| Titel: | Die Jute und ihre Verarbeitung; von Ingenieur E. Pfuhl, Lehrer an der kgl. Provinzial-Gewerbeschule zu Königsberg i. Pr. |
| Autor: | E. Pfuhl |
| Fundstelle: | Band 226, Jahrgang 1877, S. 251 |
| Download: | XML |
Die Jute und ihre
Verarbeitung; von Ingenieur E. Pfuhl, Lehrer an der kgl.
Provinzial-Gewerbeschule zu Königsberg i. Pr.
Mit Abbildungen.
(Nachdruck
vorbehalten.)
(Fortsetzung von S. 156 dieses
Bandes.)
Pfuhl, über die Jute und ihre
Verarbeitung.
Die eigenthümlichen Mechanismen, welche diese Bedingungen
erfüllen, sind bei den Spindelbänken verschiedener Fabrikanten
verschieden und besonders charakteristisch bei den Maschinen
von:
1) Samuel Lawson and
Sons in Leeds;
2) Combe, Barbour
und Combe in Belfast;
3) Fairbairn,
Kennedy und Naylor in Leeds.
Bei allen Spindelbänken ist die Anordnung des Streckwerkes, der
Spindeln, die Aufstellung der Spulen etc. nahezu
übereinstimmend. Es wird deshalb die nähere Vorführung dieser
Theile in einem Beispiele genügen, während wir dann auf die
verschiedenen Aufwindemechanismen besonders zurückkommen
werden.
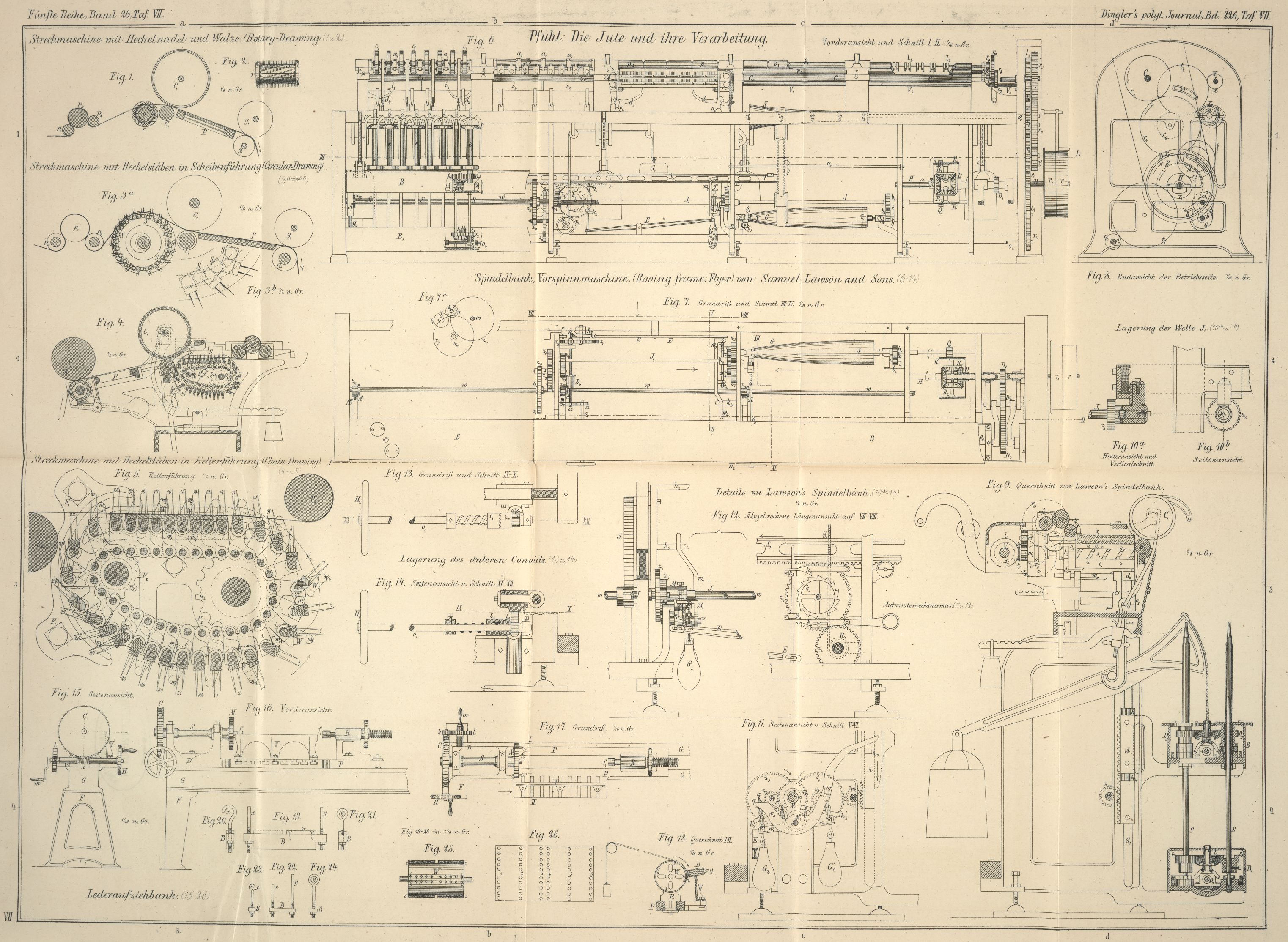
1) Die Spindelbank (Vorspinnmaschine) von Lawson ist in Fig. 6 bis
8 Taf. VII [b.d/2] in Vorderansicht und Schnitt, im
Grundriß und in einer Endansicht der Betriebsseite in 1/16 n.
Gr., sowie in Figur 9
[d/3] in einem Querschnitt in 1/8 n. Gr. dargestellt. In den Figuren 10a bis
14 sind verschiedene Details derselben in 1/8 n. Gr.
aufgezeichnet.
Die Maschine besteht aus 5 Köpfen mit je 8 Spindeln, so daß sie
im Ganzen 40 Spindeln hat. Die Spulen haben 10 Zoll (254mm) lichte Höhe bei 5 Zoll
(127mm) Durchmesser.
Der Antrieb der Maschine erfolgt, von der Spindelseite aus
betrachtet, rechts auf die Riemenscheiben r, r₀, geht an die Hauptwelle H über und von derselben Seite durch
Räderbetrieb auf die Spindeln, das Streckwerk und die Spulen.
Aus Figur 9
erkennt man die mit den Durchzügen übereinstimmende Construction
des Streckwerkes, dessen einzelne Theile mit denselben
Buchstaben wie dort bezeichnet sind.
Wir besprechen zunächst α) das Strecken der eingeführten Bänder und
β) das
Drehen der gestreckten Bänder.
Die Bewegung des untern Streckcylinders C₀ erfolgt von der Hauptwelle H (Fig. 6 und
8) durch die Räder r₁,
r₂, y (Drehungswechselrad), r₄ und Rad r₆.
