| Titel: | Neuerungen an Maschinen zur Fassfabrikation. |
| Fundstelle: | Band 236, Jahrgang 1880, S. 368 |
| Download: | XML |
Neuerungen an Maschinen zur
Faſsfabrikation.
Mit Abbildungen auf Tafel 33.
Neuerungen an Maschinen zur Faſsfabrikation.
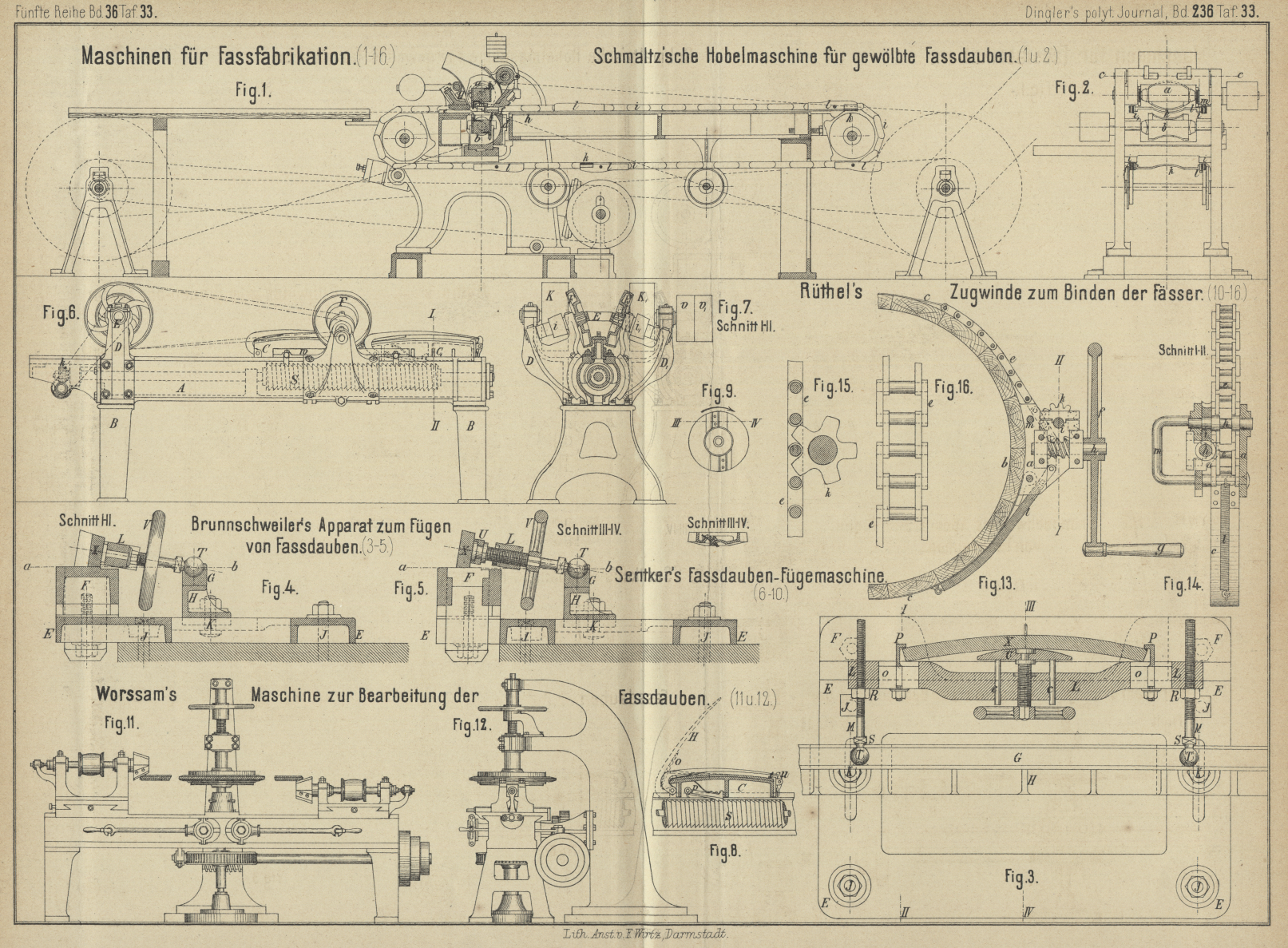
Die in Fig. 1 und
2 Taf. 33 dargestellte Hobelmaschine von Gebrüder
Schmaltz in Offenbach (* D. R. P. Kl. 38 Nr. 810 vom 11. October 1877) ist zur Herstellung von gewölbten Faſsdauben mit verstärkten
Köpfen aus gespaltenem Holze bestimmt. Derselben liegt die Bedingung zu Grunde, daſs
das Holz genau parallel der Faserrichtung bearbeitet werden soll, um möglichst
widerstandsfähige Dauben und damit solide Fässer zu erhalten. Fig. 1
stellt einen Längenschnitt der Maschine dar, Fig. 2 die
Vorderansicht vom Kopfe her, unter Weglassung unwesentlicher Theile.
