| Titel: | Formmaschine für eisernen Schachtausbau; von Eugen Clarenbach in Charlottenburg. |
| Autor: | St. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 115 |
| Download: | XML |
Formmaschine für eisernen Schachtausbau; von
Eugen Clarenbach in
Charlottenburg.
Mit Abbildungen auf Tafel 9.
Clarenbach's Formmaschine für eisernen Schachtausbau.
Beim Ausbau von Schächten mit guſseisernen Ringen muſs auf die Stöſse der einzelnen
Ringsegmente die gröſste Sorgfalt verwendet werden. Dieselben müssen mit ihren
Flächen genau zusammenpassen, widrigenfalls eine Dichtung derselben bei dem hohen
Wasserdruck, unter
welchem sie gewöhnlich stehen, unmöglich wird. Beim Formen der Ringsegmente mittels
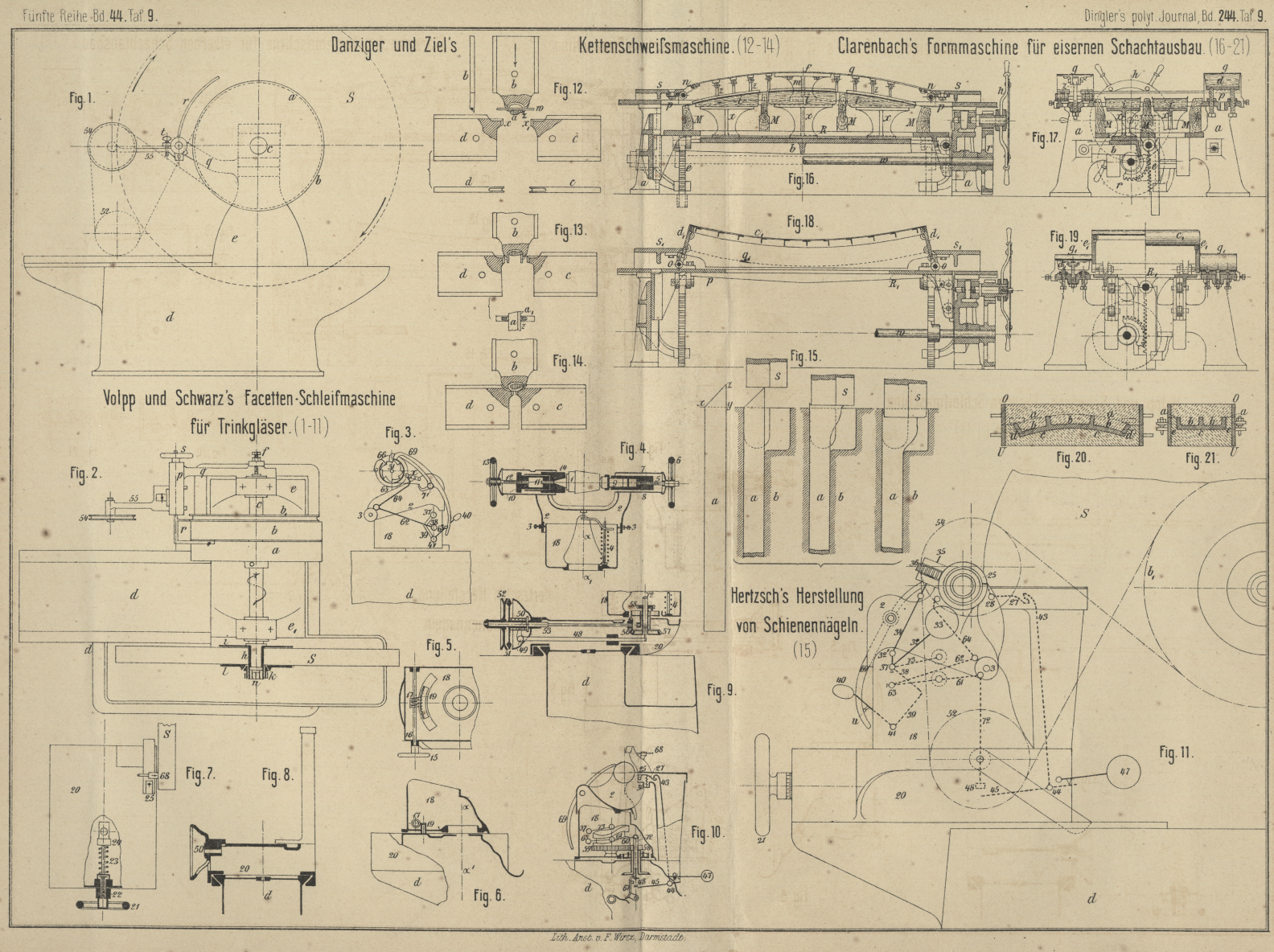
Holzmodellen in der durch Fig. 20 und
21 Taf. 9 angedeuteten Weise, welche die in Ober- und Unterkasten O und U eingeformten
Modelle im Längs- und Querschnitt darstellen, Erziehen sich die Modelle in Folge der
Feuchtigkeit sehr bald.Gewöhnlich versieht man die Ringsegmente auf der inneren concaven Seite mit
Verstärkungsrippen, um auſsen eine vollständig glatte Oberfläche und innen
Gelegenheit zur Anbringung der Schachtzimmerung zu haben. Die
Folge davon ist, daſs die Segmente bei der Verwendung nicht zusammen Passen.
