| Titel: | Neuerungen in der chemischen Metallbearbeitung. |
| Fundstelle: | Band 264, Jahrgang 1887, S. 328 |
| Download: | XML |
Neuerungen in der chemischen
Metallbearbeitung.
Patentklasse 48. Mit Abbildungen auf Tafel 20.
Neuerungen in der chemischen Metallbearbeitung.
Zur Reinigung bezieh. Auffrischung von echten wie unechten
Gold- und Silberstickereien, Geflechten, Schnüren u. dgl. werden die
Stücke, ohne daſs man sie wie bisher üblich aus einander zu trennen hat, nach dem
Vorschlage von Andr. Söhner in Karlsruhe i. B. (* D. R.
P. Nr. 35852 vom 10. Juli 1885) auf galvanischem Wege
vergoldet bezieh. versilbert. Um zunächst allen Schmutz, Fett, Oxyde u.s.w. zu
entfernen, werden die Stücke in einem geschlossenen, mit Condensator versehenen Dampfraume etwa 1 Stunde
gedämpft. Hierauf werden die Silber waaren, d. s. die mit weiſsem Untergrunde, in
einer 80° heiſsen Lauge aus 2k Soda auf 1hl Wasser etwa ½ Stunde lang und ebenso die
Goldstoffe, d. s. die mit gelbem oder sonstig farbigem Untergrunde, in einer gleich
heiſsen Lauge von 3k Soda auf 1hl Wasser etwa 20 Minuten hin und her gezogen.
Nach gehöriger Abspülung folgt ein vorsichtiges Durchrühren mit kochendem
Panamarinden-Aufgusse und wiederholtes Abspülen mit reinem Wasser.
Das Abspülen geschieht in einem mehrkammerigen Troge, durch dessen
Abtheilungen sämmtliche Waaren genommen werden. Hierauf folgt eine Behandlung in
einem Salzsäurebade, um einestheils den Faden zu bleichen, andererseits etwa
anhaftende kalkige Stoffe zu lösen und endlich das Metall zu beizen. Das Bad besteht
in einer Lösung von etwas Chlorzinn in kaltem destillirtem Wasser mit Zusatz von
einer Salzsäure von 0,25 bis 0,5° B.; die Gegenstände werden darin tüchtig
durchgeschwenkt und in dem Augenblicke herausgenommen, in welchem der Faden weiſs
und die abgenutzten Stellen des Metalles blank erscheinen. Hiernach durchwandern sie
wieder den Spültrog, um in der letzten Abtheilung mit flieſsendem Wasser rein
abgespült zu werden.
Um die Annahmefähigkeit für Vergolden oder Versilbern oder für das
Anfärben der so vorbereiteten Gegenstände noch weiter zu erhöhen, auch dem
aufzubringenden Metalle von vornherein eine einheitliche frische Farbe zu geben,
wird (nachdem die Goldstoffe vorerst noch einer eingehenden Durchbürstung mittels
Haarbürsten und Weinsteinpulver unterzogen wurden) zunächst eine sogen. Vorpolitur
durch Polirwalzen oder Metallbürsten vorgenommen, dann nochmals mit Weinsteinpulver
leicht abgebürstet und ordentlich in Wasser abgespült. Die Stickereien werden nach
dem Dämpfen nur mit kalter stark verdünnter Sodalösung und feinen Haarbürsten
gereinigt, mit feinsten Metallbürsten von Hand vorpolirt, wiederholt leicht mit
Weinsteinpulver abgebürstet und endlich abgespült.
Die Gegenstände sind nunmehr für galvanische Versilberung oder
Vergoldung genügend vorbereitet.
Zur Versilberung schwerer
Doppeltressen, starker Stränge u. dgl., denen von allen Seiten beizukommen ist,
sowie zur einmaligen Versilberung leichter, empfindlicher Gegenstände, wie sogen.
Cantillen o. dgl., dient eine Lösung von 75g
chemisch reinem Silber und 400g 90 procentigem
Cyankalium in 50l destillirtem Wasser von 40°. Um
auf den so versilberten Gegenständen rascher einen schönen, weiſs glänzenden
Niederschlag zu erzielen, werden dieselben in einer zweiten Lösung von 30g chemisch reinem Silber und 100g 90 procentigem Cyankalium in 50l destillirtem Wasser von 70° nochmals dem
galvanischen Strome ausgesetzt.
Zur Vergoldung glatter und krauser
Schnüre, leichter Quasten, Franzen, Cantillen in heller Goldfarbe wird eine Lösung
von 50g Feingold und 500g 90 procentigem Cyankalium in 50l destillirtem Wasser bei 80 bis 85° und zur
Vergoldung von Tressen, Stickereien u. dgl. eine Lösung von 50g Feingold, 400g
doppeltkohlensaurem Natron, 700g gelbem blausaurem
Kali in 50l destillirtem Wasser bei 40 bis 45°
benutzt.