Mit Rad r₄ fest verbunden ist
Rad r₇, welches durch
Transporteur t₂ die Bewegung
an das Verzugswechselrad x auf dem
Hinterschafte V₀ fortpflanzt.
Von diesem aus wird (Fig. 6 bis
9) der hintere Einzugscylinder p₁ durch die Räder r₉ bis r₁₂ bewegt und durch t₃ bis t₅ von
diesem auch der vordere Cylinder p₂.
Die Bewegung der Spindeln erfolgt von der Hauptwelle H aus durch Rad r₁, Transporteur t₁ und Rad t₂,
welches auf einer im untern Kasten, dem Spindelkasten B₁, gelagerten Welle o₁ sitzt. Von Welle o₁ aus werden durch conische
Räder s₂, durch
Doppeltransporteure (conisches Rad mit angegossenem, ebenso
großem Stirnrade) t₆ und
durch Spindelrädchen s₃ stets
je zwei Spindeln bewegt. Keines dieser Räder kann gegen ein
anderes ausgewechselt werden, weshalb die Umdrehungen der
Spindeln constant sind.
Die Aufstellung der Spindeln geht aus den Zeichnungen hervor. Aus
Figur 9 ergibt sich, daß jede derselben in einem Fußlager
ruht und in senkrechter Stellung durch ein Halslager gehalten
wird, das in dem obern Kasten, der Spulenbank B befestigt ist und mit dieser auf und
nieder geht. Um eine sichere Führung der Spindeln zu erreichen,
ist dieses Halslager nach oben zu verlängert und umschließt
daher die Spindel auf einer großen Länge. Das Schleudern der
Spindeln, sobald die Halslager etwas ausgelaufen sind –
was besonders störend bei tiefstem Stande der Spulenbank
hervortritt – wird hierdurch aufgehoben, außerdem eine
größere Spindelgeschwindigkeit ermöglicht und trotzdem eine
längere Dauer der Lager selbst erreicht.
Eine andere häufig an den Combe'schen und Fairbairn'schen
Maschinen vorkommende Führung besteht in Folgendem:
Die Halslager sind kurz und ragen nicht über die Spulenbank
hervor. Nachdem aber die Spulen aufgeschoben und die Flügel auf
die Spindeln aufgesetzt worden sind, wird für jeden Kopf der
Maschine eine gußeiserne, in Gelenken am Gestelle drehbare
Lagerplatte herabgedreht, so daß deren ausgebuchste Oeffnungen
über den obersten cylindrischen Theil jedes Flügels fassen und
so auch die Spindeln im obersten Punkte unterstützt werden.
Diese Anordnung ist sehr gut und wird vielfach der andern trotz
geringer ihr anhaftenden Unbequemlichkeiten vorgezogen. Sobald
nämlich die Spulen voll gewickelt sind, müssen die Flügel
herabgenommen und die erstern gegen leere ausgewechselt werden.
Bei den mit Führungsplatten versehenen Maschinen kommt hierzu
noch das vorherige Aufklappen und Einklinken derselben in
Federn, welche sie in aufrechter Lage während des Wechselns der
Spulen halten, wodurch ein Zeitverlust eintritt, der aber durch
andere Vortheile dieser Anordnung sofort wieder compensirt wird.
Da nämlich die über die blose Spindel gesteckten Spulen einen
geringern Kerndurchmesser haben können als die über dem
verlängerten Halslager laufenden, so kann im erstern Falle jede
Spule wenigstens eine Windung mehr Vorgarn aufnehmen, sie
brauchen also etwas weniger oft als die andern gewechselt zu
werden, wodurch es kommt, daß die etwas größere
Productionsfähigkeit schließlich auf Seiten der mit
Führungsplatten versehenen Spindelbänke liegt. Die zulässige,
auf die Dauer vortheilhafte Spindelgeschwindigkeit ist in beiden
Fällen gleich.
Zur Ermittlung der
Geschwindigkeitsverhältnisse des Streckwerkes und der Spindeln
sind folgende Zahlenwerthe anzunehmen:
r, = 42, r₂ = 32, r₃ = 56, y = (42), r₄ = 100, r₅ = 80, r₆ =
45, r₇ = 24, r₈ = 48, r₉ = 20, r₁₀ = 62, t₃ = t₄ = t₅ = 24, l = 32, l₀ = 20, m = m₁ = 15, s₂ =
24, s₃ = 16.
Theilung der oberen Schrauben 9/16 Zoll (14mm,3), der unteren 1 1/2
Zoll (38mm),
Durchmesser der Einziehwalzen 1 3/4 Zoll (44mm,4), also Umfang 5,497
Zoll (139mm,6); der
Streckwalzen 2 1/4 Zoll (57mm), also Umfang 7,068 Zoll (179mm,5).
Die Hauptwelle H
macht n = 220 Umdrehungen in der
Minute, so daß sich folgende Verhältnisse ergeben:
Umdrehungen des Hinterschaftes V₀ in der Minute:
u₀= n (r₁/r₃) (y/r₄) (r₆/x) = 220 (42/56)
(y/100) (45/x) = 74,25 y/x.
Umfangsgeschwindigkeit der Einziehwalzen in
der Minute:
u₀
(r₇/r₈) r₉/r₁₀ 5,497 = 74,25 (y/x) (24/48)
(20/62) 5,497 = 65,81 y/x Zoll.
Umfangsgeschwindigkeit der Streckwalzen in der
Minute:
F = n (r₁/r₃) (y/r₅)
7,068 = 220 (42/56) (y/80) 7,068 =
14,57 y Zoll.
Verzug zwischen Streck- und Einziehwalzen V = (14,57 y)/(65,81 y/x) = 0,22
x.
Es ist mithin für
x =
23
25
27
29
32
34
37
39
41
43
46
V =
5,0
5,5
6,0
6,5
7,0
7,5
8,0
8,5
9,0
9,5
10,0.
Die stündliche Einzugslänge Es und die
Lieferungslänge Ls pro Band in Yards ist:
Es = 74,25 (y/x) 60/12
× 3 = 123,75 (y/x) und Ls = 14,57y 60/(12 × 3) = 24,28y.
Die wirkliche Einzugs- und Lieferungslänge
wird aber wegen der unvermeidlichen Stillstände bei dem Wechseln
der Spulen und beim Fadenbruch eine geringere als die berechnete
sein und hängt außerdem noch von der Stärke des Vorgarnes ab, da
bei feinerem Vorgarn die Spulen weniger oft als bei gröberem
gewechselt zu werden brauchen; man muß deshalb, um die wirkliche
Leistung zu erhalten, die theoretische um 10 bis 15 Proc.
vermindern. Die durch die Contraction bei der Drehung etwa
verminderte Lieferungslänge kann vernachlässigt werden, da sich
die Drehungen beim Spinnen auf der Feinspinnmaschine wieder
aufziehen.
Die minutlichen Spindelumdrehungen n = n (r₁/r₂) (s₂/s₂) = 220 (42/32) (24/16) =
433,8.
