| Titel: | Dement's bezieh. Hagemann's Matrizenprägmaschine. |
| Autor: | A. Lüdicke |
| Fundstelle: | Band 254, Jahrgang 1884, S. 420 |
| Download: | XML |
Dement's bezieh. Hagemann's Matrizenprägmaschine.
Patentklasse 15. Mit Abbildungen im Texte und auf
Tafel 30.
Dement's bezieh. Hagemann's Matrizenprägmaschine.
Von verschiedener Seite ist in neuerer Zeit der Gedanke wieder aufgenommen und
auszuführen versucht worden, Stereotypplatten ohne einen auf gewöhnliche Weise
bewirkten Satz herzustellen.Schon im J. 1878 hat Tecklenburg in
Darmstadt (* D. R. P. Nr.
6677 vom 22. November 1878) eine Maschine vorgeschlagen, welche
die Schrift mittels eines Typenrades in eine
Papier- oder Metallmater einpressen und gleichzeitig auch einen Abdruck
derselben liefern soll. Eine andere in derselben Patentschrift beschriebene
Anordnung ist mit einem Satze beweglicher Typen versehen. Mittels eines
Tastermechanismus soll bloſs die Einstellung der Type bewirkt werden, deren
eigentliches Einpressen an richtiger Stelle der Mater durch ein Hebelwerk
von einem durch Kurbel und Fuſstritt bewegten Schwungrade aus erfolgt. Eine
weitere Beachtung scheint diese Matrizenstanzmaschine, welche doch schon das
ganze Wesen der neuerdings so viel Aufsehen erregenden Ausführungen in sich
begreift, nicht gefunden zu haben.Red. Zur Zeit werden Stereotypplatten
für Schnellpressen und Rotationsmaschinen in der Weise gefertigt, daſs man den Satz
aus einzelnen Lettern zusammensetzt, denselben vollkommen ausschlieſst und darauf in
Papier abformt, indem man eine aus mehreren durch Kleister verbundenen
Seidenpapierblättern bestehende feuchte Pappe in die Schriftzeichen einschlägt. Die
unter Druck auf dem Satze getrocknete Papiermatrize (oder Mater) wird dann in die
Gieſsform eingelegt, welche für Schnellpressen eben, für Rotationsmaschinen nach dem
Halbmesser des Druckcylinders gekrümmt ist, und abgegossen. Der Abguſs bildet die
Stereotypplatte, welche nach der Benutzung wieder eingeschmolzen wird. Dieses
Verfahren hat hauptsächlich drei Vortheile: Die Buchstaben des Satzes stehen
unverrückbar fest; während des Drückens kann kein Verschieben und Ausfallen von
Typen erfolgen, wodurch das Aussehen des Druckes leidet. Die zum Setzen dienenden
neuen Lettern erfahren, da dieselben nicht zum Drucken, sondern bloſs zum Abformen
in Papier verwendet werden, nur ganz geringe Abnutzung; die Abgüsse der Papiermater
und der Druck sind deshalb scharf. Der Satz läſst sich in Papiermatern leicht
aufbewahren und zu beliebiger Zeit durch Abgieſsen wieder in Metall herstellen.
Welch bedeutender Vortheil für den Drucker erwachsen müſste, wenn es gelänge,
Stereotypplatten in vollkommen zufriedenstellender Weise mit Umgehung des aus
einzelnen Lettern bestehenden Satzes lediglich durch Anwendung einer Maschine
herzustellen, welche die Papiermater direkt von der Niederschrift (Manuscript)
bilden läſst, bedarf nach der gegebenen Darlegung wohl keines Wortes. Aber die zu
überwindenden Schwierigkeiten sind nicht gering und ich glaube kaum, daſs durch die
nachfolgend zu beschreibende Construction von Dement
ein Schritt vorwärts
geschehen ist, während durch die Construction von Hagemann die Aufgabe mechanisch höchst sinnreich gelöst wird, so daſs
dessen Maschine unbedingt als eine hervorragende Erfindung bezeichnet werden muſs,
wenn derselben auch z. Z. noch kleine Mängel anhaften.
Bei der Maschine von M. H. Dement in
New-York (* D. R. P. Nr. 26927 vom 1.