Kleinere Quasten, Sternchen, Netze, Tressen, Borden, Spitzen
u.s.w. werden an passend gestalteten Drahtgestellen, bestehend aus versilberten
bezieh. vergoldeten Messing- oder Kupferstäben, von unten mittels Messinghäkchen
aufgehängt, oder lose gerollt aufgelegt. Die Gestelle werden in das Bad eingehängt
und mit dem Leitungsdrahte verbunden. Schwerere Doppelgewebe, starke Quasten, lange
dicke Gurten werden auf stärkere Roste gelegt und von Zeit zu Zeit etwas aus ihrer
Lage gezogen, um das Entstehen von Flecken an der Auflagestelle zu vermeiden.
Zur Auffrischung solcher Tressen, Borden, Stickereien, welche nur auf einer Seite versilbert oder
vergoldet werden sollen, bedeutende Länge besitzen und bei denen die Metallfäden
sich nicht unmittelbar berühren, oder welche am Rande abgetragen und zerrissen sind,
so daſs der Strom nicht innerhalb der Gegenstände von Draht zu Draht gehen kann,
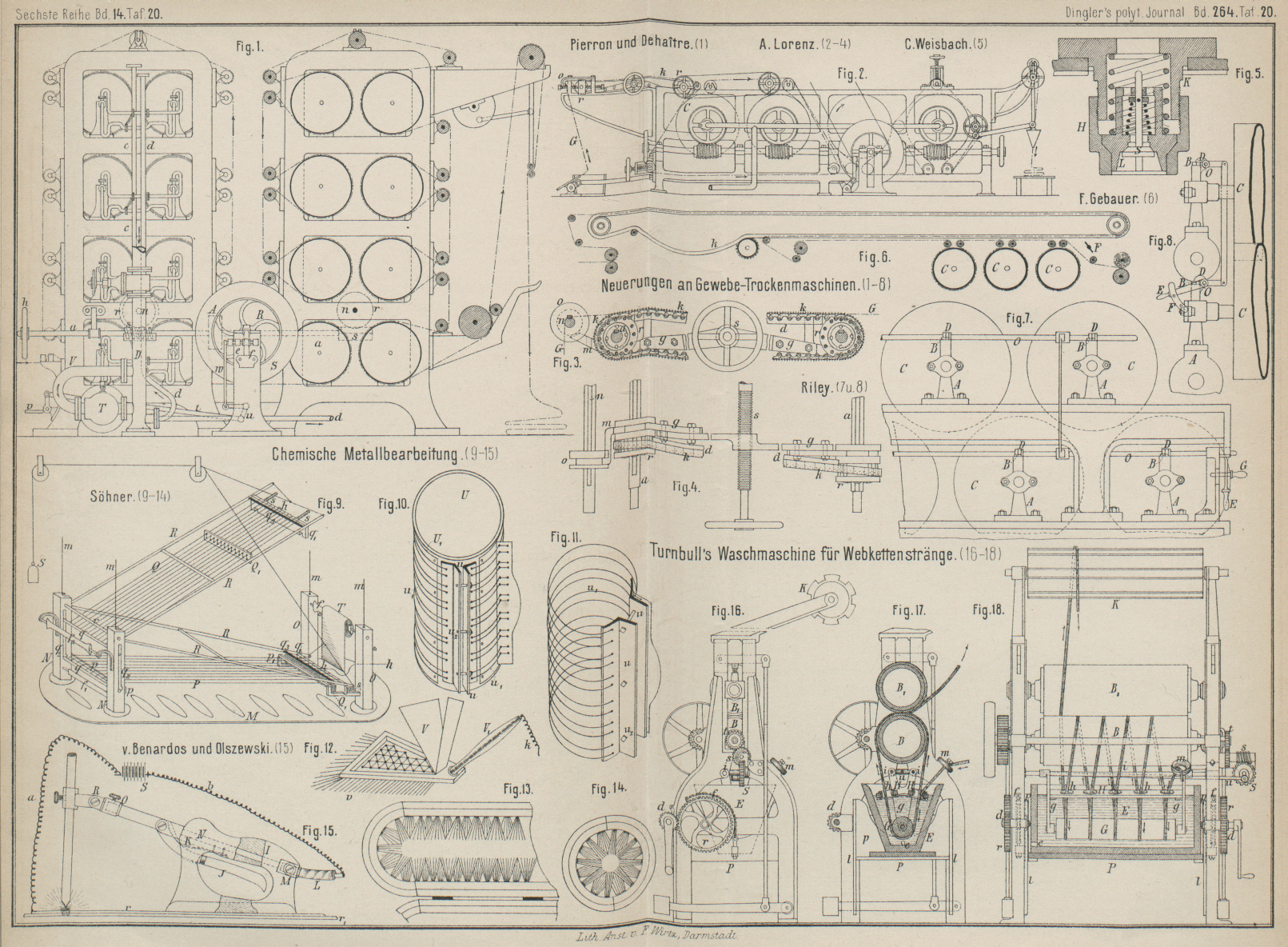
dient der in Fig.