Die Anzahl der Drehungen des Vorgarnes pro
Zoll sind: D = u/F =
433,8/14,57y = 29,7/y. Es ist also für
y =
19
20
21
22
24
26
28
30
34
40
46
54
D =
1,5
1,48
1,41
1,34
1,23
1,13
1,06
0,98
0,87
0,74
0,63
0,54.
Zur Bestimmung der verhältnißmäßigen
Geschwindigkeiten der Hechelstäbe gehen wir von den minutlichen
Umdrehungen u₀ des
Hinterschaftes V₀ aus. Die
Umdrehungen der Schrauben in der Minute sind u₀ (l/l₀) = u₀ (32/20) = u₀ (5/8).
Die horizontale Verschiebung (in Zollen) der
Hechelstäbe in der Minute ist sonach:
für die obern
u₀ (8/5) (18/32)
=
0,9,
für die untern
u₀ (8/5) (3/2)
=
2,4.
Die minutliche Umfangsgeschwindigkeit der
Einziehwalzen ist
u₀
(r₇/r₈) (r₉/r₁₀) 5,497 = u₀ (24/48) (20/62) 5,497 = 0,88
u₀.
Es ist also auch hier die
Horizontalgeschwindigkeit der Hechelstäbe größer als die
Umfangsgeschwindigkeit der Einziehwalzen, und zwar in folgenden
Verhältnissen:
für die obern Stäbe wie
0,9 : 0,88
oder wie
1,023 : 1
„
„ untern
„ „
2,4 : 0,88
„ „
2,72 : 1.
Die Streckdruckwalzen sind stets eiserne, mit Leder überzogene
Walzen, von denen immer zwei auf einer gemeinschaftlichen, in
der Mitte belasteten Achse sitzen, die an den Enden in durch
Gestellführungen gehaltenen Lagersteinen läuft. Die erwähnte
Droßbach'sche Führung und und Belastung wäre hier besonders gut
angebracht.
Die Belastung jedes Streckdruckwalzenpaares
geschieht durch ein nahezu 9k schweres Gewicht. Die Hebelübersetzung kann im Mittel
wie 1 : 9 angenommen werden. Es unterliegt mithin jede einzelne
Druckwalze einer Belastung von über 40k. Die Walzen sind 1 1/4
Zoll (32mm) breit,
mithin kommt auf jeden Zoll Streckdruckwalzenbreite eine
Belastung von fast 33k
(bezieh. 13k auf 1cm). Die Bänder führt man
etwa 1 Zoll (25mm,4)
breit unter den Streckwalzen hindurch, mithin wird jeder Zoll
derselben mit einem Drucke von 40k (oder auf 1cm mit 16k) belastet.
γ) Das
Aufwinden des Vorgarnes auf die Spulen. Die sämmtlichen
Spulen e, deren Gestalt beschrieben
und welche aus Figur 6
deutlich hervorgeht, sind lose über die Spindeln gesteckt und
ruhen mit dem ganzen zu ihrer Bewegung nöthigen Räderwerk auf
dem erwähnten obern Kasten, der Spulenbank B, die durch Gegengewichte abbalancirt,
an mehreren (hier 5) Stellen mit den in Geradführungen g₀ auf und ab verschiebbaren
Zahnstangen A verbunden ist, welche
ihre Bewegung von der Welle w aus
mittels kleiner Triebräder erhalten. Die Welle w wechselt in bestimmten Zeiträumen ihre
Bewegungsrichtung, wodurch die Auf- und Abbewegung der Spulen
und somit das Nebeneinanderlegen der Fäden in der Höhenrichtung
derselben erreicht wird. Die Höhe der Hebung und Senkung hängt
natürlich von der lichten Höhe der Spulen ab und muß mit dieser
übereinstimmen.
Die Drehung der Spulen, wodurch das Aufwinden des Vorgarnes auf
dem Umfange derselben erreicht wird, geschieht durch
Spulenrädchen D₅. Dieselben
laufen lose über den Halslagern der Spindeln, auf deren Bund
sich auflegend, und haben nach oben zu eine über die Spulenbank
hinaus ragende Nabe, die sich tellerförmig ausbreitet, um die
Spulen aufnehmen zu können und sie mittels zweier Stifte und
entsprechender Löcher in den Füßen derselben zu kuppeln.
Sämmtliche Spulenrädchen werden zu je zwei von
Doppeltransporteuren bewegt, die, lose auf einem festen Stifte
laufend, ihrerseits durch conische Rädchen D₄ von der im Spulenkasten
gelagerten Betriebswelle o₃
aus ihre Drehung empfangen. Die Bewegung der Welle o₃ geht von der Hauptwelle aus
und erfolgt durch die Räder D₁, D₂, D₃ (Fig. 7).
Damit aber diese Räder bei der Auf- und Abbewegung der
Spulenbank immer im Eingriff mit einander bleiben, ist das
mittlere Rad D₂ auf dem
Zapfen eines Kniees gelagert, das mit dem einen Doppelarme lose
die Hauptwelle H, mit dem andern
lose die Betriebswelle o₃
umfaßt. Bei der Auf- und Abbewegung der letztern streckt sich
das Knie oder biegt sich zusammen, ohne daß der Eingriff der
einzelnen Räder aufhören kann.
Am Anfange unserer Betrachtungen des Vorspinnens haben wir
gesehen, daß die Hebungsgeschwindigkeit mit wachsendem
Durchmesser der Spulen ab-, dagegen die Umdrehungszahl der
Spulen zunimmt, und es wurden die Bedingungen aufgestellt, nach
denen diese Aenderungen vor sich gehen müssen. Nunmehr wollen
wir zunächst die Mechanismen, welche die Aenderung der
Hebungsgeschwindigkeit, sowie den Wechsel der Bewegung
hervorbringen, und alsdann diejenigen, durch welche die
Aenderungen in der Umdrehungszahl der Spulen bewirkt werden,
näher betrachten.
Auf der rechten Seite der Maschine ist ein Conoid S₀ (Fig. 6 und
8) gelagert, welches von der Hauptwelle H durch die Räder r₁, r₃, y, r₄ und das auf seiner Achse
o₁ sitzende Rad r₁₁ eine constante
Umdrehung erhält. Mittels eines Riemens geht die Bewegung auf
ein im umgekehrten Sinne liegendes Conoid G über, das in einiger Entfernung unter dem erstern
gelagert ist. Bei leerer Spule ist der Riemen am weitesten
links, treibt mithin von dem größten Durchmesser des obern
Conoids nach dem kleinsten des untern, welches also jetzt die
größte Geschwindigkeit hat. Nach jedem Auf- oder Niedergang der
Spulenbank, nach jeder Vergrößerung des Spulendurchmessers wird
der Riemen etwas nach rechts bewegt, so daß die Umdrehungszahl
des untern Conoids successive abnimmt. Die Verschiebung des
Riemens erfolgt stets um dasselbe horizontale Stück, und ist die
Form der Conoide so, daß das Uebersetzungsverhältniß von dem
obern zum untern um eine constante Größe gleichmäßig abnimmt und
der Riemen ohne Leitrolle stets seine anfängliche Spannung
behält. Die abnehmende Geschwindigkeit des untern Conoids wird
von der Achse desselben durch die Räder b, b₀, b₁ auf
die Welle J übertragen, von welcher,
wie wir gleich näher sehen werden, die Auf- und Abbewegung der
Spulenbank ausgeht, wodurch die Bedingung erfüllt wird, daß die
Geschwindigkeit dieser Bewegung mit wachsendem Spulendurchmesser
abnehmen soll.
