| Titel: | Herstellung von Kokes, Theer und Ammoniak. |
| Autor: | F. |
| Fundstelle: | Band 252, Jahrgang 1884, S. 283 |
| Download: | XML |
Herstellung von Kokes, Theer und
Ammoniak.
Patentklasse 10. Mit Abbildungen auf Tafel 20 und 23.
(Schluſs des Berichtes S. 253 d. Bd.)
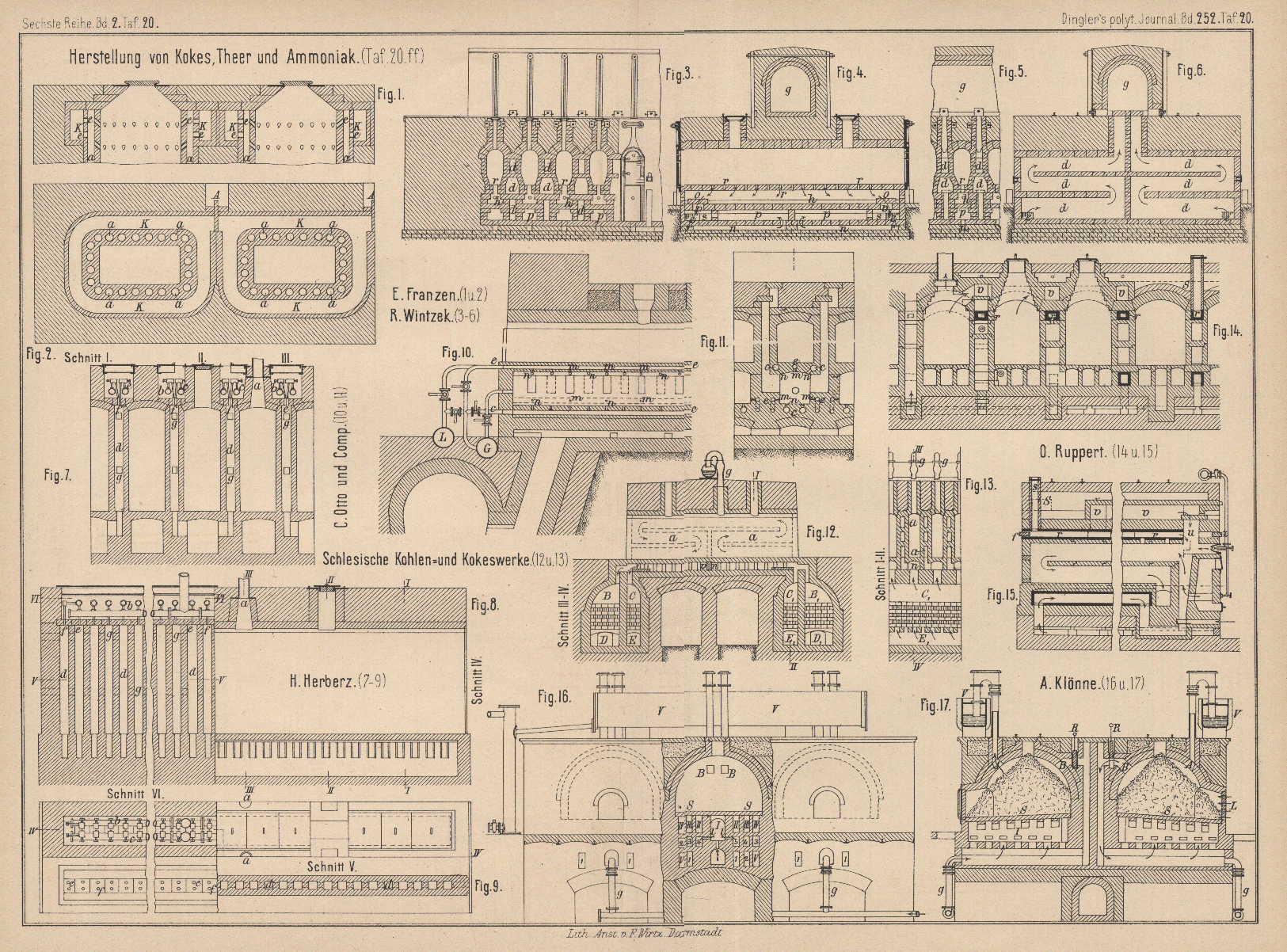
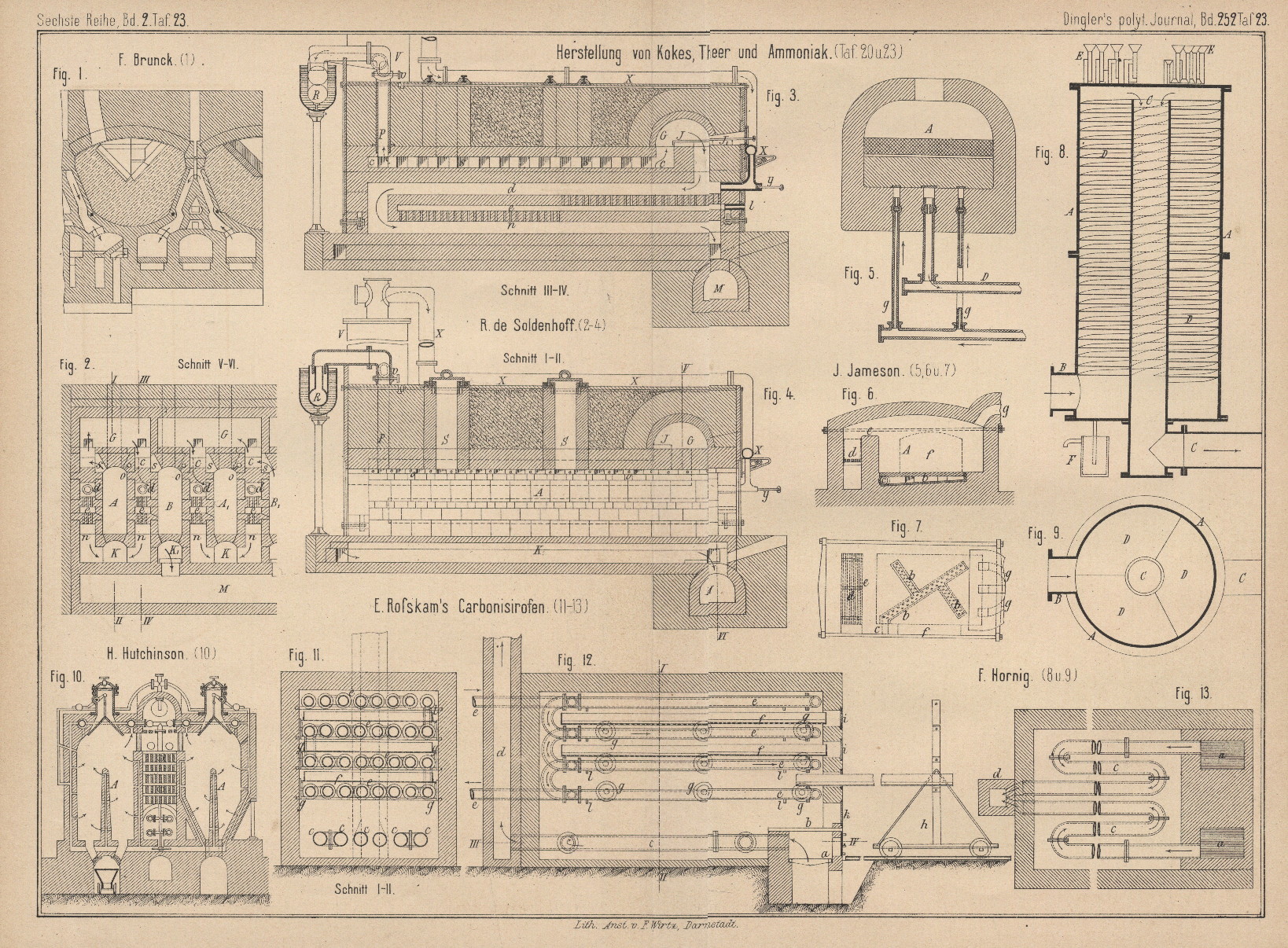
Herstellung von Kokes, Theer und Ammoniak.
F.