9 Taf. 20 wiedergegebene, verstellbare Doppelrahmen.
Auf einer durchlochten, mit Schmelzüberzug versehenen Metallplatte
M sind zwei Ständerpaare N bezieh. O angeordnet, zwischen welchen ein
aus starken Messingdrähten hergestellter Rost P über
die Querstäbe p und p1 gespannt ist. Ein zweiter auf und ab beweglicher
Rost Q aus feinen Messingdrähten ist über die
Messingstäbe q und q1 gespannt und mittels des mit letzterem verbundenen
Rahmens R um dessen Achse r dadurch drehbar, daſs der Stab q sich in
Schlitzen q2 der
Ständer N auf und ab verschieben kann. Bei Benutzung
des Rostes muſs derselbe niedergelegt werden und liegt dann q im unteren Ende des Schlitzes. Ist der Rost nicht in Thätigkeit, so wird
er mit Hilfe des Gewichtes S in die Lage Fig. 9
gebracht.
Um die Drähte von Q straff anspannen
zu können, sind zwei Schrauben s vorhanden, welche in
der unteren Lage des Rostes Q in entsprechenden Löchern
der Ständer O liegen und durch Muttern angezogen
werden. Dadurch gelangt der Stab q in eine Aussparung
des Schlitzes q2 und
gleichzeitig wird Rost Q etwas gehoben. Ein
Verbindungsstab q3
hindert q1 am
Zurückfallen nach den Seiten des Ständers N hin. Ein
durchlochter Kamm Q1
dient zum Ausrichten der Drähte Q, indem er längs
derselben hin und her geschoben wird.
Soll nun ein längeres Band T
versilbert bezieh. vergoldet werden, so wird dasselbe auf die Rolle f und von da auf den Drahtrost P gebracht und die Klappe Q bis in ihre
unterste Lage niedergelassen. Dann wird der Kamm Q1, welcher bis vor die Ständer N gezogen war, bis hinter den Querstab p1 vorbewegt, die
Schrauben s durch die Ständer O gebracht, also der Rost in die Aussparung von q2 gezogen und seine Drähte mittels der
betreffenden Muttern angespannt, wodurch sämmtliche Drähte P dicht auf dem Bande T aufliegen und jeder
Theil des letzteren in Verbindung mit dem galvanischen Strome steht. Das an Schnüren
oder Ketten m hängende Ganze wird in das Bad
eingelassen und der galvanische Strom bei h
eingeschaltet. Ist dieser Theil des Bandes genügend lange im Bade geblieben, so wird
die Drahtklappe in umgekehrter Weise geöffnet, der fertige Bandtheil unter einer
Leitrolle f1 auf der
Rolle f2 aufgewickelt
und die übrigen Bandtheile in gleicher Weise behandelt.
Zur Neuherstellung der Tressen für Militärkleider o. dgl. dient
ein Glascylinder U (Fig. 10 und 11 Taf. 20),
welcher auf etwa ⅚ seines Umfanges mit einem geeignet befestigten Filzmantel U1 versehen ist. Zwei
Messingwinkel u, welche innerhalb der vom Filzmantel
frei gelassenen Cylinderfläche zu liegen kommen, sind durch Drähte u1 so verbunden, daſs
sie den Filzcylinder mit aufgelegten Tressen umschlieſsen können. Die Tressen werden
glatt auf den Filzmantel aufgelegt, angespannt und mit Nadeln festgesteckt, der
Drahtmantel uu1 darüber
geschoben und mittels einiger Verbiridungsschrauben u2 angezogen. Die Drähte u1 müssen so angeordnet
sein, daſs sie alle Drähte der Tressen berühren bezieh. in den Stromkreis bringen,
wenn das Ganze ins Bad eingesenkt und der Stromkreis geschlossen ist.
Kommt es trotzdem vor, daſs ein oder mehrere Fäden nicht oder nur
theilweise in die Stromleitung gebracht werden können, so kommt die sogen. Retonchirbürste (Fig. 12 Taf. 20) in
Anwendung. Dieselbe besitzt feine Messingborsten r,
welche sämmtlich durch eine Messingdeckplatte V
elektrisch unter einander verbunden werden, also je ein Polende bilden, sobald der
durch den Griff V1
isolirt zugeführte, mit V verbundene Leitungsdraht h eingeschaltet ist. Wird die fehlerhafte Stelle mit
dieser Bürste bearbeitet, so werden die kleinsten Metallstellen in Contact gebracht
und so eine Nachversilberung oder Vergoldung erzielt. Von besonderem Werthe ist
diese Bürste auch da, wo kleine Blümchen, Sternchen o. dgl. isolirt eingestickt
sind, da diese auf andere Weise kaum aufgefrischt werden könnten.