Die Verschiebung des Riemens und der Wechsel der Bewegung
geschieht folgendermaßen: Der Riemenführer des Conoidenriemens
ist an einer Stange S befestigt,
welche, im Gestelle gerade geführt und an zwei Stellen durch
kleine Rollen unterstützt, horizontal und mit ihm der Riemen
verschoben werden kann. Der Riemenführer selbst ruht mittels
zweier sich gegenüberstehenden Rollen auf der runden Stange v₀, wodurch einem Klemmen der
Stange S vorgebeugt ist. Die Stange
S ist am linken Ende gezahnt, greift
in ein Zahnrad z₁, und dieses
in Rad z₂, auf dessen Achse
noch die Rolle R₀ sitzt. Da
nun an derem Umfange mittels einer über zwei Leitrollen gehenden
Kette Gewicht G₁ drehend
wirkt, so wird auch dem Rade z₁ ein Bestreben, sich zu drehen und die Zahnstange
S in der Richtung des Pfeiles nach
dem dünnern Ende des obern Conoids hin zu verschieben, ertheilt.
Diese Verschiebung wird dadurch gehindert (vgl.
Fig. 6 und Detailfigur 12), daß Rad z₁ mit einem Klinkrad k₀ fest auf derselben Achse sitzt
und in den Zähnen des letztern stets eine der beiden Klinken k₁ oder k₂ liegt, während alsdann die andere stets durch
eine der Knaggen k₅ oder k₆ außer Eingriff gehalten wird.
Diese Knaggen sitzen auf einer dünnen Stange, die in beiden
Klinken Führung hat und deren unteres Ende durch einen Stift in
den Schlitz des doppelarmigen Hebels E faßt. Indem nun dieser Hebel am Ende des Nieder- oder
Aufganges der Spulenbank abwärts oder aufwärts bewegt wird,
geschieht die Auslösung der einen Klinke, während vorher die
andere auf die Mitte eines Klinkradzahnes gelegt wurde. Das
Klinkrad k₀ kann jetzt dem
Zuge des Gewichtes G₁ folgen
und sich um einen halben Zahn drehen, wodurch auch jedesmal Rad
z₁ sich um ein bestimmtes
Stück drehen und die Zahnstange S,
also auch den Conoidenriemen, um ein stets gleich bleibendes
Stück vorwärts schieben kann.
Die Auslösung der Sperrklinken muß möglichst genau mit dem
Momente des Bewegungswechsels der Spulenbank zusammen fallen und
geschieht dieses selbst zunächst folgendermaßen: Die von der
Achse des untern Conoids aus bewegte Welle J (vgl. Fig. 6 und
7, sowie die Detailzeichnungen 11 und 12) trägt an dem
einen Ende zwei Räder z₃ und
z₄. z₃ ist mit einem ebenso großen Rad z3' im Eingriff, das sich in fester
Verbindung mit Rad z₄'
– mit ebenso viel Zähnen wie Rad z₄ – lose auf einem Zapfen drehen kann. Die
Bewegungsrichtung der Räder z₃', z₄' wird
entgegengesetzt derjenigen der Räder z₃, z₄ sein. Da
nun entweder mit dem Rade z₄
oder mit z₄' ein auf der
Welle J₁ sitzendes Rad z₅ im Eingriff ist, so wird
erstere und auch durch die Räder z₆ bis z₁₁ (Fig. 7 und
7a) die
Hebungswelle w, sowie durch die
Rädchen z₁₂ und die
Zahnstangen A die Spulenbank nach
der einen oder der andern Richtung bewegt werden. Der Wechsel
der Bewegung hängt daher von dem Wechsel des Eingriffes des
Rades z₅ in z₄ oder z₄' ab und geschieht in dem Momente, wenn die
Spulenbank einen Auf- oder Niedergang vollendet. Die Welle J₁ (Fig. 11
und 12) ist
in dem Gußstück M, das sich nach
unten zu in zwei Arme w₁, w₂ ausbreitet und um den festen
Zapfen v drehen kann, gelagert. Auf
demselben Zapfen sitzt lose drehbar das Gußstück M₁ mit den Armen w₃, w₄, von denen w₄
nach der Spulenbank zu etwas verlängert ist, so daß er gegen das
Ende ihres Hubes von einer der beiden an ihr befestigten Knaggen
k₃, k₄ entweder abwärts oder aufwärts bewegt werden
kann. Die Arme w₃ und w₄ des Gußstückes M₁ sind mittels kurzer Ketten mit
den Armen w₁, w₂ des Gußstückes M durch Haken verbunden, die lose in den
Bohrungen der letztern sitzend die Gewichte G₂ tragen. Das Gußstück M wird
stets in einer der äußersten Lagen, Rad z₅ also im Eingriff mit z₄ oder z₄'
erhalten, indem sich in entsprechende Aussparungen desselben
zwei Klinken k₅ und k₅' einlegen, die um feste Zapfen
drehbar unter einander mit einer Spiralfeder so verbunden sind,
daß ihre Köpfe das Bestreben haben, nach unten zu gehen. Die
wechselweise Auslösung dieser Klinken findet durch die an den
Armen w₃, w₄ befestigten stellbaren
Schrauben q, q' bei der Drehung des
Gußstückes M₁ statt.
Bei der gezeichneten Lage der Theile ist Rad z₅ im Eingriff mit Rad z₄, und es wird gegen Ende des
Niederganges der Spulenbank ihre obere Knagge k₃ den Hebel w₄ herabdrücken und die Drehung
des Gußstückes M₁ bewirken.
Die Kette rechts (Fig. 12),
welche Arm w₄ und w₂ verbindet, wird lose, und es
hat das Gewicht G₂' das
Bestreben, den Arm w₂
herabzuziehen, was aber noch durch die Klinke k₅' gehindert wird, während sich
die Kette links mit dem Gewichte G₂ hebt, ohne aber ein Mitnehmen des Armes w₁ zu bewirken. Im nächsten
Moment stößt Schraube q gegen Klinke
k₅' und verursacht deren
Auslösung aus dem Einschnitte des Gußstückes M. Nunmehr kann Gewicht G₂' den Hebel w₂ herabziehen und die Drehung
des erstern nach rechts bewirken, wodurch Rad z₅ mit Rad z₄' in Eingriff kommt. Die Bank geht nunmehr
aufwärts und findet am Ende des Aufganges der entsprechende
Wechsel statt. Indem nun der Hebel E
mittels eines Schlitzes über einen Stift des Armes w₁ faßt, findet auch dessen
Drehung in dem Momente des Bewegungswechsels statt, also auch in
beschriebener Weise die Verschiebung des Conoidenriemens.
