| Titel: | Selbstcentrirendes Futter von A. Hansse in Darmstadt. |
| Fundstelle: | Band 231, Jahrgang 1879, S. 320 |
| Download: | XML |
Selbstcentrirendes Futter von A. Hansse in
Darmstadt.
Mit Abbildungen auf Tafel 28.
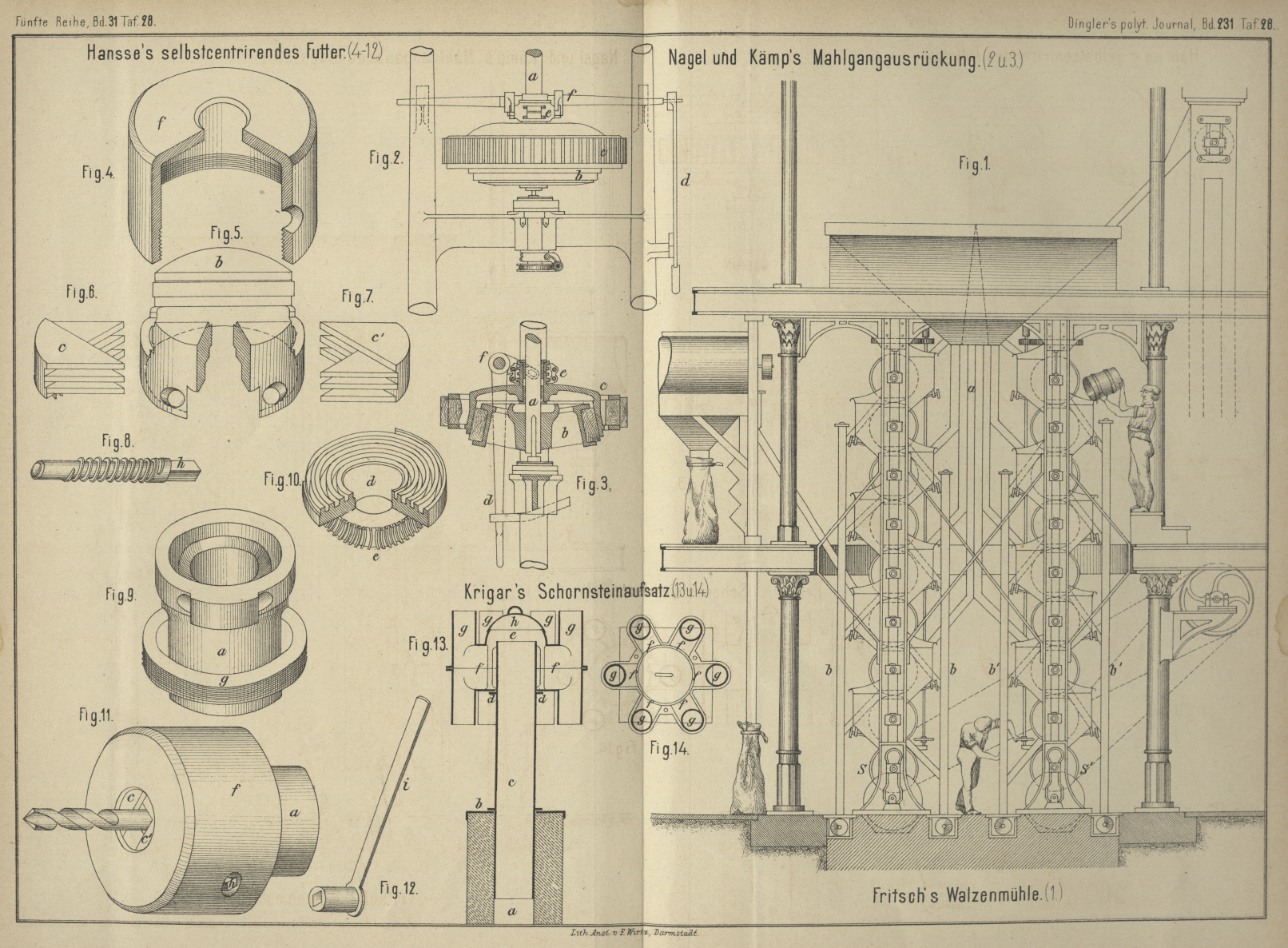
Hansse's selbstcentrirendes Futter.