Zur Wiedergewinnung der den Waaren
anhängenden Gold- bezieh. Silberlösung wässert man dieselben sofort nach dem Entnehmen aus dem
Bade auf einem Spültische sorgfältig aus. Hierauf werden sie getrocknet und entweder
mit aufklappbaren Metallhohlbürsten (Fig. 13 und 14) von Hand,
oder durch Einführen in mit Metallborsten besetzten Polirwalzen polirt.
Dauerhafte Ueberzüge aus Silber-Zinn-Legirungen auf
Eisenwaaren durch Eintauchen in das geschmolzene Metall herzustellen,
scheiterte bisher daran, daſs sich geringe Mengen Eisen in dem Metallbade auflösen,
in Folge dessen das letztere in kurzer Zeit statt feine und glänzende, nur matte und
rauhe unbrauchbare Ueberzüge lieferte. Zur Vermeidung dieser Uebelstände werden nach
J. Brandt in Berlin (D. R. P. Nr. 37950 vom 1.
November 1885) Silber-Zinn-Legirungen von verschiedener Schmelzbarkeit angewendet
und zwar in einer solchen Reihenfolge, daſs die Waaren zuerst mit einer schwer
schmelzbaren und darauf mit einer leicht schmelzbaren Schicht von Silber-Zinn
überzogen werden, wodurch die äuſsere Schicht keine Spur von Eisen auflösen kann und
deshalb stets prachtvoll glänzend erscheint.
Die sauber gereinigten Eisenwaaren werden durch Eintauchen in ein
Bad von geschmolzenem Zinn mit 10 bis 20 Proc. Silbergehalt und darauf folgendes
Ablöschen zunächst mit einer schwerer schmelzbaren Schicht dieses Metalles und
alsdann, jedoch in gleicher Weise, noch mit einer leichter schmelzbaren Zinnschicht
von 5 bis 10 Proc. Silbergehalt überzogen. Die in den Bädern beim Erkalten derselben
etwa sich ausscheidenden, Eisen haltigen, krystallinischen, körnerartigen Legirungen
werden durch Schmelzung der Bäder bei hoher Temperatur wieder zerlegt und
unschädlich gemacht. Diese Ueberzüge sollen die auf galvanischem Wege, durch Sud,
durch Anreiben von Chlorsilber mit Weinstein, durch Plattiren, oder aus Zink, Zinn,
Blei und Legirungen von Zinn, Blei, Antimon u.s.w. hergestellten sowohl an Güte,
äuſserem Ansehen und Haltbarkeit, als auch an Billigkeit bei weitem übertreffen.
Um die beim Verzinnen von Eisenwaaren durch Eintauchen
derselben in die Bäder von geschmolzenem Zinn sich bildenden, schwer schmelzbaren,
Eisen haltigen Zinnlegirungen und Metalltheilchen,
welche sich krystallinisch auf den Eisenwaaren niederschlagen und denselben ein
rauhes Ansehen geben, auf eine einfache Weise aus den Bädern auszuscheiden, tauchen Kuhnt und Deiſsler in
Berlin (D. R. P. Nr. 39187 vom 21. August 1886) in die geschmolzenen Zinnbäder kalte
Körper ein, durch welche vortheilhaft kalte Flüssigkeiten (tropfbare oder
gasförmige) hindurchgeleitet werden. Es wird zu diesem Zwecke in dem Bade ein
U-förmiges Rohr, welches am besten von kaltem Wasser durchströmt wird, so lange hin
und her bewegt, bis die zur Krystallisation geneigten und leichter erstarrenden
Metalltheilchen sich hinreichend an das Rohr festgesetzt haben; mit dem Herausziehen
des Rohres aus dem Bade werden diese schädlichen Theile völlig aus demselben
entfernt und das Bad liefert wieder schön glänzende Ueberzüge.
Nach den Angaben von Alb. Eckhardt in Horde (D. R. P.
Nr. 38726 vom 17. Februar 1886) beruhen die Schwierigkeiten, welche sich bei der Verbleiung, Verzinkung und Verzinnung des Eisens oder
Stahles durch Eintauchen in die betreffenden geschmolzenen Bäder ergeben,
darauf, daſs die zur Verhütung der Oxydation des betreffenden Metallbades als Deckmasse angewendeten
Stoffe entweder in keiner Weise zerstörend auf die von der Reinigung auf dem Eisen
noch haftende Salzsäure einwirken, oder gar selbst zur Bildung solcher Säure
Veranlassung geben. Diese Salzsäure soll nun nach Ansicht von Eckhardt stets die innige Verbindung des Eisens mit dem
Blei, Zinn oder Zink verhindern; vermieden soll dieser Uebelstand durch Anwendung
folgender Deckmasse werden.
