| Titel: | Alex. Geiger's Universalfräs-, Kannelir- und Windeapparat für Drechslerbänke. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 425 |
| Download: | XML |
Alex. Geiger's Universalfräs-, Kannelir- und
Windeapparat für Drechslerbänke.
Mit Abbildungen auf Tafel 31.
Geiger's Universalfräs-, Kannelir- und Windapparat für
Drechsler.
Auf der Württembergischen Landesgewerbeausstellung 1881 hatte Alex. Geiger in Stuttgart eine vollständige Drehbank für Drechsler u. dgl.
mit einem Universalfräs-, Kannelir- und Windeapparat vorgeführt, welcher nicht
allein viele Arbeiten des Drechslers zu erleichtern im Stande ist, sondern auch die
Möglichkeit gewährt, manche Vollendungsarbeiten auszuführen, welche sonst geübtere
Schnitzerhand voraussetzt oder umständlichere Einrichtungen erfordert. Der
betreffende Apparat (* D. R. P. Kl. 38 Nr. 15331 vom 30. Januar 1881) kann leicht an
jeder Drehbank angebracht werden und ist für Fuſs- oder Kraftbetrieb, für Groſs- wie
für Kleinbetrieb geeignet. Man kann mit dessen Hilfe Kannelirungen auf gedrehten
Gegenständen auch in die kleinsten Hohlkehlen hinein in vertiefter oder erhabener
Form ausführen, Perlen und Rosetten vertieft und erhaben, rund und oval drehen,
Flächen in beliebiger Zahl, Windungen rechts oder links herumlaufend in
verschiedenen Formen erzeugen, Einbohrung gleichmäſsig vertheilter Löcher unter
beliebigem Winkel vornehmen, ferner alle genannten Arbeiten bei Gegenständen
verrichten, welche auf der Planscheibe gedreht sind, wie Teller, Becher,
Tischplatten u.s.w.
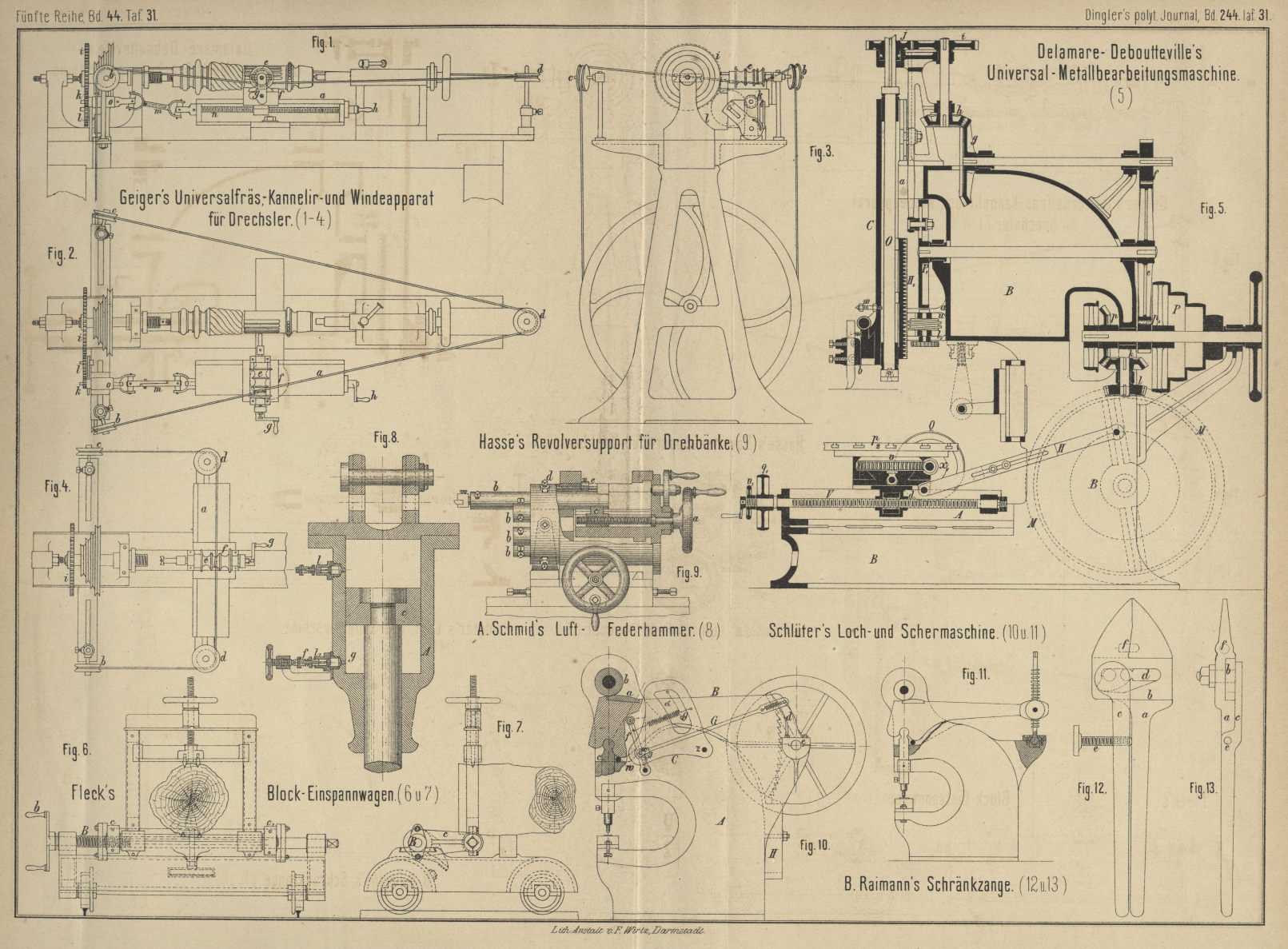
Die Einrichtung und Anordnung des in Fig. 1 bis
4 Taf. 31 dargestellten Geiger'schen
Apparates ist folgende: Auf den Wangen einer gewöhnlichen Drehbank wird der Apparat
an Stelle des Supportes so befestigt, daſs er die in den Figuren angedeutete
Stellung einnimmt. Derselbe besteht im Wesentlichen aus einem Support, welcher in
entsprechender Stellung zwischen Spindelkasten und Reitstock der Drehbank
festgeschraubt wird; auf der Gleitbahn a dieses
Supportes ist der Supporttheil f durch die Schraube n von der Handkurbel h aus
zu bewegen. Auf f ist ein weiterer Schlitten mit der
Bohrspindel e gelagert, welcher von der Kurbel g aus durch eine Schraube senkrecht zur Richtung der
Schraube n verschoben werden kann. Die Rotation der Bohrspindel e geschieht durch eine Schnur, welche zunächst eine der
unter dem Gestell gelagerten, von einer Tretvorrichtung aus bewegten Schnurrollen
umfaſst, dann über eine Führungsrolle b fortläuft,
einen der Würtel auf der Bohrspindel e einmal
umschlingt und über die Führungsrollen d und c zurückläuft; um dabei einerseits bei den
verschiedenen Stellungen der Bohrspindel eine richtige Führung der Schnur zu