In Futtern, speciell in selbstcentrirenden Bohrerfuttern, ist in den letzten zwei
Jahrzehnten weitaus der gröſsere Theil zur Vervollkommnung von amerikanischer Seite
geschehen. Die Amerikaner konnten mittels ihrer vorzüglichen Specialmaschinen
insbesondere der hier in Betracht kommenden Fräsmaschinen, darin Ausgezeichnetes
liefern; es sind eine groſse Anzahl verschiedener Futter – welche mehr oder weniger
bekannt – von da aus über die ganze industrielle Welt verbreitet.Vgl. Frost *1877 226
246. Porter *1877 225 418. Westcott *1876 222 413. Almond *
1876 221 442. Hubbard * 1873 210 435.
Die wesentlichen Haupttheile eines selbstcentrirenden Futters sind die Backen und der
Theil, durch welchen das gleichmäſsige Zusammenziehen und Auseinandergehen derselben
zu bezieh. von der Mittelachse bewirkt wird; letzteres geschieht entweder durch eine
rechts- und linksgängige Schraube oder durch eine Planspirale oder auch, indem die
Backen vermöge ihrer Führung gezwungen werden, einer schiefen Ebene oder Fläche
entlang zu gleiten; zu demselben Zwecke finden auch conische Gewinde Anwendung,
sowie auch Einrichtungen, bei welchen sich ein tonischer Theil zwischen Hebeln, die
mit den Backen in Verbindung stehen, einschiebt; durch letztere Art wird aber das
Futter zu complicirt.
Die Ansprüche die man an ein selbstcentrirendes Futter stellt, sind: 1) Ein rasches,
festes, centrisches (rund laufendes) Einspannen von Drähten oder Stäben von rundem,
ovalem, quadratischem oder auch rechteckigem Querschnitt von 1mm Durchmesser an. 2) Runde Form, keine
hervorspringenden Theile, um Verletzungen zu verhüten. 3) Keine Oeffnungen an
demselben, welche Schmutz oder Späne ins Innere führen und so die Abnutzung fördern
oder die Wirkungsweise des Futters hemmen können. 4) Die Möglichkeit, bei möglichst
kleinem äuſserem Durchmesser des Futters Gegenstände von möglichst groſsem Durchmesser einspannen
zu können.
Diese Gesichtspunkte waren es, welche mich bei Construction des in Fig. 4 bis
12 Taf. 28 dargestellten Futters leiteten; nebenbei war mein Augenmerk
auf Erzielung gröſstmöglichster Stärke der einzelnen Theile gerichtet.
Der Theil a des Futterkörpers, welcher hinten
kegelförmig ausgedreht ist, wird auf einem entsprechend passenden Conus der
Drehbank- bezieh. Bohrspindel (handwarm) aufgesteckt, um das Loswerden desselben
beim Drehen oder Bohren zu verhindern. In dem Führungsstück b liegen die Backen c und c', welche unten mit passendem Vorsprunge in die
Planspirale d eingreifen; letztere bildet mit dem
Schraubenrad e ein Stück, welches sich schlieſsend in
dem Führungstheil b dreht und das gleichmäſsige
Zusammen- oder Auseinandergehen der Backen bewirkt. Sind die Backen c, c', sowie der Theil d
in b eingeschoben und zusammen über den Futterkörper
a gesteckt, so wird der Mantel f darüber gestülpt, die Schraube h eingeführt, ein kleiner Stift hinter die Schulter
dieser Schraube gesteckt, um dieselbe beim Linksdrehen am Herausschrauben zu
hindern, und schlieſslich das Ganze mittels des Vorsetzringes g, welcher sich in den Mantel f einschraubt, zusammengezogen. Der Schlüssel i wird zum raschen Drehen der Schraube h
benutzt; ein leichtes Anziehen genügt in den meisten Fallen, um Gegenstände fest zu
spannen.
Durch die von vier Seiten umschlossene Führung der Backen ist ein Nachgeben derselben
nicht leicht möglich, und da alle Theile entweder aus Stahl oder bestem schmiedbarem
Guſs bestehen, sowie alle der Abnutzung unterworfenen Theile gehärtet sind, so ist
mit der erforderlichen Haltbarkeit auch jede Gefahr des Zerbrechens so viel wie
möglich vorgebeugt.
Das Futter ist in ⅜ n. Gr. gezeichnet und spannt in dieser Gröſse Drähte von 0 bis
25mm Durchmesser.
Tafeln