Diese Deckmasse besteht aus einer durch Schütteln hergestellten
Emulsion von Oel, flüssigem Fett oder Harz bezieh. einer Mischung derselben mit
einer concentrirten Sodalösung, welcher gleichfalls unter heftigem Schütteln
concentrirte Salmiaklösung hinzugefügt wird. Es bilden sich in der Emulsion
kohlensaures Ammoniak und Kochsalz, welches der Natur der Emulsion entsprechend in
derselben in sehr feiner Vertheilung vorhanden ist. Bringt man diese Emulsion in 2
bis 3cm starker Lage auf das Metallbad, so
entweicht zunächst kohlensaures Ammoniak, während die übrige Masse unter Aufblähen
eine schwammige, mit Chlornatrium gleichmäſsig und stark durchtränkte Kohle bildet.
Die gleichmäſsige Vertheilung des Chlornatriums verhindert das Verbrennen der
schwammigen Kohle, welche einerseits reducirend auf vorhandene Metalloxyde wirkt,
andererseits das Metallbad vor Oxydation schützt. Dabei enthält die Masse nicht die
geringsten Spuren von Salzsäure.
Diese Emulsion kann auch durch unmittelbares Mischen des Oeles
u.s.w. mit Kochsalz hergestellt werden: doch soll man ihr sodann durch Zusatz von
kohlensaurem Ammoniak ausgeprägte alkalische Natur geben. In letzterer Weise kann an
Stelle von Kochsalz auch phosphorsaures Natron, wie bei dem ersteren Verfahren, der
Salmiak auch durch phosphorsaures Ammoniak ersetzt werden. Die nun folgende
Vorschrift über die Anwendung der Deckmasse sowie die von Eckhardt gegebene Erklärung für ihre Wirksamkeit sind ebenso wunderbar wie
die ganze Deckmasse selbst, daher auf die Quelle verwiesen wird.
Neben der durch Patent Nr. 19722 geschützten Anwendung der Wasserstoffflamme beim Verbleien von Metallen haben
sich Emil Möhlau in Düsseldorf und Aug. Schneckenberg in Barmen-Rittershausen (D. R. P.
Zusatz Nr. 36707 vom 19. November 1885) auch noch die Anwendung der Wassergasflamme und von Flammen wechselnder Gemenge dieses Gases
mit Wasserstoffgas zu gleichem Zwecke schützen lassen. In beiden
Patentschriften ist nichts von dem Verfahren mitgetheilt. Nur eine Stelle in der
Zusatzpatentschrift, wo von der Löthflamme des betreffenden Arbeiters die Rede ist,
läſst vermuthen, daſs das bekannte Löthverfahren vorliegt, bei welchem zunächst
stellenweise der zu überziehende Gegenstand mit der Löthflamme heiſs gemacht wird,
und dann das Metall, welches in Form von dünnen Stangen zur Hand ist, von letzterer
auf die erwärmte Stelle abgeschmolzen und mit dem Löthkolben wohl noch unter
Zuhilfenahme der Löthflamme verstrichen wird. Weshalb die Wassergasflamme beim
Auftragen von metallischen Ueberzügen auf platten Flächen, welche nicht der durchdringenden Reinigung bedürfen, vorzuziehen sei, wie
die Patentschrift behauptet, während in Fällen, wo unebene Stellen o. dgl. mit
Metallen zu überziehen sind, nur die Wasserstoffgasflamme anzuwenden ist, läſst sich
nicht ohne weiteres erkennen.
Anstatt wie im Hauptpatente Nr. 29891 angegeben, die Schmelzfarben und Metalloxyde
zum Ueberziehen von Metallen, Glas- und Thonwaaren erst
mit Dicköl, Terpentin oder anderen ätherischen Oelen oder mit Wasser und Gummilösung
o. dgl. anzureiben, werden die betreffenden Farben und Metalloxyde nach Gustav Gehring in Landshut (D. R. P. Zusatz Nr. 35667
vom 2. Juni 1885) einfach mit Aluminiumpräparat (Mischungen von fettsaurer und
harzsaurer Thonerde mit ätherischen Oelen und Aluminium bezieh.
