| Titel: | Formmaschine von Sebold und Neff in Durlach. |
| Autor: | G. |
| Fundstelle: | Band 236, Jahrgang 1880, S. 19 |
| Download: | XML |
Formmaschine von Sebold und Neff in
Durlach.
Mit Abbildungen auf Tafel 4.
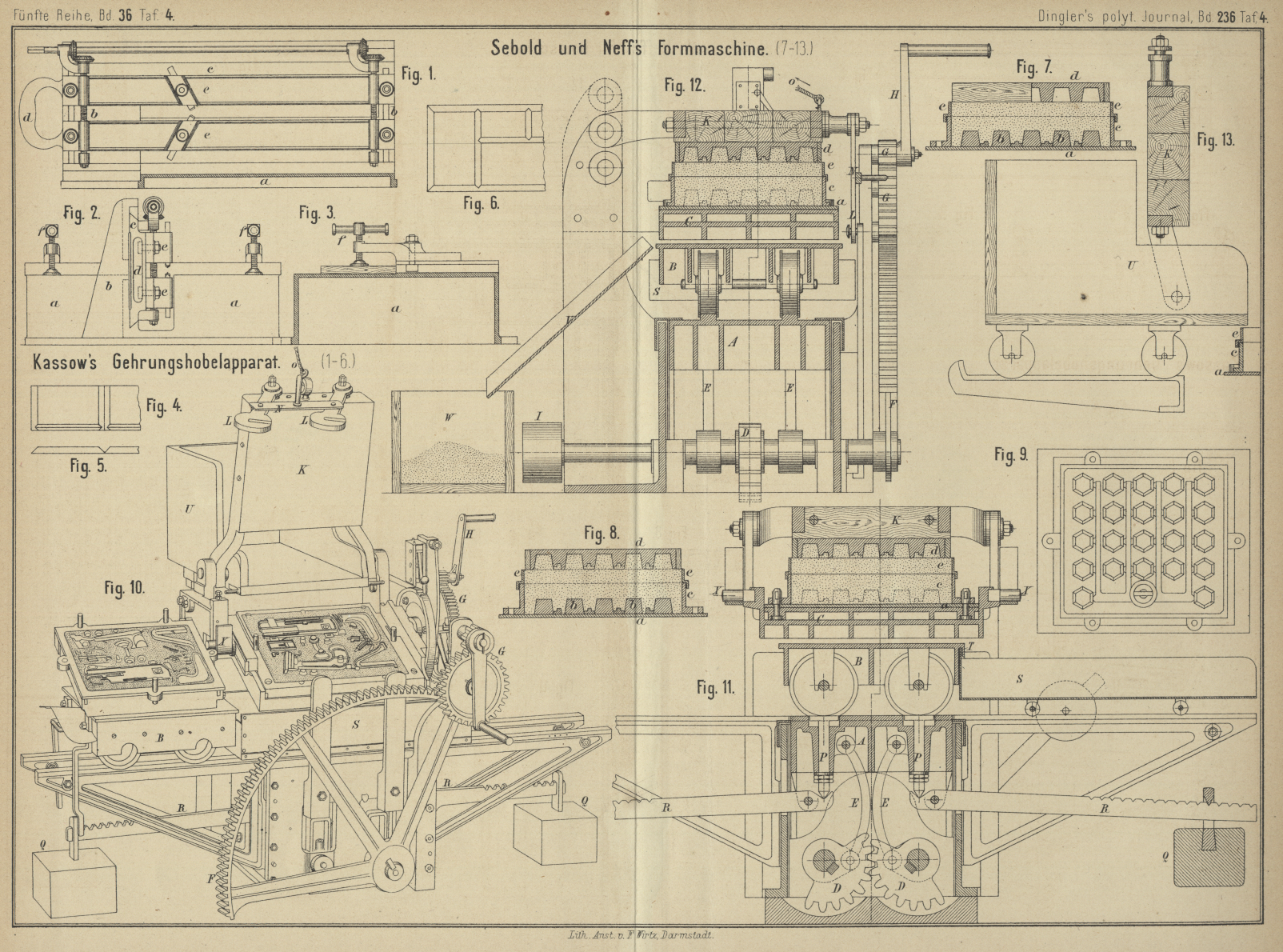
Sebold und Neff Formmaschine.