Brunck in Mannheim (* D. R. P. Nr. 25499 vom 19. Mai 1883) will Luft und Heizgase
dadurch vorwärmen, daſs die Rauchabzugskanäle abwechselnd zur Luft- und Gaszuführung
benutzt werden. Er empfiehlt ferner einen breiten, schalen artigen Ofenquerschnitt,
welcher die Anlage mehrerer Sohlenkanäle gestattet, für die Wandheizung durch starke
Neigung der Wände und geringe Wandstärke angeblich guten Erfolg sichert und bei
welchem auſserdem die Sohle mit den Seitenwänden durch Curven von möglichst groſsem
Krümmungsradius oder durch geneigte Flächen derart verbunden ist, daſs die einzelnen
Anschluſswinkel mindestens 125° messen, wie im Querschnitte Fig. 1 Taf.
23 angedeutet ist. – Ob diese nicht gerade durch Einfachheit sich auszeichnende
Construction den Erwartungen entspricht, ist fraglich.
In dem Kokesofen von R. de Soldenhoff in Louvain, Belgien (* D. R. P. Nr. 25824 vom 9. März
1883) sollen zur Erzielung von möglichst viel Theer die Kohlen einer
allmählich steigenden Temperatur unterworfen werden. Jede Seitenwand der langen
rechtwinkligen Kammern A und B (Fig. 2 bis
4 Taf. 23) enthält 4 Kanäle c, d, e und n. Der obere Kanal c steht
mit dem Querzuge G in Verbindung, welche durch Register
J abgesperrt werden kann, und ist durch eine Anzahl
Löcher s mit der Kammer verbunden. Die Decke des mit
regulirbarer Einlaſsöffnung l versehenen Luftkanales
e sowie der Boden desselben bestehen zur Hälfte aus
durchlöcherten Ziegeln, um die Luft in dünnen Strahlen einzuführen. Ist d mit dem Querzuge G
verbunden, so gehen die Gase von c nach G, dann durch d und n nach dem Fuchse M,
welcher sie in den Schornstein führt. Ist dagegen der Schieber J1 geschlossen, so geht
der Ofen kalt, wobei man noch bei l kalte Luft
eintreten lassen kann, um die Kanäle d, e und n abzukühlen. Auſserdem kann durch Oeffnungen o aus im Gewölbe der Kammern liegenden Kanälen Luft
eingeführt werden.
Jeder Kanal c ist vorn mit einem Rohre P versehen, durch welches beim kalten Gange des Ofens
die Gase in den Condensator R geführt werden; letzterer
besteht aus einem eisernen, in einem Wassergefäſse vor dem Ofen geneigt gelagerten
Rohre, an dessen unterem Ende ein Hahn den Theer und andere niedergeschlagene
Flüssigkeiten abzuziehen gestattet, während die gasförmigen Theile nach dem Apparate
V ziehen, in welchem das Ammoniak an Wasser
gebunden wird. Die nicht condensirten kalten Gase gehen durch das Rohr X nach der Hinterseite des Ofens, von wo sie durch die
regulirbaren Düsen y in den Kanal d eintreten und verbrennen. Das Beschicken der Kammern
geschieht durch Sehächte S.
Ist die Kammer A vom Zuge abgesperrt, so gehen die Gase
von A durch. Rohr P in den
Condensator R; die Kammer A geht kalt. Wird das Ventil v umgestellt
(A1 mit R verbunden) und durch das Register J die Verbindung von A mit
G bewirkt, somit A1 von G abgesperrt, so
gehen die Gase durch die Kanäle c, d, e und K nach M und die Kammer
A geht heiſs, A1 dagegen kalt. Das Register darf aber selbst beim
Kaltgehen einer Kammer nicht vollständig geschlossen sein, um gehörigen Zug zu
behalten. Sollte dadurch der Gang zu heiſs werden, so muſs man kalte Luft von auſsen
einführen.
Die Arbeit findet mit dem Ofen in folgender Art statt: A
geht heiſs, dann gehen B und A1 kalt, B1 und A2 heiſs und B2 kalt. Das Register J
ist offen, die Gase von A gehen durch G zum gröſseren Theile in die Kanäle der linken
Seitenwand von A, während ein kleiner Theil in die der
rechten eintritt. Beide Gasströme vereinigen sich unter A im Kanale K, gehen in den Fuchs M und den Schornstein. Die Gase der heiſs gehenden
Kammer Bi strömen durch
G in die Kanäle der vierten Seiten wand (von links
gerechnet), durch den Kanal K der Kammer A1 bezieh. K1 der Kammer B1 nach M. Ebenso strömen die Gase der heiſs gehenden Kammer
A2 durch G in die Kanäle der fünften Seitenwand in den Kanal K der Kammer A2 und K1 der Kammer K2, von wo sie durch die Kanäle der linken Seitenwand
von B2 nach M gelangen.