Die sämmtlichen Theile, welche den Bewegungswechsel
hervorbringen, sind aus schmiedbarem Guß hergestellt, also
dauerhaft genug, um die unvermeidlichen Stöße auszuhalten.
Die Welle J₁, welche an dem
einen Ende etwas nach links oder rechts bewegt wird, muß am
andern Ende so gelagert sein, daß sie dieser Bewegung folgen
kann. Figur 10a und 10b zeigen diese
Lagerung in 1/8 n. Gr. Danach liegt die Welle in einer Muffe und
wird in ihrer Lage durch eine am Ende vorgeschraubte Scheibe und
durch das sich dicht an erstere anlegende Rad z₆ gehalten. Die Muffe ist mit
einem Zapfen versehen, der, rechtwinklig nach oben gehend,
drehbar in einer Hülse angeordnet ist.
Die Aenderungen in der Umdrehungszahl der Spulen werden
folgendermaßen bewirkt. Die mit jedem Auf- oder Niedergange der
Spulenbank verminderte Geschwindigkeit der Welle J geht durch Rad Q auf Rad R über, welches lose
auf der Hauptwelle H läuft und
zwischen Kranz und Nabe, in Zapfen drehbar gelagert, die sich
diametral gegenüber stehenden, gleich großen
conischen Räder R₁ und R₂ trägt. In diese Räder greift
von der einen Seite das mit der Hauptwelle H verbundene, dieselbe Größe habende Rad
R ein und auf der andern Seite Rad
D, welches auf einer lose auf die
Hauptwelle gesteckten Büchse zugleich mit dem Rade D₁ fest sitzt, von welchem aus
die Bewegung auf schon beschriebene Weise an die
Spulenbetriebswelle o₃
übergeht. Diese eigenthümliche Rädercombination wird
„conisches Differentialgetriebe“, nach Reuleaux aber treffender
„Umlaufrädergetriebe“ genannt, und erhalten
die Räder D und D₁ eine Geschwindigkeit, die sich
aus der constanten der Hauptwelle H
und der bei jedem Hube der Spulenbank abnehmenden der Welle J zusammensetzt.
Es handelt sich darum, die Beziehung der
resultirenden Geschwindigkeit zu den beiden sich combinirenden
Drehungen fest zu stellen. Zu dem Zweck, betrachten wir das
Umlaufrädergetriebe zunächst für sich allein und beachten, daß
die durch Rad Q bewirkte Umdrehung
des Rades R in demselben Sinne wie
die der Hauptwelle erfolgt. Diese Richtung bezeichnen wir mit
– (minus), die entgegengesetzte mit + (plus). Man kann
nun annehmen, die einzelnen Bewegungen erfolgten nicht
gleichzeitig, sondern nach einander, so wird die resultirende
Bewegung schließlich gleich der algebraischen Summe der
einzelnen sein.
Zu dem Zweck sei zuerst Rad R festgehalten gedacht, während Welle
H mit dem Rad K in Bewegung ist und sich mit n Umdrehungen in der Minute bewegt. Es wird alsdann Rad
K dieselbe Anzahl auf das
gleichgroße Rad D übertragen und die
Bewegungsrichtung desselben eine positive sein. Die auf Rad D übertragene Bewegung ist also + n.
Jetzt denke man sich Rad K im Eingriff mit den auf ihren Achsen
beweglichen Rädern R₁ und R₂, aber stillstehend, während
Rad R sich in einer Periode (einem
Auf- oder Niedergang der Spulenbank), wo seine Bewegung constant
ist, mit o Umläufen in der Minute
bewegt. Bezeichnet man alsdann für einen Augenblick die
Halbmesser der Räder R und D mit r, und
die der sonst ebenso großen Räder R₁ und R₂ mit
ρ, so wird auf Rad D die Bewegung übertragen werden =
– o (ρ/r), und wenn wieder r = ρ gesetzt wird, so
ist im vorliegenden Falle die Umdrehungszahl desselben, unter
Berücksichtigung der Bewegungsrichtung, – o.
Nun ist Rad K
außer Eingriff mit den Rädern R₁ und R₂ zu
denken, diese selbst sind fest zu halten, während Rad R sich wie vorhin mit o Umläufen in der Minute bewegen soll.
Bei einer Umdrehung des Rades R wird
Rad D ebenfalls eine Drehung
vollbracht haben, und zwar in demselben Sinne. In der Minute
wird daher die auf Rad D übertragene
Umdrehungszahl sein – o.
Bezeichnet man mit U die resultirende Bewegung des Rades D, so wird, wenn sämmtliche Bewegungen
gleichzeitig wirken:
U = n – o
– o = n – 2 o (4)
Wäre die Bewegungsrichtung des Rades R entgegengesetzt der der Hauptwelle H gewesen, so würde die resultirende
Bewegung U = n + 2o sein, welcher Fall bei
solchen Vorspinnmaschinen vorkommt, die mit aufwindender Spule
arbeiten. Es kann also eine Vorspinnmaschine mit aufwindender
Spindel leicht in eine solche mit aufwindender Spule
umgewandelt werden durch Einschaltung eines Zwischenrades, so
daß Rad R sich entgegengesetzt der
Hauptwelle dreht.
Diese Bewegung wird auf die Spulen auf
erwähntem Wege übertragen. Es ist mithin deren Umdrehungszahl
m = U
(D₁ D₄)/(D₃ D₅) oder, wenn wir (D₁ D₄)/(D₃ D₅) = M setzen und den obigen Werth für U einführen, m = M (n
– 2o). Die Geschwindigkeit
o des Rades R hängt aber von der Stellung des Riemens auf den Conoiden
und dem sonstigen Uebersetzungsverhältniß ab. Bezeichen wir
daher im allgemeinen den Durchmesser des obern Conoids mit s, den des untern mit g, so erhalten wir, von der Hauptwelle
H ausgehend, folgenden Werth: o = n (r₁/r₃) (y/r₁₁) (s/g) (b/b₁) (Q/R). Setzen wir
den constanten Theil der Uebersetzung r₁/r₃ (1/r₁₁) (b/b₁)
(Q/R) =
P, so wird o = P (s/g) y, daher
m = M (n
– 2Py (s/g)) (5)
Damit aber ein regelrechtes Auswinden des
Vorgarnes durch die voreilende Spindel erfolge, war für die
Spulenumdrehungszahl früher die Bedingung gefunden worden: m = u
– F/i. Beide Werthe von m müssen daher, auf das gleiche Stadium
des Aufwindens bezogen, gleich sein, damit dasselbe richtig
erfolge; mithin ist also:
u
– F/i = M (n – 2Py (s/g)).