Aluminiumbronzepulver) oder mit den ätherischen Lösungen von harz- und fettsaurer Thonerde
angerieben, auf die zu schmückende Oberfläche aufgetragen und demnach über einer
Flamme o. dgl. in der Rothglut aufgeschmolzen. Solche Farben sollen sich auf alle
Metalle, sogar auf Messing, aufschmelzen lassen, wenn dieselben zuerst mit Aluminium
oder Thonerdelösungen überschmolzen worden sind. Versetzt man die Farben mit
Aluminiumpräparat, so erscheinen sie nach dem Aufbrennen matt; versetzt man sie mit
Thonerdelösungen, so erscheinen sie glänzend. Werden die Farben durch die gemachten
Zusätze strengflüssig, so fügt man etwas Fluſs im Verhältnisse von 1 : 3 oder 1 : 4
u.s.w. bei, was bei jeder Farbe durch Versuche festgestellt werden muſs.Solche der Redaction vorgelegte Schmuck waaren aus Glas, Thon und Metall
lassen das Gehring'sche Verfahren aller
Beachtung werth erscheinen.Z.
Um einen billigen, dicken und dauerhaften rauhen Ueberzug auf
Metallgegenständen an Stelle des bisher gebräuchlichen theuren Emails zu
erzeugen, wird nach dem Schwelmer Emaillirwerk, Braselmann,
Püttmann und Comp. in Schwelm (D. R. P. Nr. 37958 vom 28. April 1886) ein
leichtflüssiger Glassatz geschmolzen, durch Ausschütten in Wasser gekörnt und auf
den erforderlichen Feinheitsgrad zerkleinert. Sodann wird der gepulverte Satz mit
den bekannten Materialien (Thon o. dgl.) zu einem Breie angerührt, der zu
behandelnde Gegenstand eingetaucht und mit einer Schicht von pulverisirter
Kieselsäure überstreut. Beim nachfolgenden Brennen des Gegenstandes mengt sich von
der festen Kieselsäure ein Theil mechanisch mit dem Glasflusse, während sich der
andere chemisch mit demselben verbindet und zwar derart, daſs sich allmählich in
einander übergehende, von innen nach auſsen an Kieselsäuregehalt zunehmende
Schichten bilden. Der Zusatz an Kieselsäure beträgt bis zu 80 Procent vom Gewichte
des Glasflusses.
Der so erhaltene Ueberzug besteht aus sich innig an einander
anschlieſsenden Schichten, von denen die innere Glas und Kieselsäure, die äuſsere
reine feste Kieselsäure ist. Aus der natürlichen Härte der Kieselsäure ergibt sich
die groſse Widerstandsfähigkeit der den äuſseren Einflüssen zunächst ausgesetzten
Auſsenschicht, aus der innigen Vermengung der allmählich in einander übergehenden
Schichten ein dauernder Bestand derselben; aus der durch die Fabrikationsweise
bedingten gröſseren Stärke des Ueberzuges und aus dem Gehalte an Kieselsäure
überhaupt folgt die schlechte Leitungsfähigkeit desselben für Wärme und
Elektricität, so daſs die den Sonnenstrahlen oder der künstlichen Wärme ausgesetzten
überzogenen Gegenstände sich nur langsam erwärmen bezieh. die Elektricität nicht
fortleiten.
Die durch die äuſsere Schicht bedingte Rauhheit des Ueberzuges ist
bei Dächern mit eisernen Dachziegeln für das Betreten
unumgänglich nothwendig und macht dieselben dadurch den Thonziegeln ähnlich.
Der verhältniſsmäſsig starke Kieselsäuregehalt gegenüber dem
geringen Gehalte an theurer Glasur ergibt die gröſsere Billigkeit gegenüber den
älteren Emailen. Durch Anwendung farbiger oder künstlich gefärbter Kieselsäure kann
mit einem und demselben Glasflusse jede beliebige Färbung des überzogenen
Gegenstandes erreicht werden.
Bekanntlich erfordert ein gutes Emailliren von
Eisenwaaren, besonders von Kochgeschirren und anderen, später hohen
Temperaturen ausgesetzten Gegenständen, zur Zeit ein zweimaliges Brennen derselben, indem man
zuerst die Grundmasse aufträgt und dann erst, nachdem diese eingebrannt ist, die
Deckmasse darüber bringt und nun zum zweiten Male brennt. Nach dem Verfahren von Otto Hörenz in Radebeul bei Dresden (D. R. P. Nr. 34391
vom 1. Februar 1885) wird ein nur einmaliges Brennen
dadurch ermöglicht, daſs man der Grundmasse einen Zusatz von 4 bis 8 Proc.
Wasserglas gibt, welches aber schwerer schmelzbar sein muſs als die Grundmasse, wie
solches im Allgemeinen ein aus etwa 75 Th. Kieselsäure und 15 bis 25 Th. Natron
bestehendes Wasserglas darstellt; doch richtet sich diese Zusammensetzung stets nach
der Schmelzbarkeit der Grundmasse.