Die Bearbeitung der Daube geschieht durch die beiden vertical über
einander liegenden Walzenhobel a und b, deren Messer wie gewöhnlich eine der Wölbung der
Daube entsprechende Krümmung erhalten. Der obere Hobel ist convex, der untere concav
gekrümmt. Der untere Hobel b ist in einem festen
Spindelstocke gelagert, der obere a dagegen muſs sich
um ein gewisses Maſs heben und senken können, weil die Dauben an beiden Enden dicker
bleiben sollen, während sie in der Mitte, am Bauche, dünner ausgearbeitet werden
müssen. Aus diesem Grunde ist das Lager des oberen Hobels drehbar um die Achse c und wird für gewöhnlich durch den Zug des
Treibriemens an einen verstellbaren Anschlag am Gestell angedrückt. Das Verstellen
dieses Anschlages in verticaler Richtung regulirt die Dicke der Daube.
Die Daube liegt während der Bearbeitung auf den Auflagen d und e auf, von denen die
erstere entsprechend dem noch unbearbeiteten Holze gerade, letztere der fertigen
Daube entsprechend abgerundet ist. Das Andrücken des Holzes auf die Unterlagen
bewirken die beiden Stücke f und g; ersteres ist wieder gerade, letzteres gewölbt.
Das noch unbearbeitete Stück der Daube liegt während des
Vorschubes nur auf einer schmalen Schiene h im
Bettmittel auf. Es ist hierdurch windschiefem Holze ein allmähliches Verdrehen um
seine Längsachse gestattet in dem Masse, als die Daube vorgeschoben wird, und eben
durch diese Einrichtung wird eine der Faserrichtung des Holzes parallele Bearbeitung
erzielt, wie dies bei der Bearbeitung von Hand auch geschieht. Durch die verticale
Uebereinanderstellung der beiden Hobel ist es ferner ermöglicht, eine ebensolche
Bearbeitungsweise bei krumm gewachsenem Holze zu erzielen, falls man nur die
Vorsicht gebraucht, das Holz mit der convexen Seite nach unten in die Maschine
einzulegen.
Der selbstthätige Vorschub des Holzes erfolgt durch zwei
Gelenkketten L welche auf den beiden inneren Seiten des
Maschinengestelles herlaufen und über entsprechende Rollen und Tragrollen geführt
sind (vgl. Ganz 1874 212 *
23. Wood 1878 230 * 220).
Die parallel neben einander herlaufenden Ketten sind durch gekrümmte Stege h mit einander verbunden. Die Krümmung der Stege ist so
gestaltet, daſs sie, gegen den Kopf der Daube andrückend, mit dieser zwischen den
Walzenhobeln durchgehen können. Der oben befindliche Steg ist daher nach oben concav
gekrümmt, wie die Faſsdaube. Um das seitliche Verlaufen des Holzes zu verhindern,
besitzen die Stege in der Mitte einen kleinen Stachel, der sich beim Verschub in das Hirnende
der Daube eindrückt. Die gewölbte Form der hinteren Holzauflage und des hinteren
Andrückers verhindert die seitliche Abweichung des vorderen noch unbearbeiteten
Endes der Daube.
