemeinsam zerrissen und dann
nochmals auf der Abfallkarde verarbeitet; außerdem sind noch mannigfache
Verarbeitungen, Mischungen und Verwerthungen der Abfälle möglich und zeitweise
vortheilhaft.
Bei den folgenden Zahlenangaben sind nur die in der Spinnerei erzeugten Abfälle,
sowie die wirklichen Gewichtsverluste und nicht zugleich die Entwerthungsverluste
der bessern Sorten berücksichtigt, welche dadurch hervorgerufen werden, daß die
Abfälle der bessern Sorten den geringern Jutesorten beigefügt werden. Sodann geben dieselben jährliche
Mittelwerthe, und werden diese also in Bezug auf die Abfälle aus obigem Grunde für
die bessern Sorten zu gering und für die ordinären zu groß sein; auch ist möglichst
vollständige Wiederverspinnung der Abfälle angenommen worden. Der zum Einweichen
verwendete Thran wurde dem Rohmateriale zugezählt, da der im Feingarn und den
Abfällen enthaltene Antheil ja mitgewogen wird, während das zugefügte Wasser bis zum
gewöhnlichen Wassergehalt verdunstet. Es ergeben etwa 100k Rohmaterial plus 2k,5 Thran, also in Summe 102k,5 Spinnmaterial:
97k Garn, 1k,75 Stricke und Lappen,
2k nicht
verspinnbaren Abfall und
1k,75
ausgeschüttelten Staub, Basttheilchen u.s.w.
Von den zur Verarbeitung und Zubereitung des Abfalles dienenden erwähnten Maschinen
ist der Reißwolf (Teazer) bereits früher (S. 433) beschrieben worden und erübrigt
jetzt noch eine Besprechung der Abfallreinigungsmaschinen und der Abfallkarde.
Die Abfallreinigungsmaschinen kann man je nach der Beschaffenheit des Schlagapparates
unterscheiden in a) einfache Schlag- oder
Schüttelmaschinen, b) conische Schüttelmaschinen
(conischer Schlagwolf) und c) doppelte
Schüttelmaschinen.
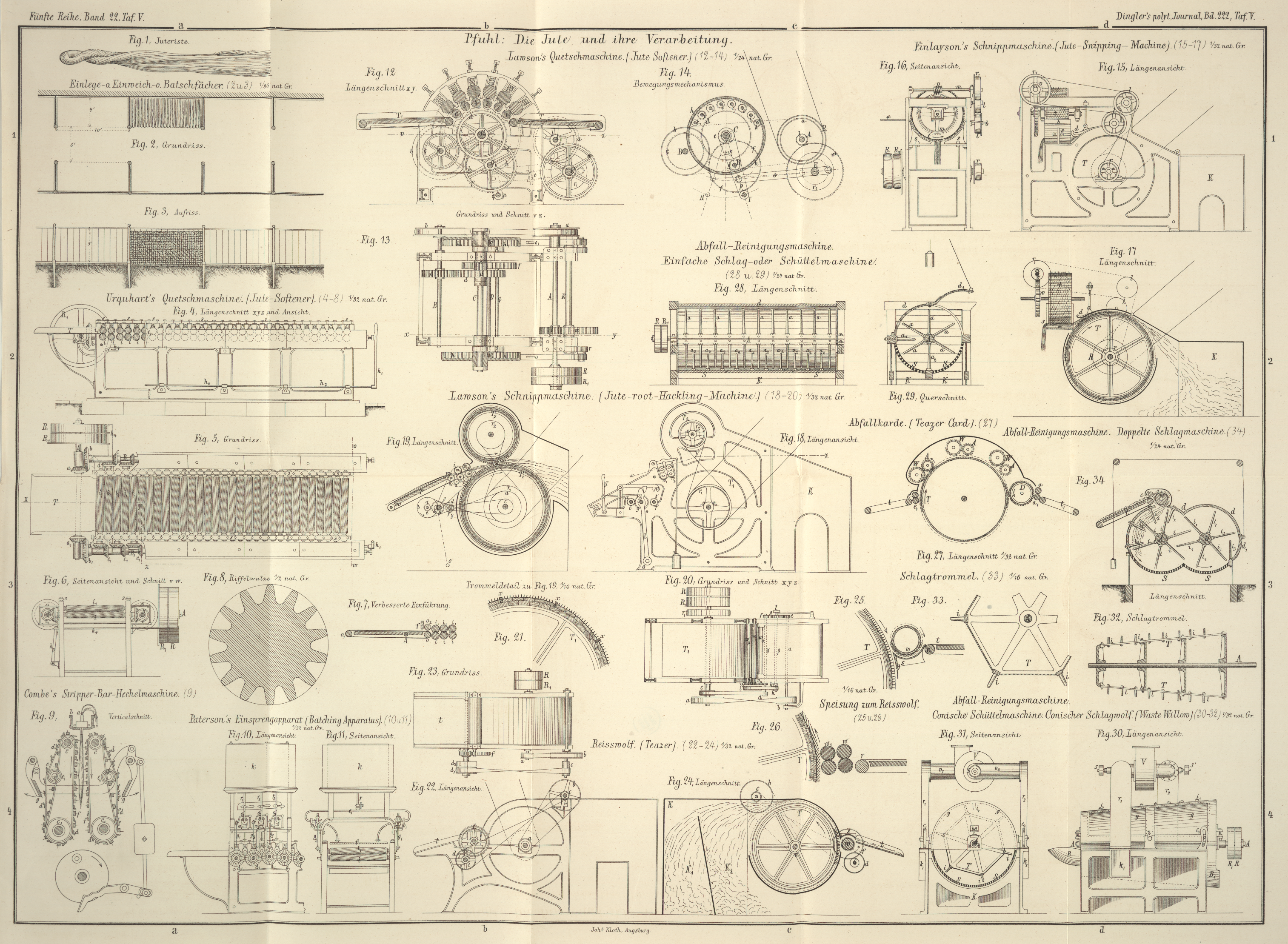
a) Einfache Schlag- oder
Schüttelmaschine. Eine Maschine dieser Art mit Holzgestell ist auf Tafel V
[c/2] in Figur 28 im Längenschnitt
und in Figur
29 im Querschnitt in 1/24 natürlicher Größe dargestellt. In einem
cylindrischen Gehäuse, das in der oberen Hälfte aus einem dichten Mantel d und einer ausbalancirten Thüre d₁ zum Eingeben und Herausnehmen des Materials, in der untern