Diese Grundmasse besteht vortheilhaft aus 30 Th. Kieselmehl, 30
Th. Feldspath, 25 Th. Borax und wird im Tiegel zusammengeschmolzen und gestampft;
sie wird mit 10,75 Th. Thon, 6 Th. Feldspath und 1,75 Th. Magnesia vermählen und mit
3,5 bis 10 Proc. Wasserglas tüchtig verrührt und etwa eine Stunde stehen gelassen.
Uebrigens kann dieser Wasserglasgehalt der Grundmasse auch dadurch hervorgebracht
werden, daſs man letztere von vornherein aus solchen Stoffen zusammensetzt, daſs
sich beim nachherigen Mahlen der geschmolzenen Masse mit Wasser die entsprechende
Menge Wasserglas von selbst bildet. Dies ist z.B. der Fall bei Anwendung einer
Grundmasse, welche folgendermaſsen zusammengesetzt und angewendet wird: 100 Th.
Sand, 75 Th. Soda, 5 Th. Salpeter und 6 Th. reiner Kalk werden noch mit Thon und
Magnesia, um die Schmelzbarkeit zu erhöhen, versetzt, geschmolzen und dann gemahlen;
beim Anmengen mit Wasser bildet sich dann die nöthige Menge Wasserglas.
Eine solche Grundmasse wird in geeigneter dünner Schicht auf den
betreffenden Gegenstand aufgetragen und einfach getrocknet. Dieselbe läſst sich
nicht nur schwer mit Wasser abwaschen, sondern zerflieſst auch bei nunmehrigem
Auftragen der Deckmasse nicht und ebenso wenig findet ein Durch- bezieh.
Ineinanderschmelzen der Glasur- und Grundmasse statt.
Für die Deckmasse empfiehlt sich
folgende Zusammensetzung: 40 Th. Feldspath, 28 Th. Borax, 8 Th. Zinnoxyd, 1 Tb.
Salpeter und 10 Th. Soda. Soll das Email noch Färbung o. dgl. erhalten, so setzt man
auch der Deckmasse etwas Wasserglas zu, trägt diese auf die trockene Grundmasse auf,
läſst trocknen, bringt auf die sich wiederum bildende Isolirschicht von getrocknetem
Wasserglas, welches letzteres sich beim Trocknen namentlich nach der Oberfläche
zieht, die Färbemasse auf und brennt nun das Ganze auf einmal.
Um das Unterfressen der Isolirschicht
bei dem bisher allgemein gebräuchlichen Verfahren der
Metallätzung mittels Säuren zu vermeiden,
bringt H. E. P. Dorn in Leipzig (D. R. P. Nr. 37960 vom
2. Juni 1886) die zu ätzende Platte, welche aus jedem beliebigen Metalle oder jeder
beliebigen Legirung bestehen kann, nachdem die einzuätzende Zeichnung aufgebracht
und nachdem die Stellen der Platte, welche erhaben bleiben sollen, mit einer guten,
sowohl gegen Elektricität, als auch gegen die Wirkung der anzuwendenden Säure
schützenden Isolirschicht versehen sind, mit dem einen Poldrahte einer galvanischen
Batterie leitend in Verbindung. Den anderen Poldraht der Batterie aber verbindet er
leitend mit einer anderen Metall- oder gut leitenden Kohlenplatte (Gegenplatte),
deren Fläche der ersten Platte gleich ist. Nun werden beide Platten als Elektroden
flächen parallel zu einander in ein Bad einer verdünnten Säure, welche das Metall
oder die Legirung, aus welchem die zu ätzende Platte besteht, chemisch anzugreifen
im Stande ist, eingebracht.
Der galvanische Strom geht nun von jeder nicht isolirten Stelle
der einen Elektrode nach der auf dem kürzesten Wege (senkrecht) gegenüber liegenden
Stelle der anderen Elektrode, wodurch sowohl die chemische Wirkung der Säure auf das
Metall wesentlich verstärkt und daher die Aetzung beschleunigt, als auch bewirkt
wird, daſs diese chemische Wirkung in die Richtung des galvanischen Stromes gebracht
wird, die Aetzung daher senkrecht nach der Tiefe der Aetzplatte gleichmäſsig
fortschreitet, ohne daſs die Isolirschicht unterfressen oder das Metall von der
Seite angegriffen wird. Die Aetzung kann bis zu beliebiger Tiefe fortgesetzt werden.
Als Gegenplatte kann auch das Gefäſs des Säurebades benutzt werden.