Es versteht sich, daſs die Kammern, welche heiſs gegangen sind, nach ihrer Leerung
und frischen Besetzung mit Kohlen wieder mit Kaltgehen beginnen, während die
übrigen, welche bis dahin kalt gingen, nun heiſs gehen.
J.
Jameson in Newcastle-on-Tyne (* D. R. P. Nr. 24915 vom 24. Oktober 1882) will zur Erzeugung
von Hartkokes unter gleichzeitiger Gewinnung der
Nebenproducte in die Sohle des Kokesofens, z.B. des gewöhnlichen Bienenkorbofens A (Fig. 5 Taf.
23), Rohre D einführen. Der Ofen wird in üblicher Weise
gefüllt; wenn die Entzündung oben stattgefunden hat, bewirkt er unten durch diese
Röhren eine langsame Absaugung, so daſs ein Theil der entstehenden
Destillationsproducte entfernt wird. Da dies die Wirkung hat, die Kokes an Güte zu
verringern und weicher zu machen, leitet Jameson durch
Rohrleitung g einen Theil des so abgesaugten Gases oder
das ganze Gas und einen Theil oder den ganzen Kohlenwasserstoff des Theeres in einen
ähnlichen, in weiter vorgeschrittenem Stadium der Verbrennung befindlichen Ofen, so
daſs der Kohlenstoff des Gases sich in den Zwischenräumen der so behandelten Kokes
ablagert und der Wasserstoff an der Oberfläche verbrennt oder entweicht.
Nach Jameson's Angabe können auch die
Destillationsproducte mehr oder weniger vollständig abgesaugt und im Ganzen oder
theilweise für jeden anderen Zweck, als den beschriebenen, angewendet werden, oder
man kann auf irgend welche andere Weise erzeugte Kohlenwasserstoffe zur Bereicherung
der Kokes mittels dieses Verfahrens verwenden, oder das aus einem gewissen Kokesofen
gewonnene Gas in einem Gasometer auffangen und später ganz oder zum Theile in
denselben Ofen zurückführen, oder anstatt einen geringen Unterschied im Drucke in
verschiedenen Theilen des Ofens herzustellen, so daſs die Bewegung des Gases in
demselben durch Aussaugung von unten unterstützt wird, kann dieser geringe
Unterschied im Drucke durch einen leichten Druck im oberen Theile des Ofens erzeugt
werden, wobei gleichzeitig entsprechend Luft zugeführt wird, um die Verbrennung zu
unterhalten. (Vgl. auch Jameson 1883 250 529.)
Zur Destillation schwer oder nicht verkokbarer Stoffe
will J. Jameson (* D. R. P. Nr. 25676 vom 1. Juni 1883)
dieselben von oben erhitzen und die Destillationsproducte unten absaugen. Dadurch
soll es möglich sein, in einem Apparate billiger und einfacher Form aus solchen
Materialien, wie Schiefer, Kleinkohle oder Kohlenzechenabfällen, welche zur
Kokeserzeugung nicht verwendbar sind, oder von Stoffen, wie Sägespänen, Torf u.
dgl., welche der trockenen Destillation bisher nicht unterworfen wurden,
Destillationsproducte zu gewinnen. Wenn es vortheilhaft erscheinen sollte, den
Prozeſs durch Erzielung einer gröſseren Hitze oder in anderer Weise zu unterstützen,
so mischt man das zu behandelnde Material mit einer entsprechenden Menge Kohle. Das
Verfahren soll auch anwendbar sein zur Gewinnung der flüchtigen Producte bei der
Röstung von Erzen, ferner für die Gewinnung von
verhältniſsmäſsig reiner Kohlensäure aus Kalkstein oder
zur Sublimirung. Der Grad der Saugwirkung wird in allen Fällen je nach dem zu
behandelnden Materiale und dem zu erzielenden Resultate geregelt.