Hälfte aus einem Lattenroste SS besteht, bewegt
sich die horizontal gelagerte, mit der losen und festen Betriebsriemenscheibe R, R₁ versehene Welle A, in welcher sechs Reihen eiserner runder Schlagstäbe befestigt sind. Bei
der Drehung der Welle schlagen diese Stäbe durch die Zwischenräume zweier andern
Reihen Stäbe a₁ und a₂, welche im Gestell befestigt sind. Die Seitenwände der Maschine sind
gut verschalt, so daß sich unterhalb des Lattenrostes die Staubkammer K bildet. Ist durch die erwähnte Thür das zu reinigende
Abfallquantum (Kardenabfall) eingeschüttet und möglichst in der Maschine vertheilt
worden, so wird dieselbe geschlossen, und läßt man jetzt die Drehung der Welle
beginnen und die Schlagwirkung 5 bis 10 Minuten andauern. Alsdann wird die
Schlagwelle ausgerückt und die Maschine durch die Thür von dem gereinigten Abfalle
entleert. Der ausgeklopfte Staub, Sand, die Basttheilchen u.s.w. sind durch den Rost
in die Staubkammer gefallen und werden am leichtesten und bequemsten aus dem
Bereiche der Arbeitsräume gebracht, wenn man die Maschine über einer gemauerten
Grube aufstellt, welche durch einen Canal mit einem besondern Staubschuppen im
Freien in Verbindung steht. Erlauben es die Grundwasserverhältnisse nicht, eine
derartige Grube und Verbindung mit einem Schuppen anzulegen, so muß man die
Schüttelmaschine erhöht aufstellen und einen größern, auf Rädern ruhenden Kasten
unter die Staubkammer schieben, in welchem sich der ordinäre ausgeschüttelte Abfall ansammeln
kann. Die Verbindung der Staubkammer mit einem Ventilator, welcher den feinern
(verhältnißmäßig unbedeutenden) Staub fortführt und an geeigneten Orten ablagert,
macht ein besonderes Auffangen der schwerern Theilchen immer noch erforderlich. Man
pflegt der Schlägerwelle 260 bis 280 Umdrehungen zu geben. Die Maschine erfüllt ihre
Bestimmung recht gut und hat nur den Nachtheil, daß ihre Bedienung durch das
Eingeben und Herausnehmen des Abfalles viel Zeit erfordert, und daß die
Schlagwirkung für ein bestimmtes Abfallquantum verhältnißmäßig lange Zeit (5 bis 10
Minuten) währen muß.
b) Conische Schüttelmaschine.