Einen sehr beachtenswerthen Fortschritt weist die von der Eisengieſserei Sebold und Neff in Durlach, Baden (* D. R. P. Nr. 8390 vom 26. Juli 1879) erfundene und bereits
vielfach praktisch erprobte Formmaschine auf, welche in Fig. 7 bis
13 Taf. 4 näher veranschaulicht ist. Nach dem hier eingeschlagenen
Verfahren ist ein groſser Uebelstand der älteren Constructionen beseitigt; bei
diesen brachte man nämlich zur Ausübung des Druckes auf den Formsand zuerst Druckplatten mit gerader
Fläche zur Anwendung, welche den Nachtheil besitzen, daſs der Sand an den hohen
Stellen des Modelles mehr, an den niedrigeren weniger stark gepreſst wurde. Diesen
Fehler suchte man später mit verbesserten Druckplatten abzuhelfen, in deren
Unterfläche das Modell vertieft eingeschnitzt war. Abgesehen davon, daſs ein solches
Brett nie so genau hergestellt wird, daſs es streng dem Modell entspricht, werden
nun die tieferen Stellen zu stark, die höheren zu wenig gepreſst. Das Gesagte
erhellt deutlich aus Fig. 7, in
welcher die Pressung mit flacher bezieh. mit façonnirter Druckplatte veranschaulicht
ist; dagegen zeigt Fig. 8 die
neue Art, gut verwendbare Preſsplatten leicht herzustellen.
Man setzt auf die Bodenplatte a, auf welcher die zu
formenden Modelle b aufgeschraubt oder aufgenietet
sind, den Formkasten c auf und gieſst in denselben
erwärmtes Guttapercha oder sonst eine Masse, welche nach dem Erkalten hinlängliche
Festigkeit erhält, um zur Uebermittlung des Druckes der Maschine auf den Formsand
dienen zu können. Auf diese Weise erhält man ein dem von der Formplatte sich
abhebenden Hauterelief genau entsprechendes Basrelief, welches nach dem Erkalten
leicht abgehoben werden kann und nunmehr die Druckplatte d bildet. Beim Formen wird der Formkasten c
auf die Bodenplatte a aufgesetzt, in der gewöhnlichen
Weise mit Sand gefüllt und dann glatt abgestrichen. Die Druckplatte d wird gleichfalls mit dem Relief nach oben auf den
Boden gelegt, der Rahmen e aufgesetzt und in den so
geformten Kasten ebenfalls Sand eingefüllt und abgestrichen. Man bedeckt alsdann den
Aufsatzrahmen e mit einem Blech, dreht denselben
mitsammt der Bodenplatte um und legt das Ganze auf den Formkasten c, worauf man das Blech wegzieht. Die Theile nehmen
alsdann die in Fig. 8
dargestellte Lage ein; Fig. 9 zeigt
die obere Ansicht einer solchen Formplatte.
Wie man sieht, ist die auf dem abzuformenden Modelle ruhende Sandschicht nunmehr
überall gleich hoch, der Druck wird überall ein gleichmäſsiger und man erhält eine
Form, welche an allen Stellen gleich dicht ist.
Um nun die Druckgebung auf die Form genau dem in Verwendung kommenden Formmaterial
anzupassen, hat die Maschine folgende Einrichtung (Fig. 10 bis
13) erhalten.
In passenden, an dem Maschinengestell angebrachten Führungen läſst sich der Tisch A senkrecht auf- und niederbewegen. Auf dem Tisch ruht
der Wagen B mit dem Formkasten C, um von dem Tisch A gegen die an dem
Gestell festsitzende Kopfplatte K angepreſst zu werden.
Der Druck wird mithin bei der vorliegenden Maschine von unten bewirkt; doch lieſse
sich derselbe, wenn nöthig, auch von oben ausüben. Der Tisch erhält seine
Aufwärtsbewegung durch die vier Zahnsegmente D, welche durch
entsprechende Gelenke E mit dem Tisch verbunden sind
und ihrerseits ihre Bewegung von dem Zahnkranz F, dem
Vorgelege G und der Kurbel H erhalten. Das Gewicht des Tisches und der auf demselben ruhenden Last
ist durch das an der einen Achse D sitzende
Gegengewicht I ausgeglichen.
Die Kopfplatte K ist an dem Gestell durch ein Gelenk
befestigt, so daſs sie zurückgeschlagen werden kann. Wenn sie den Druck aufnehmen
soll, wird sie durch die Hängestücke L, welche sich um
an dem Gestell sitzende Zapfen legen, festgehalten. Die Hängestücke sind durch ein
Gelenk N mit einander verbunden, so daſs ein Ruck
genügt, um dieselben auszulösen und die Kopfplatte frei zu machen. Ein Gewicht,
welches mit dem vorderen Ende der Kopfplatte bei o
verbunden ist, hält diese im Gleichgewicht. Die Kopfplatte ist in ihrem Gestell
verstellbar, so daſs auch höhere Formkasten eingeformt werden können. Das Gestell
ist zu diesem Zweck nach oben verlängert und mit Zahnlöchern versehen, in welche der
Drehzapfen der Kopfplatte eingesteckt werden kann; ebenso sind die Haken oder
Hängestücke L für den gleichen Zweck zum Auswechseln
eingerichtet.