Für die Spindelgeschwindigkeit u ergibt sich noch u = n (r₁ s₂)/(r₂ s₃) oder wenn wir das
Uebersetzungsverhältniß (r₁
s₂)/(r₂ s₃) = N setzen, u
= nN; wird ferner für F der Werth F = n (r₁/r₃)(y/r₅)
dπ, gesetzt, wo d der Durchmesser des Streckcylinders
ist, und der Einfachheit wegen n
(r₂/r₃)(1/r₅) dπ = T, also F =Ty, so ergibt sich schließlich die
Beziehungsgleichung
nN
– Ty/i = Mn – 2PMy (s/g) (6)
Damit nun die Conoidendurchmesser unabhängig
vom Drehungswechselrade y werden,
sind die Uebersetzungsverhältnisse M
und N gleich groß zu machen, so daß
unter der Voraussetzung von M = N Gleichung 6 übergeht in T/i = 2PM (s/g), woraus
das Uebersetzungsverhältniß der Conoide folgt: s/g = T/i (1/2PM) oder, wenn man die constanten Größen
T/(2PM)
= C setzt, die allgemeine
Beziehungsgleichung
s/g = C/i
(7)
Das Uebersetzungsverhältniß vom obern zum
untern Conoid ist also gleich einer constanten Zahl, dividirt
durch den veränderlichen Spulenumfang. Da aber der letztere nach
jedem Hube um eine constante Größe zunimmt, so muß dieses
Uebersetzungsverhältniß, also auch die Umdrehungszahl des untern
Conoids, proportional abnehmen. Der leeren Spule (dem kleinsten
Umfange imin) entspricht das größte und der vollen Spule (dem
größten Umfange imax) das kleinste
Uebersetzungsverhältniß. Da vom untern Conoid die Auf- und
Abbewegung der Spulenbank ausgeht, so ist die aufgestellte
Bedingung der gleichmäßig abnehmenden Geschwindigkeit derselben
erfüllt.
Obiger Gleichung kann man je nach den weiteren
Annahmen in verschiedener Weise genügen. Denkt man
beispielsweise das obere Conoid als geradlinigen Kegel oder als
Paraboloid u.s.w. gegeben, und nimmt man ferner an, es erfolge
die Fortrückung des Riemens – wie dies stets geschieht
– jedesmal um das nämliche Stück, so erhält man für die
Durchmesser des untern Conoids g =
s (i/C). Theilt man sich nun die Länge des
obern Conoids in beliebige gleiche Theile und macht noch seine
Annahmen für die entsprechende Zunahme des Spulenumfanges i, so kann man für verschiedene
Durchmesser s des obern Conoids die
zugehörenden g des untern aus obiger
Beziehung ermitteln. Der kleinste und größte Durchmesser gmin und
gmax
ergibt sich: gmin = smax (imin/C)
und gmax = smin (imax/C). Die auf diese Weise construirten
Conoiden erfordern aber noch eine Spannrolle, um den Riemen
stets in gleichmäßiger Spannung zu erhalten.
Bei vorliegender Maschine, sowie überhaupt bei
allen neueren Maschinen ist daher, um diese Spannrolle
überflüssig zu machen, außer der Bedingung der gleichmäßigen
Fortrückung noch die eingeführt, daß der Riemen stets gleiche
Länge behält. – Wir wollen jedoch diesen Punkt hier nicht
weiter verfolgen, da es uns nur um Vorführung der allgemeinen
Principien der Aufwindung zu thun war.
Wir geben noch nachstehend die für vorliegende
Maschine geltenden Zahlenwerthe und haben einige Durchmesser der
Conoide in Figur 6
zur Vergleichung einer etwaigen Rechnung eingeschrieben. Räder
r₁₁ = 36, b = 30, b₁ = 45, Q = 21, R = 105, K =
R₁ = R₂ = D =38, D₁ = 42, D₂ = 32, D₄ =
24, D₅ = 16, z₄ =12, z₅ = 36, z₆ =
32, z₇ = 32, z₈ = 26, z₉ = 76, z₁₀ Hebungswechselrad = 10, z₁₁ = 71, z₁₂ = 20. Theilung der
Zahnstangen 5/16 Zoll (8mm). Klinkräder k₀ = 9
bis 20, gewöhnlich 10 bis 14. z₁ = 76, z₂ =
60. Kleinster Spulendurchmesser 13/4 Zoll (44mm); größter
Spulendurchmesser 5 Zoll (127mm); Hebung 10 Zoll (254mm).
Wir wiederholen von Seite 253, daß r₁ = 42, r₂ = 32, s₂ = 24
und s₃ =16 ist und M = (D₁ D₄)/(D₃ D₄) = (42 × 24)/(32 × 16) und N = (r₁ s₂)/(r₂ s₃)= (42 × 24)/(32 × 16), also M = N wird,
wie angenommen wurde.
In der Praxis treten aber verschiedene Umstände auf, welche die
Resultate der Rechnung beeinträchtigen. So würde z.B. die Breite
des Conoidenriemens, der in der Rechnung als mathematische Linie
angenommen wird, und dessen Anspannung zu berücksichtigen, auch
der Spulendurchmesser auf die Mittellinie des Vorgarnes und
nicht auf die äußersten Fasern zu beziehen sein. Daher ist die
Maschine noch stets bei Beginn des Spinnprocesses zu reguliren.
Durch Verstellen der Zahnstange S
kann man den Conoidenriemen nach links oder rechts schieben,
eine größere oder kleinere Uebersetzung nach dem untern Conoide,
also ein festeres oder loseres Aufwickeln des Fadens erreichen.
Durch passende Wahl eines Klinkrades k₀ kann man es ferner erreichen,
daß die Spannung des Fadens im Laufe der Wickelung nicht größer
oder kleiner wird, was eintreten würde, wenn bei zu kleiner
Zähnezahl desselben die Verschiebung des Riemens zu langsam,
oder bei zu großer Zähnezahl desselben zu rasch erfolgt. Auch
das Nebeneinanderlegen der Fäden kann man durch ein größeres
oder kleineres Wechselrad z₁₀ (Hebungswechselrad) so reguliren, daß
sich die Fäden weder über, noch zu weit aus einander, sondern
dicht neben einander legen.
