| Titel: | Verfahren und Maschine zur Herstellung der Längsnähte an Blechröhren. |
| Fundstelle: | Band 256, Jahrgang 1885, S. 61 |
| Download: | XML |
Verfahren und Maschine zur Herstellung der
Längsnähte an Blechröhren.
Mit Abbildungen im Texte und auf Tafel 5.
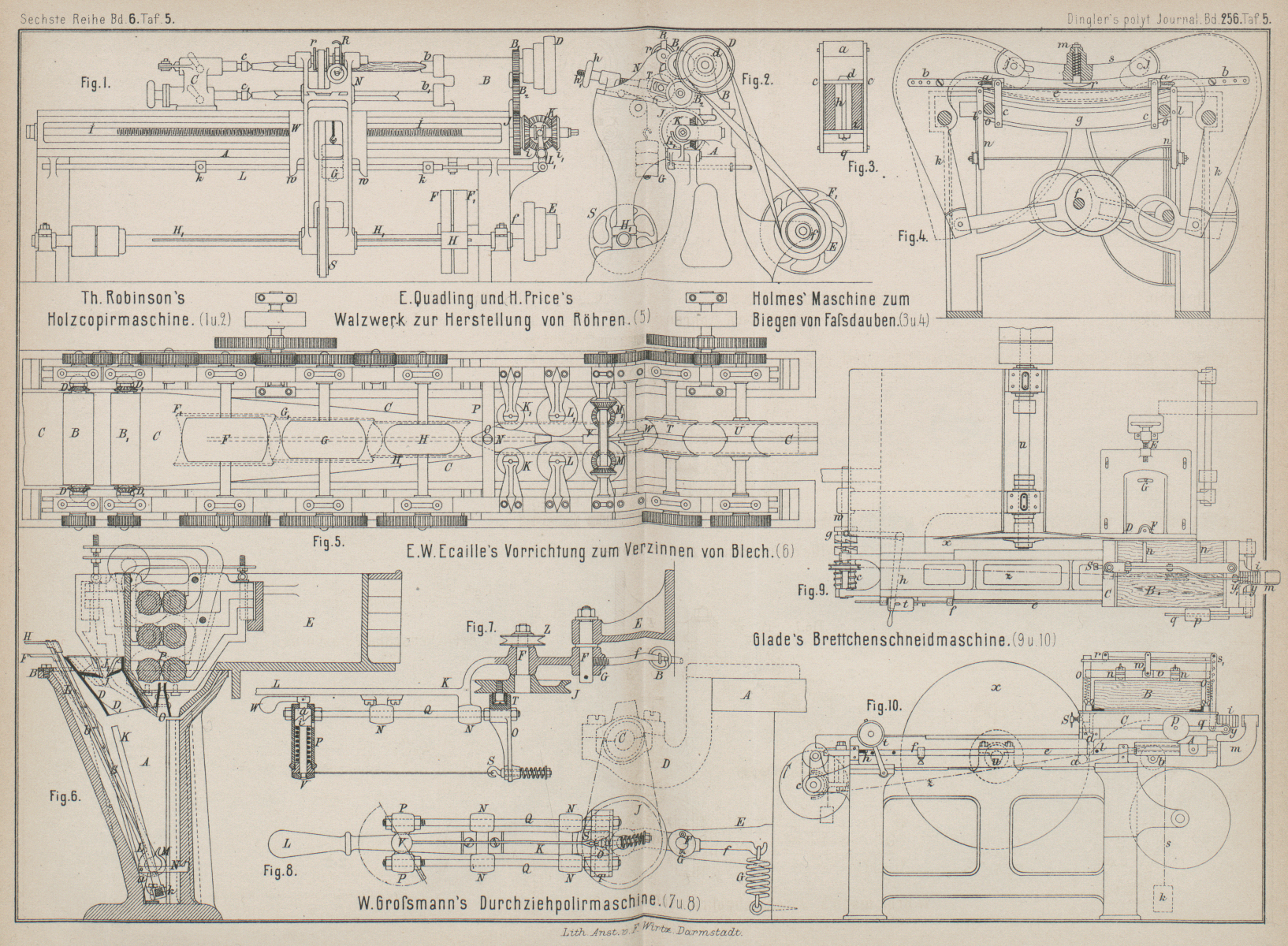
Quadling und Price's Herstellung von Blechröhren.
Nach dem Verfahren von E. Quadling in Forest Hill und H. S. Price in Saint-Johns, England (* D. R. P. Kl. 49 Nr. 28921 vom 18.
November 1883) werden die Längsnähte von geraden oder krummen Rohrstücken
aus dünnem Bleche oder stärkeren Tafeln in folgender Weise hergestellt. Zunächst
wird eine T-förmige oder eine doppelte Flansche entlang der Blechkanten gebildet und
dann Walzeisen von H-förmigem Querschnitte von solcher Gröſse zwischen die an
einander stoſsenden Kanten der zusammengerollten Bleche eingeführt, daſs die
geflanschten Kanten in die Rinnen des Walzstabes passen, worauf die vorstehenden
Ränder des letzteren in solcher Weise niedergedrückt werden, daſs Längsnähte von den
durch nebenstehende Textfiguren dargestellten Querschnitten entstehen. Durch Löthen
oder Schweiſsen kann alsdann die hierdurch entstandene Längsverbindung noch
vervollständigt werden.
Textabbildung Bd. 256, S. 61 Das zur Herstellung eines Rohres bestimmte Blech C (Fig.
5 Taf. 5) geht zunächst durch eine Schere (doppelte Kreisschere), welche
es an beiden Längsrändern erfaſst, auf eine ganz bestimmte Breite beschneidet und
dann dem ersten Walzenpaare B der eigentlichen
Arbeitsmaschine zuführt, wenn letztere mit der Schere unmittelbar verbunden ist.
Beim Durchgehen des Bleches durch die Zuführungswalzenpaare B und B1
werden durch die lothrechten Walzenpaare D und D1, deren
Arbeitsflächen die Blechränder erfassen, die Randflansche für die angegebene Art von
Längsnähten angefertigt.
Das Blech gelangt dann der Reihe nach zwischen die Biegewalzenpaare F, F1, G, G1 und H, H1
, wobei die Ränder desselben durch Rollen geführt
werden und das Blech selbst in eine Rinnenform gebracht wird. Diese Rinne wird jetzt
über dem hohlen Dorne N, welcher mit Reibungsrollen für
das zu bearbeitende Blech versehen ist und durch den Querbalken P und den Bolzen O in
einer bestimmten Lage fest gehalten wird, mittels der Walzenpaare K, K1 und L, L1 zum nahezu
fertigen Rohre zusammengebogen. Durch das mit dem Dorne N fest verbundene Führungsstück gelangt der H-förmige Stab zwischen die
zusammengebogenen geflanschten Blechränder, welche durch die Walzen M und M1 fest gegen den mittleren Steg des Stabes
angedrückt werden, wobei die kleine Rolle V den
Walzstab niederhält. Zwischen dem Dorne N und der
kleinen Arbeitswalze W sowie zwischen den darauf
folgenden Walzenpaaren T und U wird schlieſslich die Rohrlängsnaht vollendet.
Werden dünne Bleche verarbeitet, so werden sie dieser Maschine im kalten Zustande zugeführt;
bei der Verarbeitung starker Bleche und wenn die Kanten derselben T-förmig gestaucht
werden sollen, muſs Eisenblech hell- und Stahlblech kirschrothglühend in diese
Maschine eingeführt werden.
Tafeln