August 1883) werden die Typen in Streifen
aus Papier oder einem anderen geeigneten Materiale geprägt und aus diesen Streifen
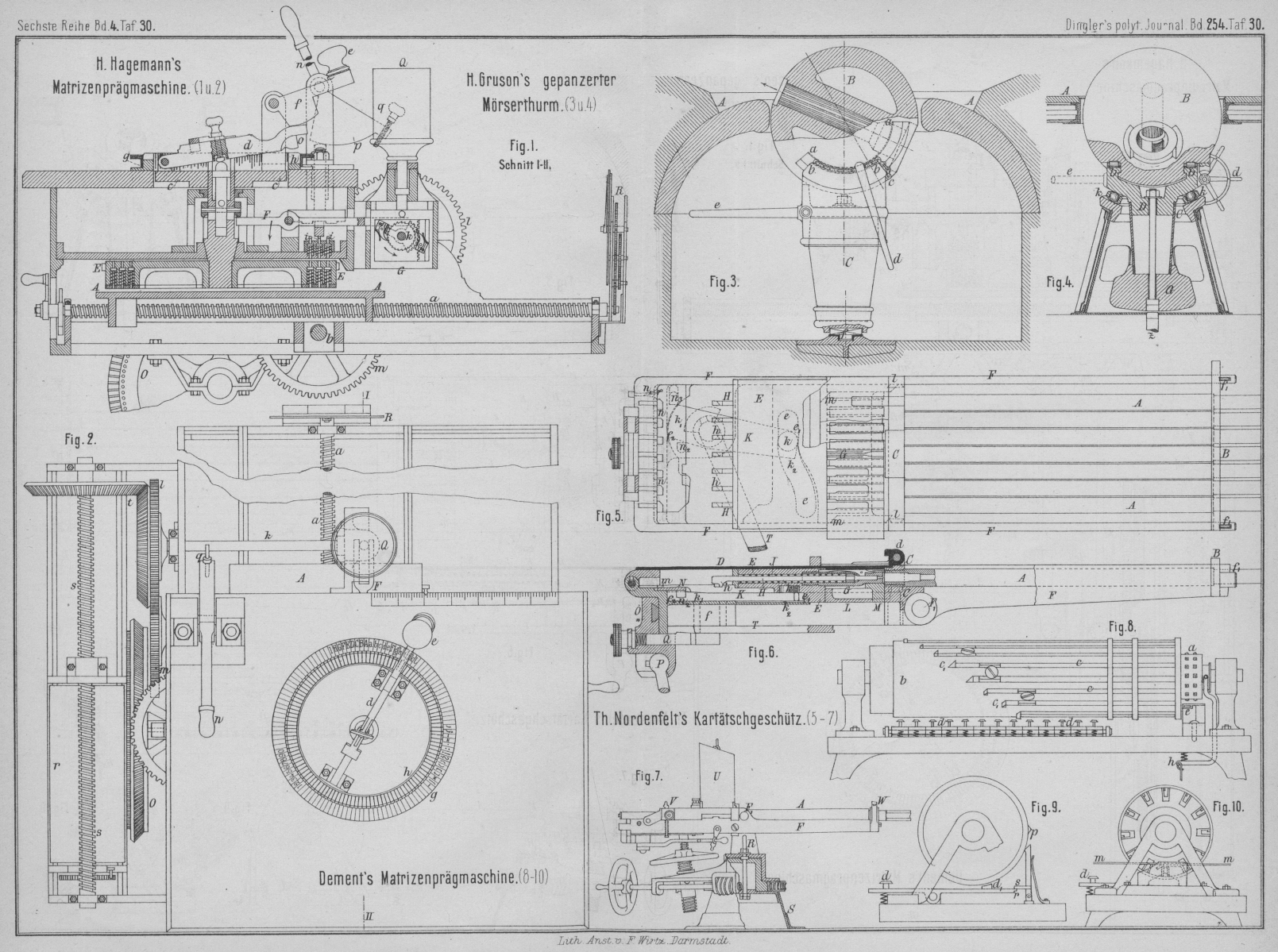
soll dann die Papiermater zusammengesetzt werden. Die Maschine besteht aus einem mit
200 bis 300 Umdrehungen umlaufenden Typenringe a (Fig. 8 Taf. 30)
mit einer oder mehreren Typenreihen für verschiedene Schriftgröſsen und Charaktere,
einem Cylinder b mit Schiebern c, deren Anzahl entspricht der in einer Typenreihe untergebrachten
Zeichenzahl, den Tasten d und einem zur Führung und
Anpressung des Papierstreifens erforderlichen Apparate e. Typenring und Cylinder b laufen gemeinsam
um; der erstere läſst sich jedoch, wie aus der Zeichnung ersichtlich ist, in
achsialer Richtung verschieben, um die erforderliche Typenreihe an die Arbeitstelle
bringen zu können. Zur Verschiebung dient ein bei h
angehängter Fuſstritt.
