| Titel: | M. Scott's verbesserter Apparat zum Giessen von Stahlblöcken und von Stahlreifen. |
| Autor: | –r. |
| Fundstelle: | Band 229, Jahrgang 1878, S. 244 |
| Download: | XML |
M. Scott's verbesserter Apparat zum Gieſsen von Stahlblöcken und von
Stahlreifen.
Mit Abbildungen auf Tafel 19.
Scott's Apparat zum Gieſsen von Stahlblöcken und
Stahlreifen.
Mich. Scott beschreibt im Journal of the
Iron and Steel Institute, 1878 eine Vorrichtung,
welche es ermöglicht, in verhältniſsmäſsig kleinem Räume eine groſse Anzahl
Guſsblöcke herzustellen, und wobei gleichzeitig möglichst wenig Trichter und
Abfalleisen entstehen. Die ursprüngliche Anordnung Bessemer's beschränkt sich bekanntlich auf einen drehbaren Krahn, welcher
eine Gieſskelle trägt, die das flüssige Eisen direct aus der Birne empfängt und in
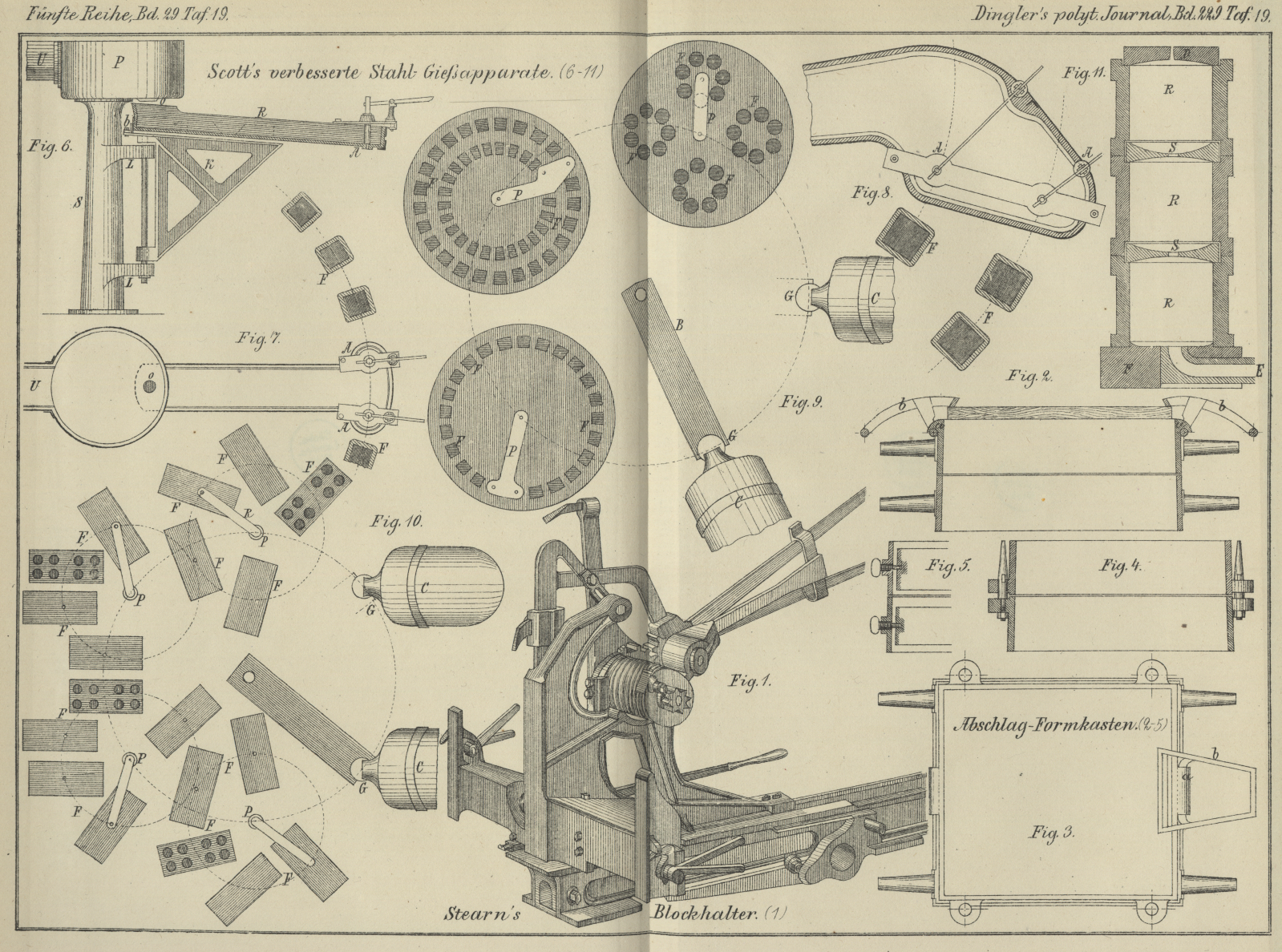
die kreisförmig um die Achse des Krahnes aufgestellten Formen entleert. Der in Fig.
6 bis 10 Taf. 19
veranschaulichte Apparat hat folgende Einrichtung.
