| Titel: | Vorschubmechanismus für Loch- und Bohrmaschinen. |
| Fundstelle: | Band 238, Jahrgang 1880, S. 457 |
| Download: | XML |
Vorschubmechanismus für Loch- und
Bohrmaschinen.
Mit Abbildungen auf Tafel 32.
Berninghaus' Vorschubmechanismus für Loch- und
Bohrmaschinen.
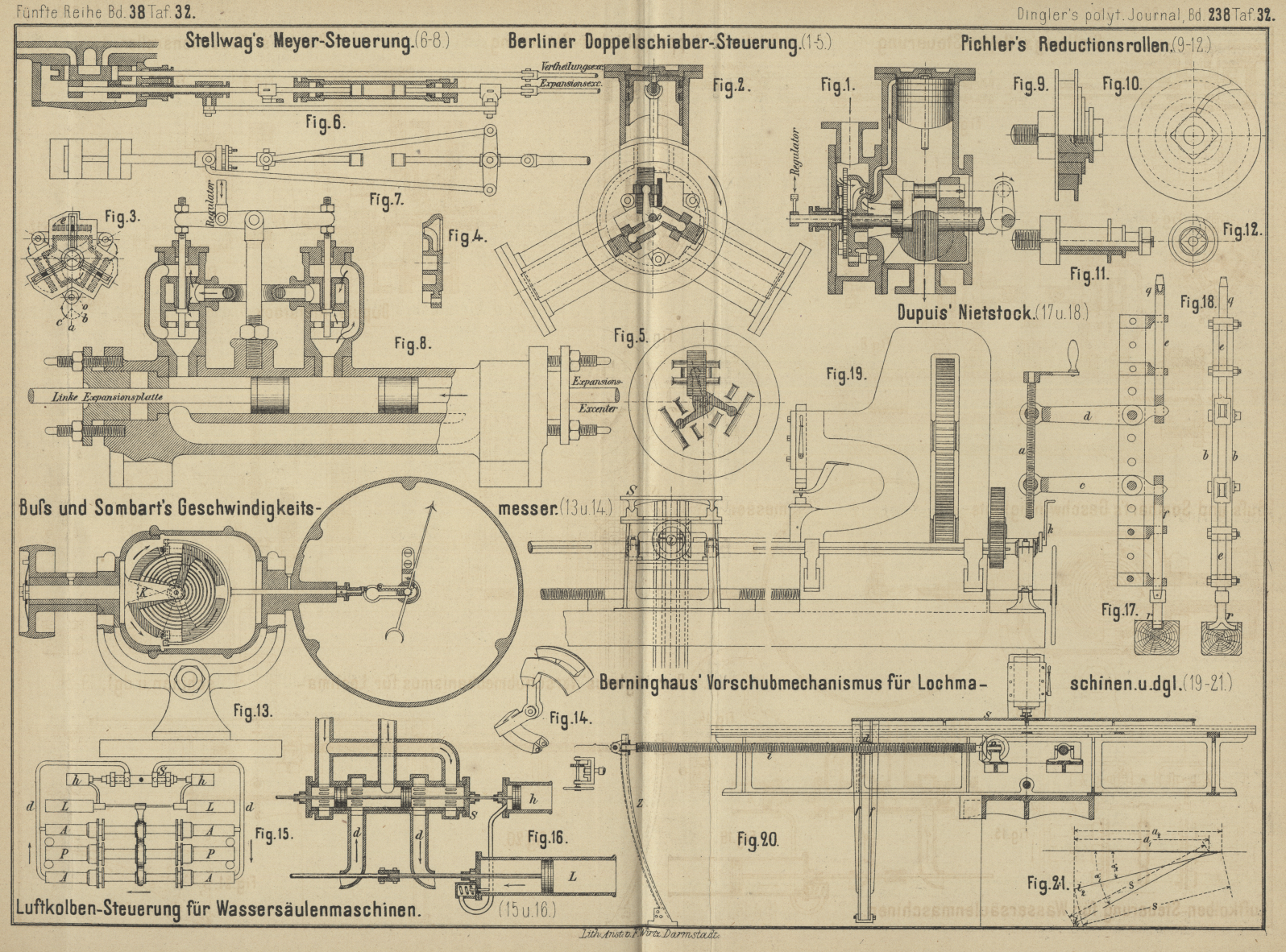
Die Fig. 19 bis 21 Taf. 32
veranschaulichen die Anordnung zweier Durchstoſsmaschinen auf einer Grundplatte mit
einem gemeinsamen Vorschubmechanismus, welcher das Vorzeichnen der Löcher völlig erspart und der von E.
Berninghaus in Duisburg (* D. R. P. Kl. 49 Nr. 7249 vom 18. März 1879) patentirt
ist.
Der Tisch S, welcher zum Auflegen der zu lochenden
Platte dient, hat an einem Ende unten die Führung f. In
dieser bewegt sich beim Heben, Neigen und Umdrehen der Spindel i das Gleitstück der Mutter d. Durch diese Schraube i, welche um ihre
Achse o drehbar ist, wird die Fortbewegung des Tisches
mittels Mutter und Gleitstück bewirkt. Nach jedem Stoſs der Maschine wird nämlich
die Kurbel k (Fig. 19)
durch einen Arbeiter oder selbstthätig gedreht und dann auf einer genau begrenzten
Stelle der Hebel festgestellt; es rückt also der Tisch nach jedem Stoſs bei ein und
derselben Lage der Spindel um ein constantes Stück vor, in Folge dessen die
durchgestoſsenen Löcher genau dieselbe Entfernung erhalten. Mit Hilfe der Spindel
kann man diese Entfernung verkleinern oder vergröſsern, je nachdem man sie senkt,
oder mehr der horizontalen Lage nähert, was durch die Zahnstange Z oder durch eine Stellschraube geschieht.
Ist α1 (Fig. 21)
der Winkel für die Neigung der Tischspindel gegen die horizontale Bewegungsrichtung
des Tisches und wird diese Neigung derart geändert, daſs der Neigungswinkel α2 beträgt, so ist das
Verhältniſs der diesen beiden Spindelneigungen entsprechenden Vorschübe a1 und a2 in der
Bewegungsrichtung des Tisches für eine bestimmte Anzahl Gewindegänge:
\frac{a_2}{a_1}=\frac{cos\,\alpha_2}{cos\,\alpha_1} und
somit der geänderte Vorschub
a_2=a_1\,\frac{cos\,\alpha_2}{cos\,\alpha_1}.
In dieser Weise ist es möglich, die kleinsten Unterschiede in den
Entfernungen der Löcher unter Zuhilfenahme von Tabellen für die Neigungswinkel der
Spindel i auszugleichen, was namentlich beim
Dampfkesselbau von groſser Wichtigkeit ist, da das Vorzeichnen der Löcher durch
Menschenhand und das darauf folgende Durchstoſsen oder Bohren derselben
unvermeidlich mit Ungenauigkeiten verknüpft ist.
Tafeln