Ist die Füllung der Spulen beendet, so wird die Maschine still
gehalten und von jeder Spule der Vorgarnfaden unterhalb der
Flügel abgerissen; alsdann werden diese selbst abgehoben und mit
den eingezogenen Vorgarnfäden über die vordere Ausrückstange
gehängt. Die vollen Spulen nimmt man jetzt herunter und setzt
leere an deren Stelle; hierauf werden die Flügel wieder auf die
Spindeln gesteckt und die Vorgarnfäden um die leeren Spulen
herumgeschlungen. Diese Vorrichtung nennt man das
„Abschneiden“. Der Spinnproceß kann alsdann
von neuem beginnen, sobald der Conoidenriemen in seine
anfängliche Lage zurückgebracht, die Maschine, wie man sagt,
„aufgezogen“ worden ist. Dasselbe geschieht
folgendermaßen: Die Achse mit der Rolle R₀, an der das Gewicht G₁ wirkt, steht durch ein 44er und 32er Rad mit der Welle o₄ in Verbindung, die jenseits
des Spindelkastens mit dem Handrad H₂ versehen ist. Durch Drehen an diesem Rade im
entgegengesetzten Sinne der Bewegung bewirkt man das Aufwickeln
der Kette, das Emporheben des daran hängenden Gewichtes G₁ und zugleich das Zurückführen
der Stange S mit dem Conoidenriemen,
wobei die im Eingriff mit dem Klinkrade k₀ befindliche Klinke über die Zähne desselben
hinwegschleift, dessen selbsttätiges Zurückgehen aber
verhindert.
Damit das Aufziehen nicht zu weit erfolge, ist die Zahnstange bei
q mit einer verstellbaren Knagge
versehen, die gegen die Führung im ersten Gestelle stößt, sobald
dasselbe genügend bewirkt ist. Um aber das Zurückbringen des
Riemens zu erleichtern, muß dessen Spannung während desselben
aufgehoben werden, was durch Emporheben des untern Conoids auf
einer Seite geschieht. Um dies zu ermöglichen, ist die Achse o₆ des untern Conoids (Fig.
6) in zwei Muffen gelagert, die ihrerseits mit
rechtwinklig abstehenden, in Büchsen η₁ und η₂ drehbar eingeschobenen Zapfen versehen
sind. Die Detailfiguren 13 und 14 zeigen in 1/8 n. Gr. die
Lagerung des linken Zapfens der Conoidenachse o₆. Auf dieser Seite ist, wie
Figur 14 erkennen läßt, die Büchse η₂ mit einer Zahnstange versehen, in welche
ein Triebrad der außerhalb des Spindelkastens mit einem Handrade
H₂ versehenen Welle o₅ faßt, durch deren Drehung
das Emporheben der Zahnstange und des Conoidenzapfens, sowie das
Schrägstellen der Conoidenachse – ermöglicht durch die
entsprechende Lagerung am andern Ende – und die Aufhebung
der Riemenspannung erreicht wird. Das selbstthätige Zurückfallen
des Conoids wird durch die Zahnkupplung ε₁, ε₀ (Rose genannt) verhütet. Die eine Hälfte
derselben ε0, durch deren
Bohrung die Welle o₆ lose
geht, ist fest am Gestell und dient die bügelartige Ausbauchung
(Fig. 13)
zugleich als Führung für die Zahnstange. Die andere
Kupplungshälfte ε₁ ist
mittels eines Keiles verschiebbar, aber nicht drehbar auf Welle
o₅ befestigt und wird durch
eine sich an einen Stellring anlegende Feder an die erste Hälfte
ε₀ angedrückt. Beim
Emporheben des Conoids schleifen die Kupplungszähne an einander,
jedoch vermag das Gewicht desselben nicht ihre Reibung an
einander zu überwinden, weshalb dasselbe stehen bleibt. Nach
Zurückführung des Riemens durch Drehen am Handrade H₁ wird das Niederlassen des
Conoids behufs Spannung des Riemens durch Zurückdrehen des
Handrades H₂ bewirkt. Die
Maschine ist nunmehr bereit zum Beginn des neuen Spinnprocesses.
Das Abschneiden und Aufziehen der Maschine kann bei 40 Spindeln
von 3 Personen in 4 bis 6 Minuten ausgeführt werden und dauert
bei 56 Spindeln etwa 7 Minuten.
Ehe wir jetzt zur Betrachtung der Aufwindemechanismen der beiden
anderen Spindelbänke übergehen, wollen wir noch die Methode des
Lederaufziehens auf die eisernen Druckwalzen der Streck- und
Vorspinnmaschinen besprechen, weil dieselbe nicht allgemein
bekannt sein dürfte und von der guten Ausführung derselben die
Dauerhaftigkeit der Walzen abhängig ist. Man bedient sich hierzu
am vortheilhaftesten einer sogen. Lederaufziehbank (leather roller
covering machine), die nach einer Ausführung von S. Lawson and Sons in Leeds in Seitenansicht, Vorderansicht, Grundriß
bezieh. Querschnitt nach I-II in den Figuren
15 bis 18 Taf.
VII [a.d/4] in 1/16 n. Gr.
abgebildet ist. Die Figuren
19 bis 26 Taf.
VII geben ebenfalls in 1/16 n. Gr. verschiedene Details, und
zwar Fig. 19
bis 24 zwei
sogen. Pressen in verschiedenen Ansichten für eine Druckwalze
zum ersten Durchzuge und für eine Druckwalze zur Spindelbank;
Fig. 25 stellt die größte Druckwalze einer ersten
Streckmaschine mit durchschnittenem Lederbezuge dar und Fig.
26 die abgewickelte Cylinderfläche dieser Walze mit den
Löchern zum Befestigen des Leders.
Die Lederaufziehbank besteht zunächst aus der Docke D mit der Spindel S, welche die Mitnehmerscheibe M und das Schneckenrad C
trägt, mit welchem die Schnecke i
auf der darunter gelagerten, mit Handrad H versehenen Welle im Eingriff ist. Die
Docke ist mit der Platte P aus einem
Stück gegossen und mit ihr entweder auf einem Holzgestell, oder
– wie gezeichnet – auf dem Bette G einer Drehbank, das durch die Füße F gestützt wird, befestigt. Wie der
Grundriß Fig. 17
zeigt, ist die Platte P jenseits der
Docke mit einem Schlitz versehen zur Führung des Reitstockes R und hat eine seitliche, mit mehreren
Nuthen versehene Ausladung zur Aufnahme und Befestigung der
Vorlage V. Zwischen Reitstock und Docke werden die zu
überziehenden Walzen eingespannt und zwar dadurch, daß ihre
Achsen in Futter gelegt werden, welche über die Reitstockspindel
und in die Mitnehmerscheibe gesteckt sind. Je nach der Art der
Walze hat man zu dem Behufe verschiedene Futter, deren Höhlung
dem Durchmesser der Walzenachsen entspricht. In die
Mitnehmerscheibe sind zwei Stifte eingeschraubt, welche in
entsprechende Bohrungen der Endplatten der Walzen, oder zwischen
die Speichen derselben fassen, wodurch bei der Drehung der
Spindel S die zwischen den Futtern
eingespannte Walze mitgenommen wird.