Textabbildung Bd. 254, S. 421
Drückt man nun eine der Tasten d nieder (vgl. Fig. 9), so
kommt die Nase d1 mit
der schiefen Ebene c1
(Fig. 8)
des betreffenden Schiebers c bei der Drehung in
Berührung, wodurch letzterer nach rechts herausgeschoben wird und die entsprechende
Type des Ringes deckt. Zum Anpressen des zwischen dem Kopfe des Schiebers und der
Type liegenden Papierstreifens m (Fig. 10) dient der
nebenstehende, besonders abgebildete Theil e. Der
vorgeschobene Schieber köpf gleitet bei der Drehung die schiefe Ebene f hinauf und drückt den in der Feder g liegenden Papierstreifen gegen die Type, welche in
den gegabelten Theil der Feder eintritt; diese entfernt das Papier nach dem Aufhören
des Druckes sogleich von der Type und der Schieber geht, durch eine in der Nuth des
Cylinders liegende Feder veranlaſst, wieder in seine Ruhestellung zurück. Um dies
mit voller Sicherheit zu erreichen und nicht nur von der richtigen Wirkung der Feder
abhängig zu sein, ist an dem Stücke e eine kleine
Platte angebracht, welche den Schieberkopf zunächst niederdrückt, während dann die
schiefe Ebene i das Zurückschieben besorgt. Die
Fortbewegung des Streifens erfolgt durch die rotirende, in das Papier eintretende
Type. Die Gröſse der Fortrückung hat der Breite der Type zu entsprechen; der
Papierstreifen muſs bei breiten Typen länger als bei schmalen Typen angedrückt
werden. Man gibt zu diesem Zwecke den Schieberköpfen verschiedene Breite, wodurch
dieselben längere oder kürzere Zeit auf der höchsten Kante der schiefen Ebene f verweilen. Daſs auf diese Weise ein genaues,
vollkommen gleichmäſsige Abstände der auf einander folgenden Buchstaben
einschlieſsendes Fortschreiten des Papierstreifens erreicht wird, erscheint sehr zweifelhaft.
Sind mehrere Typenreihen vorhanden, so hat jeder einzelne Schieberkopf verschiedene
breite Stellen, entsprechend der verschiedenen Breite der von demselben zu deckenden
Typen. Auſserdem muſs jetzt die Platte e verschiebbar
angeordnet sein, um die schiefe Ebene immer unter die entsprechende Stelle der
Schieberköpfe bringen zu können. Dieses Verschieben erfolgt durch denselben Tritt,
welcher den Typenring in Stellung bringt.
Aus der Beschreibung der Dement'schen Maschine geht
hervor, daſs jede Type bei einer Umdrehung des Cylinders auch nur einen Abdruck
liefern kann. Nicht ausgeschlossen ist, daſs gleichzeitig eine Anzahl Tasten
niedergedrückt wird, deren Typen dann bei einer Umdrehung des Cylinders nach
einander zur Wirkung kommen. Dabei ist jedoch vorausgesetzt, daſs die Buchstaben des
zu prägenden Wortes in alphabetischer Folge stehen – wie z.B. in den Worten
„der“, „des“, „Adel“, „ist“ – und daſs die Tasten
niedergedrükt werden, ehe der Schieber für den ersten der zu stanzenden Buchstaben
an der betreffenden Taste vorübergegangen ist. Um hier volle Sicherheit zu haben,
ist die Einrichtung so getroffen, daſs jede Taste, also auch die erste des zu
prägenden Wortes, nur dann niedergedrückt werden kann, wenn der zur Taste gehörende
Schieber c derselben nahe gekommen ist. Fig. 9 veranschaulicht die
betreffende einfache Einrichtung. Die Taste ist durch den Arm s gesperrt und wird erst durch die am Cylinder
befindliche Nase p zur gehörigen Zeit ausgelöst. Wird
die Taste durch den Finger niedergedrückt, so schiebt sich s unter r und hält die Taste in der
Arbeitstellung, bis die Nase p wieder zur Wirkung
kommt.