Die verticale, um ihre Achse drehbare Säule S trägt an
ihrem Kopfe die Gieſspfanne P. In den an der Säule
angegossenen Lagern L hängt der um letztere ebenfalls
drehbare Krahn K. Auf diesem ruht eine schmiedeiserne
und mit feuerfesten Steinen gefütterte Rinne R, welche
nur durch einen Bolzen b mit dem Krahn verbunden ist
und sich deshalb leicht von demselben abheben läſst. Die Gieſspfanne P entleert das von ihr aufgenommene flüssige Eisen
durch eine 76mm weite, mit Stöpsel verschlieſsbare
Oeffnung o in die Rinne R
und ist überdies mit einem Ueberlauf U versehen,
wodurch das etwa zu viel einflieſsende Metall leicht entfernt wird. Die Rinne R hat an ihrem einen Ende im Boden eine oder mehrere
ebenfalls mit Stöpsel und Hebelvorrichtung verschlieſsbare Ausguſsöffnungen A von 32 bis 38mm
Weite.
Die vortheilhafteste Verwendung dieses Apparates, welcher gewöhnlich eine Ausladung
von 2m,285 hat, besteht darin, daſs man ihn mit
dem alten Bessemer-Krahn combinirt, wie dies in Fig. 9 und
10 angedeutet ist. Die beim Gieſsen vorzunehmenden Manipulationen sind
nun folgende: Die an dem Krahn B befindliche
Gieſspfanne G empfängt das Metall direct aus den Birnen
C, gelangt durch Drehung des Krahnes über die
Pfanne P der oben beschriebenen Scott'schen Gieſsvorrichtung und entleert ihren Inhalt in letztere. Durch
Oeffnen des Stöpsels in o gelangt das Metall in die
Rinne R und aus dieser durch die Ausfluſsöffnung A in die concentrisch um P
gruppirten Guſsformen F. Es ist einleuchtend, daſs
durch diese Einrichtung eine ganz bedeutende Raumersparniſs erzielt und der Krahn
selbst dadurch, daſs seine Ausladung verhältniſsmäſsig klein ist, leicht hantirt
werden kann. Hierzu kommt, daſs es in den meisten Fällen zweckmäſsig ist, zu
leichter Waare auch kleine Guſsformen zu benutzen; ferner wird den Arbeitern der
Dienst dadurch sehr erleichtert, daſs sie wenig von der Hitze zu leiden haben. Der
Einguſs von 10t flüssigen Metalles in die Formen
geschieht in 7 bis 8 Minuten, und es entsteht nur wenig Metallverlust, weder durch
Spritzen, noch durch zu groſse Guſsköpfe, weil der Ausfluſs durch die Stöpsel genau
regulirt werden kann, was bei der gewöhnlichen Gieſspfanne nicht der Fall ist.
Während des Gieſsens bleibt die Oeffnung o der Pfanne
P, selbst während der Drehung des Krahnes,
unverschlossen. Ein Festsetzen der Stöpsel in den Ausfluſsöffnungen ereignet sich
höchst selten. Die Rinne R wird vor dem Guſs in einem Flammofen
angewärmt, damit sich möglichst wenig Schaleneisen bilde, dessen Entstehung übrigens
durch das rasche Laufen des flüssigen Metalles schon an und für sich auf ein Minimum
reducirt wird. Endlich kann das Einflieſsen in die Formen bei dem beschriebenen
Apparate weit besser beobachtet werden, als wenn dieselben durch eine breite
Gieſspfanne überdeckt sind.
Die Gesammtanlagskosten des Krahnes nebst Säule und Pfanne belaufen sich ungefähr auf
1000 M.
M. Scott hat auſserdem auf die in Fig. 11
Taf. 19 veranschaulichte Form zum Gieſsen von Stahlblöcken für Radreifen ein
englisches Patent erhalten. Dieselbe besteht aus einem mit feuerfestem Einguſs E versehenen guſseisernen Fuſse F, den vertical über einander aufgesetzten, ebenfalls guſseisernen Ringen
R, dem guſseisernen Deckel D und den beiden aus feuerfester Masse geformten Scheiben S. Deckel D und Scheiben
S sind in der Mitte mit kleinen runden Oeffnungen
versehen. Bei der Zusammenstellung des Apparates werden die Aufsatzflächen der
einzelnen Theile mit in Wasser aufgeweichtem feuerfesten Thon bestrichen, um
Undichtigkeiten zu vermeiden. Der Einguſs muſs natürlich bis zur Höhe der ganzen
Guſsform und kann nach Belieben höher aufgeführt werden, wodurch die Dichtigkeit des
Guſses vermehrt wird. Die Ringe R sind wegen des
leichteren Abhebens schwach conisch.
Der Guſs erfolgt von unten in der Weise, daſs die untere, mittlere und obere Form
sich der Reihe nach füllen, indem der flüssige Stahl die Oeffnungen in den Scheiben
S passirt und die Luft durch die Oeffnung in D entweicht. D wird
während des Gieſsens mit Guſsstücken belastet. Die Formen stehen kreisförmig um den
centralen Einguſs E, können also in beliebiger Anzahl
vorhanden sein und füllen sich gleichzeitig.
Die einzelnen Blöcke lassen sich nach dem Erstarren leicht mit Stahlmeiſseln sowohl
unter einander, als vom Einguſs abtrennen. Die Scheiben S, welche allerdings nur einmal gebraucht werden können, sind sehr billig
– zu 25 Pf. das Stück – herzustellen. Es leuchtet ein, daſs das Scott'sche Verfahren raumersparend, wenig kostspielig
ist und einen gesunden, dichten Guſs liefern muſs.
–r.
Tafeln