Nachstehend beschriebene Formmaschine (* D. R. P. Kl. 31 Nr. 13670 vom 24. October
1880) umgeht diesen Uebelstand und macht es möglich, Ringsegmente von verschiedenem
Radius und verschiedener Gröſse zu formen. Streng genommen ist die Clarenbach'sche Maschine eine stellbare Modellplatte, auf welche der Formkasten aufgesetzt und von Hand
vollgestampft wird. Zur Herstellung von Ober- und Unterkasten ist je eine Maschine
nothwendig.
Die Maschine für den Oberkasten besteht aus einem Gestell, welches durch 2 Böcke a (Fig. 16 und
17 Taf. 9) und einen dieselben verbindenden Tisch b gebildet wird. Auf a liegt eine Platte p, welche mit einem rechteckigen Ausschnitt, der dem
gröſsten vorkommenden Ringsegment entspricht, versehen ist. Neben diesem Ausschnitt
sind auf p an beiden schmalen Seiten je 2 Schlitten s verschiebbar befestigt und zwischen diesen mittels
Gelenken n zwei schmale gewölbte Bleche g gespannt. In der Mitte bei f sind dieselben durchschnitten und durch in Schlitzen geführte Schrauben
mit dem Block m verbunden. Dadurch nun, daſs man die
Schlitten s von einander entfernen und die Bogenhöhe
der Bleche g durch die stellbaren Zugstangen z und Unterlageklötze d
verändern kann, ist man im Stande, die Bleche innerhalb gewisser Grenzen einem
beliebigen Radius anzupassen. Den Blechen g entsprechen
die Flächen a des Oberkastens (vgl. Fig. 21).
Die gebogenen Flächen b (Fig. 20 und
21) werden durch 6 Ständer x (Fig.
16 und 17)
gebildet, welche auf der Platte b ruhen und oben mit
dem Radius des Schachtringes entsprechenden und mit Eisenblech bekleideten
Holzklötzen i versehen sind. Zwischen letztere treten
die Rippen M, welche auf einer vertical beweglichen
Platte R befestigt sind. Vor dem Aufsetzen des
Formkastens wird diese mittels des Handrades h, der
Zahnräder r, der Welle w
und der Zahnstange e so hoch gehoben, daſs die obersten
Kanten der Rippen M sich mit der Oberfläche der Bleche
g vergleichen. In dieser Stellung legen sich die
Rippen M dicht an die Klötze i an, so daſs, nachdem der Oberkasten auf die Bleche g aufgesetzt, vollgestampft, wieder abgehoben und die
Platte R mit den Rippen M
dann gesenkt worden, der Oberkasten genau die erforderliche äuſsere Form des
Ringsegmentes wiedergibt.
In ähnlicher, jedoch einfacherer Weise ist die Maschine für die Herstellung des Unterkastens
eingerichtet. Bei ihr sind die den convexen Blechen g
entsprechenden concaven Bleche g1 (Fig. 18 und
19) ebenfalls durch Gelenke mit den verstellbaren Schlitten s1 verbunden und kann
ihre Bogenhöhe auf dieselbe Weise, wie früher bei g
angegeben, verändert werden. Die der Fläche c (Fig.
20 und 21)
entsprechende Fläche c1
(Fig. 18 und 19) wird
aus dünnem Blech gebildet, welches zwischen den um o
drehbaren Gelenken eingespannt ist. Letztere sind auf der Platte R1 befestigt, welche
auf dieselbe Weise wie R vertical auf- und abbewegt
werden kann. Im Uebrigen decken sich die Flächen d und
e in Fig. 20 und
21 mit d1
und e1 in Fig.
18 und 19. Das
Untergestell ist bis auf die Platte b (Fig. 16 und
17) bei beiden Maschinen dasselbe.
Es muſs zugegeben werden, daſs die Maschinen ziemlich umständlich construirt sind; es
werden dadurch aber entschiedene Vortheile dem alten Form verfahren gegenüber
erreicht. Es kann verändert werden: 1) der Krümmungsradius der Ringsegmente durch
die Verstellbarkeit der Flächen g, g1 und c1; 2) die Sehnenlänge durch Verschiebung der
Schlitten s und s1; 3) die Wandstärke durch Erhöhung der Ständer x mittels Unterlegscheiben oder durch Auswechselung der
Holzklötze i; 4) die Flanschenhöhe durch Heben und
Senken der Platte R1.
Auſserdem sind die Modelle keinem Verziehen unterworfen und erhält man bei dem
Ausheben der vorspringenden Modelltheile aus den vollgestampften Formkasten durch
die Maschine genauere Formen.
St.
Tafeln