Der Beschickungsraum A (Fig. 6 und
7 Taf. 23) ist mit einer Thür f für das
Einbringen des zu behandelnden Materials versehen; in der feuerfesten Herdsohle
dieses Raumes liegen mit gelochten Platten bedeckte Kanäle b, welche sämmtlich in das zu einem Saug- und einem Condensirapparate
führende Rohr c einmünden. Die vor dem
Beschickungsraume A angeordnete Feuerung d ist durch eine Brücke e
von ersterem getrennt, so daſs die Heizgase unter der Ofendecke hinweg über das zu
behandelnde Material fortstreichen und durch Abzugskanäle g in den Schornstein gelangen.
H. Hutchinson in London (Englisches Patent Nr. 2843 vom
7. Juni 1883) will dadurch harte Kokes und an Benzol reichen Theer, welche rasche
Temperatursteigerung erfordern, oder bei langsamer Verkokung weiche Kokes und an
Paraffin reichen Theer erhalten, daſs er bei dem gewöhnlichen Kokesofen Kanäle
anbringt, durch welche zur Beschleunigung der Verkokung vorgewärmte Luft
eingetrieben werden kann. Fig. 10
Taf. 23 zeigt einen namentlich zur Erzeugung von Heizgas oder Leuchtgas bestimmten Ofen, durch dessen mittleres Rohr A überhitzter Wasserdampf eingetrieben wird.
Der von F. Hornig in Dresden (* D. R. P. Nr. 23 670 vom
18. Februar 1883)
angegebene Scrubber zur Gewinnung von Theer und Ammoniak bei
der Kokesbereitung besteht aus einem cylindrischen Gefäſse A (Fig. 8 und
9 Taf. 23), in welches das zu waschende Gas durch den Rohrstutzen B eintritt. Der Austritt des Gases erfolgt durch das in
der Mitte des Scrubber in die Höhe bis nahe an die Decke gehende Ausgangsrohr C. Zwischen diesem Ausgangsrohre und dem Gefäſse A sind die Bleche D derart
angeordnet, daſs dieselben ein- oder mehrgängige Schraubenwindungen bilden. In der
Zeichnung sind beispielsweise dreigängige Schrauben Windungen dargestellt. Während
nun das bei B eintretende Gas, um zum Ausgangsrohre C zu gelangen, alle diese Schraubenwindungen
durchlaufen muſs, strömt von oben herab auf die Bleche D Ammoniakwasser oder reines Wasser und läuft auf diesen nach unten dem
Gasstrome entgegen. Durch die innige Berührung des Wassers mit dem Gase auf dem
durch die Schraubenwindungen sehr lang gezogenen Wege wird dem Gase das beigemengte
Ammoniak entzogen und in das Wasser übergeführt. Das Einbringen des Wassers erfolgt
durch die in die Scrubberdecke eingeschraubten Einlaufe E oder durch bekannte Einspritzvorrichtungen o. dgl. Der Ablauf des sich
am Boden des Scrubbers ansammelnden Wassers erfolgt dagegen in bekannter Art durch
den Topf F.
F. P. Dewey berichtet im Iron, 1883 Bd. 22 S. 376 über Untersuchung der Porosität und das specifische Gewicht von Kokes. Verfasser hält die
Porosität der Kokes als wesentlich für den Hüttenbetrieb, da hierdurch die rasche
Verbrennlichkeit vor den Formen, die hohe Temperatur und die Entwickelung der
nöthigen Wärmemenge im Gestelle bedingt werde. Diese Porosität findet ihre Grenzen
in der Widerstandsfähigkeit der Zellenwandungen gegen den Druck der Beschickung. Zur
Bestimmung derselben wurde auf den Vorschlag von T. St.
Hunt eine Anzahl 20 bis 408 schwerer Stücke abgewogen, zur Bestimmung des
Wassergehaltes bei 100° getrocknet und gewogen; dann wurden sie 12 bis 24 Stunden in
Wasser gelegt, hierauf unter die Glocke einer Luftpumpe gebracht, nun abwechselnd
einige Male das Wasser zum Sieden erhitzt und die Luft ausgepumpt. Darauf wurden die
Stücke einmal unter Wasser, dann nach dem Abtropfen an der Luft gewogen. 12
Kokesproben, in Bienenkorböfen hergestellt, hatten so ein wirkliches specifisches
Gewicht von 1,49 bis 1,83, ein scheinbares Eigengewicht von 0,71 bis 0,93, somit 43
bis 61 Proc. Poren.
Da es auf diese Weise nicht möglich ist, die Luft völlig auszutreiben, so sind diese
Zahlen nur als annähernde zu betrachten.
F.