Die Matrizenprägmaschine von Heinr. Hagemann in
Wien (* D. R. P. Nr. 20161 vom 12.
Februar 1882) zeichnet sich ganz abgesehen von der Construction vor der
Maschine von Dement in erster Linie dadurch aus, daſs
dieselbe nicht Streifen von Zeilenhöhe, sondern die vollständige Papiermater prägen
läſst. Es dürfte bei dem vorigen Verfahren sehr groſse Schwierigkeiten bieten, aus
den geprägten Streifen die Matrize für eine Seite so herzustellen, daſs dieselbe
vollkommene Abgüsse liefert. Die Patentschrift enthält nichts über die Vereinigung
der Zeilen; aus anderen Quellen ist nur zu ersehen, daſs die Streifen in Zeilenlänge
zerschnitten werden sollen, nachdem dieselben durchgesehen und Fehler kenntlich
gemacht sind. Worte mit Fehlern werden ausgeschnitten und durch verbesserte
ersetzt.
Da die Zeilen genau gleiche Länge haben müssen, der Streifen aber nicht an jeder
beliebigen Stelle durchschnitten werden darf, so wird häufig ein Auseinander- oder
Zusammenrücken der Worte nöthig. Es soll dies nach Dement dadurch geschehen, daſs man den Streifen bei jedem Worte
durchschneidet und entsprechend verkürzt oder durch vorräthige Spatien verlängert. Ebenso sind
eingeprägte „Divise“-Zeichen für nothwendig werdende Worttheilungen
vorhanden. Dieses Zerschneiden der Zeilen in kurze Stücke erschwert die
Zusammensetzung der Mater jedenfalls ungemein und läſst starke Zweifel an der
Brauchbarkeit des ganzen Verfahrens aufkommen, selbst wenn alle anderen bei der
Lösung der Aufgabe auftretenden Schwierigkeiten glücklich überwunden wären.
Textabbildung Bd. 254, S. 423
Die Hagemann'sche Maschine prägt stählerne Typen in eine
ebene trockene Papptafel ein und druckt gleichzeitig mittels eines zweiten
Typensatzes einen Correcturbogen farbig, welcher bezüglich der Reihenfolge und
Stellung der Schriftzeichen genau mit der Mater übereinstimmt. Sowohl der
Prägstempel-, als der Druckstempelsatz enthalten mehrere Schriftgattungen, z.B.
Corpus, Borgis und Petit für Ueberschrift, laufenden Text bezieh. Anmerkungen; der Uebergang von der
einen zur anderen Schriftart vollzieht sich leicht und sicher. Die Figuren 1 und 2 Taf. 30 sowie
die beigegebene Textfigur sollen dazu dienen, die Haupttheile der Maschine und deren
Ineinandergreifen darzulegen; zu einer ausführlichen Beschreibung all der feinen
sinnreichen Mechanismen reichen diese Abbildungen nicht aus.
Die zur Matrize bestimmte Papptafel ruht auf einem Tische A, welcher durch die Schrauben a und b in zwei auf einander senkrechten Richtungen Bewegung
erhält; die Schraube b verschiebt die Mater in Richtung
der Zeile, a in Richtung der Zeilenhöhe. Ueber der
Platte A schwebt leicht drehbar um eine senkrechte
Achse die Typentrommel E, welche die Prägstempel
enthält und zwar alle zu einer Gattung gehörenden in einem Kreise gleichmäſsig
vertheilt. Die Zeichnung gilt für eine Maschine mit drei Schriftgattungen, welche in
drei concentrischen Kreisen angeordnet sind. Für jeden Kreis ist ein Schlagstift i vorhanden, welcher beim Niederdrücken des Hebels n den darunter eingestellten Prägstempel in die Pappe
eindrückt.
Zunächst sei nun die Einstellung der Typentrommel
bezieh. die Bewegung des Schlittens A mit der Matrize in der
Zeilenrichtung näher in Betracht gezogen. Mit der Trommel E ist die Scheibe c
verbunden, welche die Lagerung für den Hebel d und den
Griff e mit Daumen f
trägt. Die Platte c ist von einem festen Ringe g umgeben, auf dessen Rand die Bilder sämmtlicher
Buchstaben, Ziffern, Zeichen u.s.w. der Typentrommel angebracht sind (vgl. Fig. 2).