Die Verstärkung an den Kopfenden der Daube wird durch eine
entsprechende Hebung des oberen Walzenhobels erzielt, und zwar erfolgt dies durch
die mit der Kette, bezieh. den Stegen fest verbundenen Schablonen l, welche seitlich unter den mit einem gehärteten
Gleitstücke m besetzten drehbaren Lagern des Hobels
hindurchgehen. Diese Schablonen bilden entsprechende Erhöhungen und heben bei dem
Durchgang unter dem Gleitstück m die Lager des oberen
Walzenhobels, damit derselbe an den Enden der Dauben mehr Holz stehen läſst als in
der Mitte. Es ist klar, daſs hierdurch die Daube eine der Form der Schablone
ähnliche Verstärkung am Kopf erhält.
Die Stege und Schablonen sind zum Verstellen in der Längsrichtung
der Kette eingerichtet, um Dauben von verschiedener Länge herstellen zu können.
Für handwerksmäſsigen Betrieb der Küferei und Böttcherei ohne
Zuhilfenahme eines Motors dürfte sich der in Fig. 3 bis
5 Taf. 33 dargestellte Apparat zum Fügen der
Faſsdauben von T. Brunnschweiler in St. Gallen (* D. R. P. Kl. 38 Nr. 5716 vom 10.
December 1878) als recht zweckmäſsig erweisen. Fig. 3 zeigt
den Grundriſs und Horizontalschnitt desselben, Fig. 4 und
5 sind Verticalschnitte.
E ist ein guſseiserner ebener Rahmen,
welcher auch aus Hartholz hergestellt werden kann und zum Ausschrauben auf eine
Hobelbank, einen Tisch oder eine Werkbank mit den vier Schrauben J versehen ist. Dieser Rahmen dient dazu, um
einestheils den Hobel F aufschrauben zu können, welcher
in der Zeichnung aus Guſseisen construirt dargestellt ist, aber auch aus Hartholz
gemacht werden kann, und anderntheils zur Auflage der Leitrinne G mit deren Support H.
Dieser ist parallel zum Hobel verschiebbar, wofür zwei Schlitze in dem Rahmen
angebracht sind. Mittels der zwei Schrauben K wird der
Support in bestimmter Stellung fixirt.
L ist ein maſsiver Bügel aus Schmied-
oder Guſseisen, der zugleich die Mutter bildet für die zwei langen Stellschrauben
M und für die Schraube N. Die Achsen dieser drei Schrauben befinden sich in einer und derselben
Ebene, o sind Schlitze im Bügel L zur Aufnahme und Verstellung der zwei Hakenkloben P. Bei c sind durchgehende
Löcher für die Führungsstifte c. R sind Fixirmuttern
für die Stellschrauben M; letztere haben bei S ein Vierkant zum Anfassen mit einem Gabelschlüssel
und endigen in einen Stift, um welchen sich die Bronzekugeln T drehen können.
Die Schraube N hat vorn einen Zapfen
und trägt das maſsive Eisenstück U, in welchem sich die
Schraube drehen kann. Die Geradführung durch die Führungsstifte c verhindert, daſs U
selbst sich drehen kann. Am hinteren Ende der Schraube N ist das Handrädchen V aufgekeilt.
Die zwei Hakenkloben P sind da, wo
sie in den Schlitzen o stecken, vierkantig, vorn
dagegen so breit, als der Bügel L dick ist. Der
umgebogene, kurze Schenkel der Hakenkloben ist inwendig auf einen Minimalradius
ausgedreht, damit die hier anliegende Daube, sei sie auf der äuſseren flachen Seite
schon rund gehobelt oder nicht, einen zum Radius rechtwinkligen Anschlag findet. X ist die aufgespannte Daube.