ermöglichen, andererseits leicht eine genügende Spannung der Schnur für alle Lagen
zu schaffen, sind die 3 Führungsrollen b bis d verstellbar angeordnet, und zwar b und c in besonderen am
Gestell der Drehbank angebrachten Führungsstücken, d in
einer auf den Wangen verschiebbar angeordneten Auflage.
Um der Drehbankspindel und damit dem Arbeitstück eine bestimmte Bewegung zu
ertheilen, ist hinter ihren gewöhnlichen Schnurläufen eine Theilscheibe i angebracht, welche an ihrer Peripherie mit Zähnen
versehen ist; in diese greift das Zwischenrad l, in
welches wieder das kleine Zahnrad k, dessen Achse durch
das Universalgelenk m mit der Supportspindel n des Apparates a in
Verbindung steht und so mit der Schraube n von der
Kurbel h aus in Bewegung gesetzt werden kann. Da der
Lagerbock o, welcher die Achse des Zahnrädchens k trägt, verschiebbar angeordnet, also der Abstand der
Achsen des Rades k und der Theilscheibe veränderlich
ist, so kann durch Einschalten verschieden groſser Räder k die Uebersetzung zwischen Supportspindel n
und der Drehbankspindel innerhalb gewisser Grenzen beliebig festgesetzt werden.
Die Art der Anwendung dieses Apparates ergibt sich wohl am besten
aus der Betrachtung der Ausführung einiger Aufgaben, wobei eine schon gedrehte Säule
stets vorausgesetzt sein mag.
1) Bildung von Rosetten oder Perlen:
Die vorgedrehte Säule wird genau centrisch auf der Drehbank eingespannt und
die Bohrspindel e genau dem Punkte der Säule gegenüber
gestellt, an welcher eine Rosette oder Perle gedreht werden soll; in der Bohrspindel
wird ein Bohrer befestigt, dessen Schneiden vertieft die Form haben, welche der
Querschnittsform der Rosette oder Perle entspricht. Der Bohrer oder die Fräse wird
dann in Rotation gesetzt und mittels der Schraube bei g
allmählich so weit vorgeschoben, als zur Herstellung der Rosette nothwendig ist,
dann zurückgezogen. Sollen nun, wie es gewöhnlich der Fall ist, auf den Umfang der
Säule eine entsprechende Zahl von Rosetten gleichmäſsig vertheilt werden., so wird
zunächst der Lagerbock o so weit zur Seite geschoben,
daſs hier kein Eingriff der Räder mehr stattfindet, die Drehbankspindel also
vollständig frei liegt und in ihrer Stellung nur gehalten wird durch einen Stift,
welcher mittels einer Feder in die Löcher der Theilscheibe i eingedrückt wird. Nach Herstellung der ersten Rosette ist es dann
leicht, nach Zurückziehen des Stiftes, die Theilscheibe und damit die Spindel mit
dem Arbeitstück um einen entsprechenden Theil des Umfanges zu drehen und durch
Einführen des Stiftes in das sich jetzt in der Theilscheibe i darbietende Loch die Spindel festzustellen, wodurch das Arbeitstück die
für die Bildung der zweiten Rosette nothwendige Stellung erhalten hat.