Innerhalb des Ringes g liegt der Kranz h, welcher eine der Zahl und Stellung der Bilder
entsprechende Anzahl Einschnitte von ungleicher Tiefe enthält.
Soll nun beispielsweise der Buchstabe „H“ geprägt werden, so würde man
zunächst mit Hilfe des Griffes e die Scheibe c drehen, bis der angebrachte Zeiger auf „H“
einspielt; dann drückt man den Griffe nieder, wodurch auch der Hebel d abwärts geht und die an demselben sitzende Zunge o in den zu „H“ gehörenden Einschnitt des Ringes
h tritt. Die Tiefe dieses Einschnittes ist abhängig
von der Dicke des Buchstaben und der Gröſse des Raumes zwischen zwei benachbarten
Zeichen in der Matrize, denn durch die Tiefe des Eindringens der Zunge wird der Weg
des Schlittens A bestimmt. Beim Niederdrücken des
Griffes e bewegt sich der zweiarmige Hebel F in der Pfeilrichtung, wodurch das Gewicht Q aufgehoben wird und die Welle k mit Hilfe eines Sperrradschaltwerkes innerhalb des Rahmens G eine Drehung erhält, welche durch die Räder l und m auf die
Schaltschraube b übertragen wird. Je weiter nun der
Griff e heruntergedrückt werden, d.h. je tiefer die
Zunge o eindringen kann, um so gröſser ist die Drehung
der Schraube b, also auch die Verschiebung der Pappe in
der Zeilenrichtung. Die Gröſse dieses Weges bei dem Niederdrücken des Griffes e ist gleich der Hälfte des Zwischenraumes, vermehrt um
die halbe Buchstabenbreite; dieselbe Verschiebung erfolgt beim Aufgange von e, welcher durch das Sinken des Gewichtes Q bewirkt wird.
Das Prägen nach dem Einstellen eines Stempels geschieht durch Herumschlagen des
Griffes n, welcher mit Hilfe des Daumens p und verschiedener Zwischenglieder auf einen der
Schlagstifte i wirkt. Die Stellschraube q begrenzt den Weg des Hebels n und regelt damit gleichzeitig die Tiefe des Eindringens der Prägstempel,
welche so eingestellt sein müssen, daſs, wenn die Schraube q jedesmal zum Anschlage gebracht wird, vollkommen gleichtiefes Eindringen
erreicht ist.
Der farbige Correcturbogen entsteht auf der seitlichen Trommel r (Fig. 2); dieselbe ist in
einem Schlitten gelagert, welcher durch die Schraube s
die Verschiebung in der Zeilenrichtung enthält – und zwar durch das Kegelräderpaar
t in Verbindung mit der Welle k – um genau ebenso viel, als die auf dem Tische A liegende Papptafel. Hinter der Papiertrommel r befindet sich die zweite um eine wagerechte Achse
drehbare Typentrommel O, welche ebenfalls durch den
Griff e gleichzeitig mit E
eingestellt wird und deren Stempel durch den Griff n
zur Wirkung kommen. Eine Farbwalze färbt bei der Drehung der Trommel O die Stempel.
Nach Vollendung einer Zeile hat man die im Rahmen G
(Fig. 1)
untergebrachten Sperrkegel auszulegen, um mittels der Schraube b den Tisch A bis zum
Zeilenanfange zurückführen zu können, wobei gleichzeitig die Walze r mit dem Correcturbogen in die Anfangsstellung
zurückgeht. Es bleibt jetzt nur noch übrig, die Walze r
und den Tisch A um eine Zeilenhöhe zu verschieben; dies
erfolgt durch Drehen der Schraube a, mit welcher ein
Zeigerwerk R verbunden ist, um die Gröſse der
Verschiebung ablesen zu können. Die Walze r wird mit
Hilfe einer auf deren Welle befestigten Theilscheibe gedreht, in welche eine am
Gestelle angebrachte Klinke einfällt.
Mit der Maschine soll auch linirt werden können, so daſs
dieselbe selbst zur Anfertigung von Tabellen benutzbar erscheint. Zu diesem Zwecke
sind in den Typentrommeln Stempel mit kleinen Stahlrädchen für senkrechte und
wagerechte Linien vorhanden, welche auf gewöhnliche Weise in die Pappe eingedrückt
werden. Lange Linien entstehen durch Verschieben des Tisches A in der betreffenden Richtung, kurze durch wiederholtes Niederdrücken des
Griffes e bei fest niedergehaltenem Hebel n. Gesperrter Druck entsteht dadurch, daſs man durch
Verstellen eines Keiles gröſseren Vorschub, als die verwendete Schriftgattung
erfordert, bewirkt.