Conischer Schlagwolf (waste-willow) von Lawson and Sons in Leeds. Eine derartige
Abfallreinigungsmaschine ist auf Tafel V [d/4] in Figur 30 in
der Längenansicht, in Figur 31 in der
Seitenansicht in 1/32 natürlicher Größe dargestellt. Figur 32 zeigt die
Schlagtrommel im Längendurchschnitt besonders und Figur 33 dieselbe in der
Hinteransicht in 1/16 wahrer Größe. Das Gehäuse bei dieser Maschine, in welchem sich
die Schlagtrommel bewegt, bildet einen abgestumpften Kegel. Die obere Hälfte
desselben ist durch Blechplatten g dicht abgeschlossen,
während die untere Hälfte aus einem durch dünne Bandeisenstreifen gebildeten Roste
S besteht, welcher von der durch Blechplatten
abgeschlossenen Staubkammer K umgeben ist. Die untere
Hälfte des Gehäuses ist an den Endflächen offen und an der kleinern mit dem
Einschütttrichter B, an der größern mit dem Speiblech
B₁ versehen. Das ganze Gehäuse ist um die
Mitte um zwei Zapfen z drehbar und kann durch zwei am
breitern Ende angebrachte, mit Gewinde versehene Zapfen, die sich in festen
Coulissen c₁, c₂ bewegen, durch Muttern in mehr oder weniger geneigter Lage
festgestellt werden. Die sich in diesem Gehäuse bewegende sechsseitige Schlagtrommel
T ist mit sechs Reihen kurzer Schlagstifte i versehen, welche durch die Zwischenräume der im
höchsten Punkte des Gehäuses festgeschraubten Stiftreihe i₁ schlagen. Die sechs Flächen der Trommel sind durch Blechplatten
gebildet, so daß das Innere derselben nicht mit dem Gehäuse communicirt.
Die Lager der Schlagtrommelwelle A sind an den Endflächen
des Gehäuses verstellbar befestigt, um bei veränderter Stellung des Gehäuses
dieselbe wieder möglichst horizontal einstellen zu können. Der Abfall wird durch den
Trichter B an der kleinern Endfläche in das Gehäuse
eingeschüttet, von den Schlagstiften der Trommel erfaßt und an den Wänden des
Gehäuses, bei den festen Stiften desselben vorbei, herumgeführt und gelangt durch
die mitgetheilte Centrifugalkraft an der breitern Endfläche über das Speiblech B₁ wieder aus demselben heraus. Staub, Schmutz und sonstige
Verunreinigungen sollen hierbei durch den Rost nach unten in die Staubkammer K fallen. Um dies sicherer zu erreichen, steht dieselbe
durch die an den Gestellen angebrachten Kästen k₁, k₂ und die Röhren r₁, r₂, v₁ und v₂ mit
einem oberhalb der Maschine angeordneten Ventilator V,
welcher mittels der Riemenscheibe s oder s₁ bewegt wird, in Verbindung. Es vermag dieser
Ventilator aber doch nur die wenigen leichten Staubtheilchen emporzuheben und
fortzuführen, während der erzeugte kräftige Luftzug die schweren Theile höchstens
schneller durch den Rost auf den Boden der Staubkammer K
reißen kann. Die Staubkammer kann durch eine seitlich angebrachte Thür, sobald
nöthig, entleert werden. Die Trommelwelle A soll 200 bis
220, die Ventilatorwelle 800 bis 900 Umdrehungen in der Minute machen.
Will man die Wirkung der Maschine erhöhen, das Material also nöthigen, möglichst
lange in dem Gehäuse zu bleiben, so muß dasselbe so gestellt werden, daß die untere
Begrenzungslinie nahezu horizontal liegt. Doch selbst bei dieser Stellung weilt das
Material zu kurze Zeit in der Maschine, um genügend gereinigt zu werden, weshalb es
gewöhnlich nöthig ist, ein und denselben Abfall zweimal die Maschine passiren zu
lassen. Hierdurch wird aber ein erhöhter Arbeitsaufwand nöthig, und es erfordert ein
bestimmtes Abfallquantum zu seiner Reinigung, weil doppelte Aufschüttung nöthig ist,
mindestens ebenso viel Zeit, wie bei der vorigen Maschine, weshalb die letztere
– gegen die einfache und billig herzustellende erstere – nicht den
mindesten Vortheil bietet.