2) Bildung von geradlinig verlaufenden
Kannelirungen: Das Einspannen der Säule findet hier in derselben Weise wie
vorher statt; auch wird hier der Lagerbock o so weit
verschoben, daſs ein Eingriff in die Theilscheibe nicht stattfindet, so daſs die
Benutzung in gleicher Weise wie vorher stattfinden kann. Der angewendete Bohrer hat
eine der Querschnittsgestalt der Kannelirung entsprechende Kopfform und wird vor den
Anfang der Kannelirung eingestellt und dann in Rotation versetzt- durch
entsprechende Verschiebung mittels der Schraube bei g
wird nun die Tiefe der Kannelirung bestimmt, dann eine Seitenverschiebung mittels
der Schraube n so lange vorgenommen, bis die ganze
Länge der Kannelirung gebildet ist; alsdann wird der Bohrer auf die Anfangs Stellung
zurückgeführt, das Arbeitstück mittels der Theilscheibe gedreht und zur Bildung der
zweiten Kannelirung geschritten. Damit alle Kannelirungen gleich lang werden, sind
auf dem Supporttheile a zwei Anschläge angebracht,
welche die für den Theil f mögliche Seitenbewegung
genau bestimmen. Ist der mit Kannelirungen zu versehende Schaft der Säule
cylindrisch, so muſs natürlich die Achse der Schraube n
genau parallel zur Säulenachse eingestellt werden; ist dagegen der Schaft ein
abgestumpfter Kegel, so muſs, wenn die Kannelirung an allen Stellen gleich tief sein
soll, die Achse der Schraube n parallel der äuſseren
Kante verlaufen, und soll die Kannelirung nach der Spitze hin flacher und schmaler
werden, um z.B. die Zwischenräume zwischen je zwei Kannelirungen an allen Stellen
gleich breit zu erhalten, so müssen die Achse der Schraube n und die äuſsere Kante der Säule einen entsprechenden Winkel mit einander
einschlieſsen. Bei umständlicheren Formen endlich ist es nöthig, die Schraube bei
g mit in Benutzung zu ziehen.
3) Bildung von schraubenförmig
verlaufenden Kannelirungen: Hier muſs auſser der Seitenbewegung des Bohrers
zugleich eine entsprechende Drehbewegung der Säule stattfinden, welche in
entsprechendem Maſse erreicht wird durch Einrückung des Rades k in das Zwischenrad l und
die Theilscheibe i. Ist alsdann der Bohrer bis zur
entsprechenden Tiefe in das Holz der Säule mittels der Schraube bei g eingeführt, so wird durch Drehung der Schraube n nicht mehr allein eine Seitenverschiebung des
Bohrers, sondern zugleich eine Rotationsbewegung der Säule hervorgerufen und damit
die Schraubenlinie gebildet. Die Neigung der gebildeten Schraube ist dabei abhängig
von der Uebersetzung zwischen der Schraube n und der
Theilscheibe i, welche durch Auswechseln des Rades k verändert werden kann. Bezeichnet man die Anzahl der
Zähne des Rades k mit z,
die Steigung der gebildeten Schraube mit s in
Millimeter, so erhält man:
bei
z =
10
15
20
25
30
35
40
für
s =
96
64
48
38
32
27
24.
Nach Fertigstellung einer Kannelirung wird der Bohrer in die
Anfangsstellung zurückgeführt, dann der Lagerbock o so
verschoben, daſs die Verbindung des Rades k mit der
Theilscheibe unterbrochen wird, nun die Theilscheibe um eine entsprechende Theilung
allein verdreht und dann das Rad k zur Bildung der
zweiten Kannelirung wieder eingerückt.
4) Bearbeitung von tellerförmigen
Flächen: Derartige Arbeitstücke werden ohne Zuhilfenahme des Reitstockes an
der Drehbankspindel befestigt und nun der Apparat so aufgestellt, wie es Fig.
4 zeigt, wobei zur Führung der Schnur eine vierte Leitrolle d benutzt ist. Die Arbeit selbst kann dann in gleicher
Weise wie in den vorigen Fällen ausgeführt werden.
Tafeln