Damit der Druck der Maschine aufhöre, wenn die Form eine gewisse Dichtigkeit erreicht
hat, ist folgende Vorrichtung angebracht: Der Wagen B
liegt nicht unmittelbar auf dem Tisch, sondern auf den vier in Führungen des Tisches
auf und ab beweglichen Zapfen P, welche ihrerseits auf
den Enden der durch die Läufergewichte Q regulirbar
beschwerten Hebel R ruhen. Die Zapfen werden mit dem
Tisch in die Höhe bewegt; sobald jedoch der von der Form aufgenommene Druck eine
gewisse, den Gegendruck der Gewichte überwiegende Gröſse erreicht hat, geben die
Zapfen nach und jeder weiter fortgesetzte Druck hebt die Gewichte Q in die Höhe, ohne daſs er eine weitere Wirkung auf
die Form auszuüben im Stande wäre. Durch Verschieben der Gewichte Q auf dem Hebelarm R kann
man also den Druck, welcher auf den Formsand wirken soll, ganz unabhängig von dem
gröſseren oder geringeren Hube des Tisches nach Belieben reguliren.
Nach erfolgter Pressung wird der Tisch A niedergelassen,
die Kopfplatte K in die Höhe geschlagen und der Wagen
unter der Form, die mit Zapfen X in Lagern des
Gestelles ruht, weggefahren. Alsdann dreht man die Form um ihre Zapfen, so daſs die
Formplatte nach oben zu liegen kommt, und löst diese von der Form durch einige auf
dieselbe von oben ausgeübte Schläge mit einem Holzhammer. Damit kein Sand auf die
Bahn falle, ist an dem Wagen B der Schutzkasten S angehängt. Bei seiner Aufwärtsbewegung hebt sich der
Wagen B mit dem Kupplungshaken T aus dem Schutzkasten heraus, um sich, wenn der Tisch neuerdings
niedergeht, durch Einhängen des Hakens T wieder mit dem
Sandwagen zu verbinden.
Damit die Formkästen bequem mit Sand gefüllt werden können, ist der auf Schienen am Kopfe
des Gestelles laufende Sandkasten U (Fig. 13)
angebracht; derselbe enthält die für einen längeren Betrieb erforderliche Menge
Formsand und wird zurückgeschoben, wenn eine Form unter der Presse ist. Jedesmal,
wenn ein neuer Formkasten aufgesetzt wird, wird der Wagen U, so lange die Kopfplatte K aufgeschlagen
ist, vorgeschoben, so daſs er dicht an den Formkasten anstöſst. Der Arbeiter schiebt
alsdann mit einer Krücke den Sand aus dem Wagen U in
den Formkasten und streicht diesen ab. Der abgestrichene Sand fällt durch die Rinne
V (Fig. 12) in
den am Boden stehenden Kasten W.
Um mit dieser Maschine, welche sich zur Anfertigung kleinerer und gröſserer
GuſsstückeDie Formmaschine wird in zwei Gröſsen gebaut mit Formkästen von 420 × 480mm bis 420 × 510mm bezieh. von 540 × 810mm bis 615 × 820mm Lichtweite., deren Bedarf
ein sehr geringer sein kannBerichterstatter überzeugte sich, daſs bei den Erfindern schon bei Bedarf von
20 Stück getheilte Holzmodelle, welche nach Fertigstellung einfach von den
Modellplatten wieder abgenommen werden, zur Verwendung kommen.,
vorzüglich eignet, weitere Vortheile zu erzielen, ist es nöthig, eine solche
Anordnung zu treffen, daſs stets zwei Maschinen zusammen arbeiten, d.h. während auf
der einen Maschine der Untertheil für das betreffende Stück geformt wird, fertigt
man auf der zweiten Maschine den Obertheil, welche beide hierauf auf einem eigens
construirten, zur Maschine gehörigen Centrirapparat zusammengesetzt werden.
Der auf diese Weise hergestellte Guſs ist nahtfrei und entspricht in jeder Hinsicht
den gestellten Anforderungen. Die Maschine selbst ist sehr leicht zu handhaben, so
daſs jeder gewöhnliche Arbeiter darauf zu formen vermag, und verdient, zumal
dieselbe keine vollständig gehobelten Formkästen verlangt, allseitige Beachtung.
G.
Tafeln