Dieser vorstehend beschriebene Aufspannapparat dient zum Biegen
der zu bearbeitenden Daube und zur Ertheilung der richtigen Stellung derselben
während des Hobelns. Er liegt einerseits mit den Kugeln T in der Leitrinne G und andererseits mit der
aufgespannten Daube auf dem Hobel F auf. Seine Bewegung
ist eine lineare in der Richtung des Hobels.
Das Anspannen der Dauben geschieht, während der Aufspannapparat in
seiner Normallage auf dem Hobel und der Leitrinne liegt, so daſs die Schraube N ungefähr auf die Schneidkante des Hobeleisens zu
liegen kommt. Die zu bearbeitende Daube wird von oben hochkantig hinter die
Hakenkloben P gestellt. Mit der linken Hand wird der
Aufspannapparat um etwas gehoben, so daſs die Daube in ihrer Breite unter und über
dem Hakenkloben ungefähr gleichviel vorsteht, worauf mit der rechten Hand mittels
Drehen des Handrädchens V die Daube in die gebogene
Form gepreſst wird bis zu einer auf der Hobelfläche angebrachten Marke. Diese Marke
ist je nach der gewünschten Bauchung des Fasses verstellbar.
Man hobelt, bis ein vollständiger ganzer Span erscheint, dreht
alsdann den Ausspannapparat mitsammt der aufgespannten Daube um und hobelt die
andere Seite, worauf die Schraube N wieder
zurückgeschraubt und die Daube herausgenommen wird, ohne den Apparat zu heben.
Die losgespannte Daube geht gröſstentheils oder ganz wieder in
ihre frühere gerade Richtung zurück und die Fugen zeigen nun zwei Flächen von
vollständigster Glätte und Continuität.
Die Hobelfläche und die Achse der Leitrinne liegen genau in einer
Ebene und der Aufspannapparat läſst sich mittels seiner Kugeln um die Achse der
Leitrinne drehen bezieh. schwenken, so daſs, mögen die Dauben noch so verschieden
breit sein, die Fuge doch immer in ihrer ganzen Länge genau in den Radialschnitt des
fertigen Fasses zu liegen kommt, was durch die Linie ab
in Fig. 4 und 5
ersichtlich gemacht ist.
Dieser Apparat, obschon für runde Fässer bestimmt, ist auch für
ovale oder selbst für eirunde Fässer anwendbar, wenn seine Einstellung für die
verschiedenen Radien verändert wird. Ebenso ist derselbe geeignet zur Anfertigung
von Bottichen und Kübeln aller Art, zu welchem Zweck eine steife Schiene zwischen
den Hakenkloben befestigt ist, welche so breit sein muſs wie die eigentlichen Haken
selbst und die an ihrer inneren Seite zur besseren Festhaltung der Daube mit rauhen
Stellen versehen ist. Die Schraube N dient dann nur
dazu, die Daube, um sie festzuhalten, an diese Schiene anzupressen. Die Leitrinne
muſs in diesem Falle, anstatt parallel zum Hobel, derart schräg verstellt werden,
wie die Wandung des Gefäſses werden soll.
Die in Fig. 6 bis
10 Taf. 33 dargestellte Faſsdauben-Fügemaschine von L. Sentker in
Berlin (* D. R. P. Kl. 38 Nr. 7062
vom 14. März 1879) ist bestimmt, Faſsdauben an ihren beiden Seitenkanten
auf einem Durchgange so zu bearbeiten, daſs die radialen Fugen des Fasses vollkommen
dicht werden. Der Stab wird auf einer der Form des herzustellenden Fasses
entsprechenden Unterlage so festgespannt, daſs er dieselbe Krümmung erhält, welche
er später im zusammengestellten Fasse hat, und in dieser Lage an schneidenden
Werkzeugen vorbeigeführt, welche derart angeordnet sind, daſs sie bei jeder Breite