Fragt man, auf welche Weise die Herstellung genau gleicher Zeilenlänge, das Ausschlieſsen, ermöglicht wird, so ertheilt die
Patentschrift darauf folgende Antwort: 1) Dadurch, daſs die Breiten aller
Buchstaben, Ziffern u. dgl. nach einer bestimmten Einheit hergestellt sind, so daſs
die Typenbreite gleich dem ein- oder mehrfachen der Einheitsbreite ist; 2) dadurch, daſs vor Beginn
des Prägens der Pappmatrize auf der Walze r oder einer
besonderen, nur mit dieser Walze r versehenen
Schreibmaschine ein Correcturbogen auf Papier gedruckt wird, welches entsprechend
der einer gewählten Schriftgattung zu Grunde gelegten Einheit senkrecht linirt ist.
Dieser erste Druck dient nun dem Arbeiter an der Matrizenprägmaschine als
Manuscript. Bei der Anfertigung desselben sind Ungleichheiten in der Zeilenlänge
unvermeidlich; der Arbeiter an der Matrizenprägmaschine, welcher in Folge der
Lineatur des Manuscriptes erkennen kann, um wie viel Einheiten die Zeile zu lang
oder zu kurz ist, muſs durch Veränderung der Entfernung zwischen den Worten die
richtige Zeilenlänge herstellen. Dazu gehört jedenfalls ein schneller sicherer Blick
und viel Uebung, wie ihn aber unsere „Metteurs“ in Druckereien ohnedies
besitzen müssen. Einen groſsen Vortheil bietet die Herstellung dieses ersten Druckes
in so fern, als auf demselben bereits „Correcturen“ vorgenommen werden können
und für das Matrizenprägen eine gut leserliche Vorlage geboten ist, wodurch Fehler
in der Papiermater leichter vermieden werden. Andererseits sinkt die Leistung der
Maschine, welche bei Handbetrieb zu 60 Typen in der Minute angegeben wird, auf die
Hälfte herab, wenn man mit derselben abwechselnd das Manuscript und die Mater
herstellt, oder man muſs eine „Manuscriptdruckmaschine“ und eine
„Matrizenprägmaschine“ mit je einem Arbeiter aufstellen, um 3600 Typen in
1 Stunde prägen zu können. Diese Arbeit von 2 Mann an den Maschinen übersteigt nicht
die Durchschnittsleistung zweier gut geschulter Setzer. Trotzdem dürfte der
Vortheil, welchen die Maschine zu bieten vermag, vorausgesetzt, daſs die damit
hergestellten Matern allen Anforderungen genügen, wahrscheinlich nicht gering sein.
Ist auch die Maschine gewiſs nicht billig, macht sich auch im Laufe der Zeit
sicherlich ein Ersatz der theueren Stahlstempel erforderlich, so entfällt für eine
Druckerei zunächst doch das Halten eines groſsen Typenvorrathes; ferner ist der
Raumbedarf der Maschine geringer als der für Setztische und das umständliche
Abklatschen des Satzes in Papier beseitigt; endlich erspart man das Ablegen, womit
zugleich eine Quelle vieler Fehler verschwindet, welche dadurch entstehen, daſs
Typen in falsche Fächer und an Stelle der richtigen Zeichen in den Satz gelangen.
Noch sei erwähnt, daſs Correcturen an der mit der Maschine hergestellten Mater
entweder durch Ausschneiden des betreffenden Wortes, Einsetzen eines verbesserten
auf der Maschine geprägten Wortes und Aufkleben des Ganzen auf Papier erreicht, oder
aber durch Ueberkleben des Fehlers mit Papier und Einschlagen der richtigen Typen
besorgt werden; letzteres erscheint ziemlich umständlich dadurch, daſs dann die
Mater in der Maschine auf das Genaueste wieder eingestellt werden muſs, wozu viel
Zeit und Aufmerksamkeit erforderlich sein dürfte.