Die in Fig. 25
abgebildete Walze einer ersten Streckmaschine besteht aus einem
15 Zoll (381mm) langen,
auf einer schmiedeisernen Achse befestigten gußeisernen
Cylinder, dessen Oberfläche, wie Fig. 26
erkennen läßt, mit sechs Reihen Löcher 1 bis 6 versehen ist und
zwar so, daß auf zwei dicht an einander stehende Reihen eine
weitere in größerer Entfernung folgt u.s.w. Diese Walze muß in
zwei Abtheilungen mit Leder überzogen werden und zwischen beiden
ein Zwischenraum von etwa 25mm bleiben, wie aus Fig. 25
ersichtlich ist.
Bei dem Aufwinden des Leders ist dasselbe fest auf die Oberfläche
der Walzen anzudrücken, wozu man sich der sogen. Pressen
bedient, deren Größe und Einrichtung je nach der Art der zu
überziehenden Walze wechselt. Fig. 19
bis 21
stellen die größte für Streckmaschinenwalzen bestimmte und Fig.
22 bis 24 die
kleinste für Spindelbankwalzen bestimmte dar. Die Pressen
bestehen aus dem Preßkörper B von
eichenem Holze, in welchem mit Gewinde und Mutter versehene
Stifthaken x und Stiftösen y an den Enden derselben eingesetzt
sind. Soll die Presse an eine ungetheilte erste
Streckmaschinenwalze angelegt werden, so faßt die Oese y über die Reitstockspindel dicht hinter
das Futter, in welchem die Walze ruht und Oese x hinter die Mitnehmerscheibe über deren
Nabe. Je nachdem ferner die rechte oder die linke Hälfte der
Walze überzogen werden soll, wird ein kleines, etwas
ausgerundetes Holzstück z entweder
auf der rechten oder linken Hälfte des Körpers B festgeschraubt, damit nur die
entsprechende Seite der Walze den Druck empfängt. Anders ist
dies bei den Pressen für getheilte Walzen, also beispielsweise
auch
für Spindelbankwalzen. Hier faßt Oese y wieder über die Reitstockspindel, aber Haken x zwischen beiden Walzen hindurch über
die Achse derselben an die Stelle, wo sonst der Belastungsbügel
ruht. Die vorher erwähnte weitere Einrichtung ist hier also
nicht nöthig. Fig. 18
zeigt im Querschnitt eine aufgespannte erste
Streckmaschinenwalze W mit einem
Stück aufgelegten Leder, auf welches die sich an die
untergeschobene Vorlage V legende
Presse wirkt.
Jede Walze erhält stets zwei Lederüberzüge über einander. Das
erste Leder, welches direct auf die Walze zu liegen kommt, muß
etwa 2 Stunden vor dem Aufziehen in Wasser gelegt werden, damit
es sich nach dem Aufziehen durch das Trocknen fest auf den
Umfang der Walze anlegt. Mit dem Aufziehen wird bei einer
Doppelreihe Löcher, also z.B. bei Reihe 1 begonnen und dort das
Leder durch in Leim getauchte viereckige, durch das Leder
hindurch in die Walzenlöcher fest eingetriebene Holzstifte
zunächst befestigt. Jetzt erst legt man an diesen Theil die
Presse an, schraubt sie möglichst fest und beginnt durch das
Handrad H die Walze nach vorn zu
drehen, um beim jedesmaligen Eintreffen einer Lochreihe aufs
Neue Holzstifte einzutreiben. Die Führung des Leders kann dabei
dadurch geschehen, daß man an das freie Ende desselben einen
Strick befestigt, der über eine Rolle geht und jenseits
derselben mit einem Gewicht beschwert ist. Ist man in der
beschriebenen Weise mit dem Aufnageln bei der letzten Lochreihe
6 angelangt, so muß das Leder passend abgeschnitten werden,
damit nach dem Aufnageln die Enden gut an einander stoßen, was
einige Aufmerksamkeit erfordert. Ebenso wird die zweite Hälfte
der Walze mit dem ersten Lederüberzuge versehen und dabei an der
Presse das Holz z umgespannt. Jetzt
legt man die Walze mindestens 24 Stunden zum Trocknen, worauf
die Oberfläche mit einer Raspel rauh gemacht wird, damit der
Leim, welcher den zweiten Lederüberzug auf dem ersten befestigen
soll, besser haftet. Aus demselben Grunde wird die innere Seite
des zweiten Leders durch Abraspeln rauh gemacht und dann mit
gutem, nicht zu dick gekochtem, gewöhnlichem Leim
bestrichen.
Damit sich nun bei dem Aufwinden des zweiten Leders das erste
nicht wieder los ziehe, darf nicht bei der Lochreihe 1 oder 6,
wo die Enden des ersten Leders zusammen stoßen, angefangen,
sondern es muß die gegenüberliegende Lochreihe, also Reihe 4
gewählt werden. Man beginnt zunächst damit, daß man das Ende des
zweiten, wie beschrieben, vorbereiteten Leders auf Lochreihe 4
durch Drahtnägel, die man in die vorher eingetriebenen
Holzstifte des ersten Leders einschlägt, provisorisch befestigt,
jetzt die Presse mit starkem Drucke anlegt und die Walze langsam
dreht, bis das Aufziehen bis zur Lochreihe 3 vorgeschritten
ist. Jetzt muß das Leder wiederum passend abgeschnitten werden,
damit die Enden ganz dicht an einander stoßen; dann nagelt man
noch das Leder auf Stiftreihe 3 ebenfalls mit Drahtnägeln
provisorisch fest. Hierauf ist die Walze sofort mit Bindfaden in
dichten Lagen zu umwickeln, damit der Leim sicher die beiden
Leder verbindet. Nach Abnahme der Presse schlingt man deshalb
den Bindfaden zunächst einmal um die Walze und beginnt –
den Faden stramm durch die Hand laufen lassend – dieselbe
so lange zu drehen, bis sich Lage neben Lage aufgewickelt hat,
worauf man die Enden fest verknüpft. Nachdem auch das zweite
Leder auf die andere Hälfte der Walze in derselben Weise
aufgezogen und mit Bindfaden umwickelt worden ist, legt man die
Walze zum Trocknen weg. Damit bei dem Aufwinden des Bindfadens
eine schnellere Drehung der Walzen möglich ist, trägt die
Schneckenwelle ein Rad k mit 18
Zähnen, das mit einem durch Kurbel m
drehbaren Rade 1 mit 50 Zähnen im Eingriff ist. Die Walzen
müssen jetzt mindestens 3 Tage liegen bleiben, ehe sie genügend
ausgetrocknet sind, um weiter behandelt werden zu können. Man
windet alsdann den Bindfaden ab, entfernt die beiden
Drahtstiftenreihen und spannt die Walze auf eine Drehbank, um
sie mittels Drehröhre auf gleichen Durchmesser zu bringen und
dann noch mit dem Schlichtstahl überzuschlichten. Damit ferner
das Leder an der Oberfläche blank und hart wird, reibt man
dieselbe, während die Walze noch auf der Drehbank ist, mit in
Wasser getauchter Heede stark ab.
Aehnlich ist das Ueberziehen der kleinen Walzen.
(Fortsetzung
folgt.)
Tafeln