des Stabes eine die Mittelachse des Fasses schneidende Ebene berühren. Die
Abbildungen zeigen in Fig. 6 und
7 Seitenansicht und Querschnitt der Maschine, in Fig. 8 ein
Längenschnitt der bogenförmigen Spannstücke, in Fig. 9 und
10 Vorderansicht und Querschnitt des Messerkopfes.
Die auf zwei Füſsen ruhende Wange A
hat einen nahezu kreisförmigen Querschnitt, welcher sich oben zu einer Führung für
die Spannstücke C, C1
abflacht. In der Nähe der schneidenden Werkzeuge wird diese Führung noch durch zwei
seitlich angebrachte Winkelschienen w vervollständigt,
um jedes Schwanken der Spannstücke unmöglich zu machen. Auf der unteren Seite ist
die Wange offen und an den Enden mit entsprechenden Lappen für die Füſse B versehen. Ueber dem Fuſse B ist die Wange auch seitlich durch gerade Flächen begrenzt, damit die
beiden Traglager D, D1
der Vorlegewelle E einen bequemen Anschluſs finden. In
der Mitte der Wange ist die mit Dreieckgewinde versehene und zur Fortbewegung der
Spannstücke C, C1
dienende Schraube S gelagert, welche ihren Betrieb von
der Vorgelegewelle E durch zwei Stufen Scheiben, die
Schnecke und das Schneckenrad k erhält. Die beiden Spindelstöcke, welche die
kegelförmigen Messerköpfe F, F1 tragen, sind um die Mittelachse der Wange A verdrehbar. Die Auflageflächen an letzterer sind
genau centrisch zur Mittelachse überdreht und mit kreisförmigen Spannuthen zur
Aufnahme der Befestigungsschrauben der Spindelstöcke versehen. Die Anordnung der
Messerköpfe ist eine solche, daſs die Messer bei jeder möglichen Neigung des
Spindelstockes, wie schon erwähnt, eine die Mittelachse von A schneidende Ebene berühren, bezieh. erzeugen müssen. Die Messerköpfe
sind nicht als flache Scheiben, sondern kegelförmig gestaltet und treten die Messer,
deren Anordnung aus den Fig. 9 und
10 klar ersichtlich ist, aus diesem Kegelmantel nur ganz wenig heraus.
Die Messer berühren in Folge dieser Kegelform des Messerkopfes die zu erzeugende
Fläche nur in ihrer unteren, verticalen Stellung, werden also bei Beseitigung des
vorstehenden Holzes in günstigster Weise über die Faser wegschneiden und nach dem
Schnitt die hergestellte Fläche nicht länger berühren, sondern frei ausschlagen. Der
Betrieb der beiden Messerköpfe, welche auf ihren Spindeln die Riemenläufe i, i1 tragen, erfolgt
von der Vorgelege welle E durch die Riemenscheiben K und K1. Die Welle E erhält
ihren Betrieb von der Haupttransmission, und dienen zur Aufnahme der Betriebsriemen
die feste und lose Riemenscheibe v und v1.
Die in Fig. 8 im
Längenschnitt gezeichneten Spannstücke C, C1 von denen zum ununterbrochenen Betrieb etwa vier
Stück nöthig sind, passen mit ihrem unteren Theil in die Führung der Wange A hinein und sind oben nach der Wölbung des Fasses
abgerundet. An dem einen Stirnende ist ein schmiedeiserner Winkel t nebst Klinke u
befestigt. Am anderen Ende hat der Hebel H seinen
Drehpunkt und dient zum Niederdrücken des unter den Winkel t geschobenen Stabes. Die am Hebel H
angebrachte Feder o dient zur Ausgleichung von
Differenzen in der Stärke der Stäbe, die Klinke u hält
den Hebel nach dem Niederdrücken sicher fest. Die im Inneren der Spannstücke
befindliche Klinke p vermittelt die Fortbewegung
derselben durch die Schraube S. Bei einer genügenden
Anzahl von Spannstücken wird in so fern ein ununterbrochener Betrieb erzielt, als
die Spannstücke von der einen Seite eingeschoben, nach vollzogenem Durchgänge auf
der andern Seite herausgenommen und mit neuen Stäben versehen der Maschine wieder
zugeführt werden, wie in Fig. 6
gezeichnet.