Um die beregten Uebelstände der erwähnten Maschinen zu beseitigen und in möglichst
kurzer Zeit unter geringstem Arbeitsaufwands ein größeres Abfallquantum durch eine
recht intensive Schlagwirkung gründlich zu reinigen, empfehlen sich die auch in
andern Industriezweigen, z.B. der Baumwollspinnerei, benützten doppelten Schlagmaschinen.
Eine Maschine dieser Art würde für Kardenabfall ungefähr die Anordnung haben können,
wie sie in Figur
34 Tafel V [d/3] im Längenschnitt in 1/24
natürlicher Größe angegeben ist. Es sind zwei horizontal gelagerte, mit sechs Reihen
eiserner Schlagstäbe i und i₁ versehene Schlagwellen A und B derart in cylindrischen Gehäusen angeordnet, daß die
Stäbe der einen durch die Zwischenräume der andern schlagen. Die Gehäuse bestehen
auch hier oberhalb aus dicht schließenden Deckeln d und
unterhalb aus einem Lattenroste S. Die Schlagstäbe i der Welle A schlagen noch
durch die Zwischenräume von vier Reihen am Gehäuse befestigter Stabreihen i₂, die Stäbe i₁ der Welle b noch durch die der Stabreihe
i₃ hindurch. Die Ausspeiöffnung ist durch die
abbalancirte Thür d₁ während der Arbeit
geschlossen. Die Staubkammer communicirt entweder mit einer Grube, wie in der Skizze angedeutet,
oder mit einem geschlossenen Kasten, und kann man alsdann auch einen Ventilator
anwenden. Die Einführung ist im obern Theile des ersten Gehäuses angeordnet und
besteht aus einem endlosen Tuche t, einer kleinen lose
aufliegenden Walze c und einer sich mit größerer
Geschwindigkeit bewegenden Nadelwalze w, beide in einem
möglichst dicht anschließenden Gehäuse sich bewegend. Die Nadelwalze hat den Zweck,
das Material in bereits möglichst aufgelockertem und zertheiltem Zustande in das
Schlaggehäuse zu bringen. Man führt eine bestimmte Quantität Abfall bei
geschlossenem Speiloch in die Maschine, hört dann mit der Auflage auf, oder stellt
besser die Speisung ein; hierauf öffnet man nach einigen Minuten die Thür, so daß
das fertig gereinigte Material nach außen geworfen und in einem vorgesetzten Kasten
aufgefangen werden kann. Man schließt alsdann wiederum die Thür, speist aufs Neue,
und kann dieses sich wiederholende Spiel leicht durch einen geeigneten Mechanismus
automatisch bewirken lassen.
Es erübrigt jetzt noch die Besprechung der Abfallkarde
oder Teazer-Karde, welche in Figur 27 Tafel V [c.d/2] in 1/32 natürlicher Größe skizzirt ist. Die
rotirende Trommel T, welcher durch das Speisetuch t und die geriffelten Einführwalzen e, e₁ das Material zugeführt wird, ist auf der
obern Hälfte von drei Paar zusammen arbeitenden Wende- und Arbeitswalzen W und A umgeben, die auf
schon bekannte Weise das Material bearbeiten, das dann schließlich an die
Abnehmewalze D übergeht, von welcher es als ein
zusammenhängendes Vließ durch die glatten Abzugswalzen a,
a₁ abgezogen und auf das Abführtuch t₁ übergeleitet wird. Es ist diese Maschine also eine halbcirculare
Karde mit oberer arbeitender Hälfte. Um das Stäuben zu verhüten, sind die Walzen
sämmtlich mit einem Blechmantel bedeckt. Der Durchmesser der Trommel beträgt
gewöhnlich 3 bis 4 Fuß (0,914 bis 1m,219)
bei etwa ebenso viel Breite, und ist ihre Umlaufzahl in der Minute 100 bis 120. Die
Geschwindigkeiten der Walzen wechseln sehr und müssen dem jeweiligen Bedürfniß
angepaßt werden. Das Verhältniß der Einführ- zur Abzugsgeschwindigkeit darf
hier höchstens 1 : 15 sein.
(Fortsetzung folgt.).
Tafeln