Von der genauen Ausführung der MaschineDie Ausführung hat die bekannte Maschinenfabrik von Ludw. Loewe und Comp. in Berlin übernommen.Red. und der Prägstempel hängt in hohem
Grade die Güte der Arbeit und das Aussehen des Druckes ab. Von einem guten Drucke
verlangt man, daſs die Buchstaben gerade und auf einer Linie stehen und die Abstände
zwischen denselben gleichmäſsig sind. Darin läſst die Leistung der Maschine noch zu
wünschen übrig. Es liegt der Fehler angeblich darin, daſs manche Zeichen und
Buchstaben nicht genau im Mittel der kreisrunden Stempelflache stehen, ein Fehler,
welcher bei der jetzt üblichen Methode des Schneidens allerdings leicht eintreten
kann. Nicht unmöglich ist, daſs das Ansehen des Druckes auch durch Verdrücken der
plastischen und elastischen Matrize bei dem nach einander erfolgenden Einschlagen
der Stempel leidet.Es gilt dies übrigens auch für die Maschine von Dement. Hoffentlich gelingt es Hagemann, auch diesen Mangel zu beseitigen; ist es ihm doch schon
geglückt, eine bedeutende Schwierigkeit – genaues Ausschlieſsen des Satzes –
auf verhältniſsmäſsig einfache Weise zu überwinden.
Nachtrag: Durch die Güte des Hrn. Hagemann (z. Z. in Berlin, Groſsbeerenstraſse 76)
gingen mir noch einige Notizen zu, welche nachzutragen ich nicht versäumen will.
Die Farbwalze an dem Typensatze für den Druck des Correcturbogens
ist durch Copirpapier ersetzt und durch Anbringung einer besonderen Hemmung die
Verschiebung der Papiermater in der Zeilenrichtung so bewirkt, daſs die Buchstaben
nicht mehr als 1/60mm von der richtigen Stelle abweichen
können.
Bezüglich der zu 60 Typen in einer Minute angegebenen Leistung
wird bemerkt, daſs dies „Durchschnittsleistung und nicht die eines vorzugsweise
tüchtigen und besonders begabten Arbeiters“ sei. Die Leistung eines Setzers
könne für die Schriftarten der Maschine im Durchschnitte zu 1000 Lettern in der
Stunde angenommen werden, so daſs die Maschine das 3½fache und nicht das Doppelte
leiste. Nun, 3600 Typen können bei 60 in einer Minute stündlich nicht geprägt
werden, denn es geht Zeit verloren für Auf- und Abspannen der Pappe, Verschieben in
der Zeilenhöhe u. dgl. und auſserdem muſs, wie ich schon bemerkt habe, ein zweiter
Arbeiter das Manuscript drucken. Dazu soll nach Angabe des Hrn. Hagemann nur ⅓ der Zeit des Stanzens der Mater
erforderlich sein, so daſs ein Arbeiter mit einer Schreibmaschine 3 Stanzmaschinen
mit Manuscript versorgen kann. Dieses Vordrucken des Manuscriptes kann für Satz, an
welchen hohe Ansprüche nicht gestellt werden, entbehrlich sein, indem der Arbeiter
an der Stanzmaschine zur Herstellung gleicher Zeilenlänge die letzten Worte der
Zeilen so viel als erforderlich aus einander rückt. Eine mir zum Beweise vorgelegte
Papiermater zeigt dies, aber auch das Unschöne und auſserdem ungleiche Zeilenlänge; die Buchstaben stehen weder am Anfange, noch am
Ende der Zeilen auf gleicher Linie. Für Zeitungsdruck und geringen Werkdruck kann
man dies dulden, bei gutem Werkdrucke nicht.
Ein Verdrücken der Buchstaben in der Mater durch Einschlagen der
nächsten Type soll nicht vorkommen; doch möchte ich einige Ungenauigkeiten an einer
mir vorliegenden Mater darauf zurückführen. Correcturen können mit der Maschine
schneller ausgeführt werden als bei zerlegbarem Satze. Der Preis der Stahlstempel
soll sich bei genauester, auf mechanischem Wege bewirkter Herstellung auf 20 bis 30
Pf. stellen und die Abnutzung Null sein. Dies muſs die
Erfahrung erst lehren. Der Verkaufspreis der Maschine soll sich, wenn nicht
billiger, doch gewiſs ebenso billig stellen wie die Anschaffungskosten des
Letternmaterials, der Geräthe u. dgl., welche für 3 Setzer erforderlich sind.
A.
Lüdicke.
Tafeln