In Fig. 11 und
12 Taf. 33 ist eine von S. Worssam und Camp.
in Chelsea bereits in mehreren Exemplaren (wovon nach Engineer, 1879 Bd. 48 S. 397 drei bei Baſs und
Comp. in Burton-on-Trent in Verwendung stehen) ausgeführte Maschine zur Bearbeitung der Faſsböden in zwei
Ansichten dargestellt. Dieselbe bearbeitet die Böden am äuſseren Umfang und ist zu
diesem Zwecke mit zwei Messerköpfen versehen, wovon der eine die obere, der andere
die untere Kegelfläche anhobelt. Die Spiodelstöcke der Messerwellen sind auf
Schlitten gestellt und letztere auf einer geraden Wange in Prismen verschiebbar. Der
zusammengefügte Faſsboden ist zwischen zwei Planscheiben eingespannt, welche durch
Schnecke und Schneckenrad mittels Riemen und Stufenscheibe in Umdrehung versetzt
werden. Mit Rücksicht darauf, daſs das Holz, aus welchem der Faſsboden
zusammengesetzt ist, nach der Fasernrichtung mehr Widerstand leistet als senkrecht
dazu, wird derselbe oval gehobelt derart, daſs der gröſste Durchmesser quer zur
Richtung der Fasern zu stehen kommt. Die hierzu erforderliche Bewegung der
Spindelstockschlitten wird durch Excenter und Stangen erzielt, welche in Fig.
11 ersichtlich sind. Die Umdrehungszahl des Faſsbodens läſst sich im
Hinblick auf die vorhandenen Stufenscheiben innerhalb gewisser Grenzen dem
Durchmesser desselben entsprechend reguliren. Auf dieser Maschine können in einem
Arbeitstage 150 Paar Faſsböden bearbeitet werden. Die Detailconstruction dieser
interessanten Maschine ist aus den Abbildungen leicht zu entnehmen.
Zum gleichmäſsigen Zusammenziehen der nach Erwärmung der
Faſsdauben provisorisch zusammengestellten Fässer, um die Reifen auflegen zu können,
dient die in Fig. 13 bis
16 Taf. 33 im Grundriſs und Schnitt mit theilweiser Ansicht dargestellte
Zugwinde zum Binden der Fässer von A.
Ruthel in Berlin (* D. R. P. Kl. 38 Nr. 7077 vom 10. April 1879).
Das Gehäuse a, in welchem das
Getriebe gelagert ist, legt sich mit seiner Flansche an den Faſsdaubenkranz b. Ein schmiedeisernes Zugband c oder Drahtseil ist einerseits mit einem Auge an dem Gehäuse a befestigt, umspannnt das Faſs und schlieſst sich mit
dem anderen Ende an die Schakenkette e an.
Die Bewegung wird durch Handrad f
mittels des Handgriffes g bewirkt, durch die Schnecken
welle h dem Rade i
mitgetheilt, durch das Getriebe k, welches auf
gemeinschaftlicher Welle mit dem Schneckenrade i
verbunden ist, auf die Schakenkette e übertragen und
dadurch ein Zusammenziehen der Faſsdauben bewirkt. Zum Loslösen der Winde, nachdem
ein eiserner Reifen auf das Faſs gezogen worden, wird das Rad f nach entgegengesetzter Richtung gedreht.
Um die willkürlichen Bewegungen des freien Rades der Schakenkette
e zu verhindern, ist eine gewundene Stahlfeder l angebracht, welche einerseits an dem Zugband c und andererseits an der Schakenkette e befestigt ist; es wird dadurch das freie Ende der
Schakenkette tangential an das Faſs gezogen.
Ein Handgriff m dient zum leichten
Handhaben der Zugwinde bei dem Gebrauche derselben.
Tafeln