Es ist bekannt, daſs das Umgieſsen beim Kupfer überhaupt nachtheilig wirkt, besonders
aber das Gieſsen von kurzen, dickwandigen Röhren für den Walz- und Ziehprozeſs zur
Erzeugung dünnwandiger, langer Kupferrohre mit groſsen Schwierigkeiten verknüpft ist
und daſs nur sehr schwierig dichte, gleichförmige, blasenfreie Rohre erzeugt werden
können. Aus solchen fehlerhaften gegossenen Röhren hergestellte, gezogene und
gewalzte Rohre sind natürlich ebenfalls mangelhaft und mit unganzen und verschieden
dichten Stellen behaftet. Um nun Kupferröhren ohne Naht,
Falz oder Löthung und ohne Gieſsen herzustellen, werden nach Carl Berg in Eveking bei Werdohl (D. R. P. Nr. 36720
vom 31. Januar 1886) dünnwandige Kupferrohre, welche je nach ihrem Zwecke
verschiedene Durchmesser und Länge haben, als Kathoden in das galvanische Bad
eingehängt und auf derselben Kupfer in erforderlicher Stärke niedergeschlagen,
nachdem die innere Wandung der eingehängten Rohre durch Fettüberzug gegen das
Ansetzen sich ausscheidenden Kupfers geschützt ist. Die Weiterbearbeitung der auf
elektrolytischem Wege hergestellten dickwandigen Kupferrohre geschieht in bekannter
Weise durch Ziehen, mit oder ohne Dorn, Walzen, Hämmern o. dgl.
In ähnlicher Weise werden Cylinder mit einem Kupferüberzuge auf elektrolytischem Wege
versehen, welcher dann durch Ziehen, Walzen oder Hämmern verdichtet, abgedreht und
polirt wird, so daſs die Walzen zur Kattundruckerei, Papierfabrikation o. dgl.
benutzt werden können.
Ein neues Verfahren, Metalle mittels unmittelbar angewendeten
elektrischen Stromes zu bearbeiten, wird von N. v.
Benardos und St. Olszewski in St. Petersburg (* D. R. P. Nr. 38011 vom 31. Oktober 1885) angegeben. Während sonst die Metalle
entweder durch den Contact von zwei in einem besonderen Apparate angebrachten Kohlen
(Wallner), oder durch zwei Contacte (Siemens) zum Glühen bezieh. Schmelzen gebracht werden,
indem man die zu verarbeitenden Stücke mittels einer Hilfsvorrichtung (eines Tiegels
oder wie bei dem Verfahren von Thomson, vgl. 1887 263 * 230) zwischen die beiden Pole hält, wobei die zu
schweiſsenden Stäbe die Pole einer secundären Rolle bilden und mit den zu
schweiſsenden Enden durch eine Feder beständig gegen einander gepreſst werden, wird
nach dem neuen Vorschlage der Volta'sche Bogen an
derjenigen Stelle des Metallstückes, die zu bearbeiten ist, durch einen derselben
genäherten elektrischen Leiter, welcher den einen Pol bildet, hergestellt. Diese zu
bearbeitende Stelle bildet selbst den jenem Leiter entgegengesetzten Pol, so daſs
also der Forsche Bogen an jeder beliebigen Stelle des zu bearbeitenden Gegenstandes
ohne Anwendung irgend welcher Hilfsvorrichtungen erzeugt wird.
Die einzigen Vorrichtungen, welche zur praktischen Ausführung des vorliegenden
Arbeitsverfahrens erforderlich sind, beschränken sich angeblich auf die
Festhaltungs- und Bewegungsmittel für den dem Pole des Arbeitstückes zu nähernden
Leiter, für welchen in der Praxis am besten ein cylindrisch geformter Kohlenstab
gewählt wird.
Die Patentschrift gibt auſser zahlreichen Abbildungen über die Verwendung dieses
Verfahrens zum Schweiſsen, Durchlochen, Zertrennen und Löthen von Metallen auch drei
Vorrichtungen zum Festhalten und Bewegen des dem Arbeitstücke zu nähernden Leiters.
Der handlichste dieser Apparate ist in Fig. 15 Taf. 20
dargestellt. Derselbe besitzt einen Holzgriff I
(gleichzeitig Support) mit Hebel J, welcher zur
Annäherung der Kohle an die Stelle, wo der Volta'sche
Bogen gebildet werden soll, durch Andrücken an den Griff I dient. Zwischen letzterem und dem Hebel J
ist die Feder K angeordnet, um durch Abdrücken des
Hebels J den Volta'schen
Bogen aufzuheben; an der Klemmschraube M im Inneren des
Griffes I ist der Leitungsdraht L befestigt, welcher durch die Stange N mit
dem Hebel J verbunden ist. Zum Einstellen der Kohle
dienen Muff O und Gelenk R. Der Apparat ist auf den Metall platten r,
r1 aufgestellt; a,
b sind die von der Stromquelle S
(Accumulatoren, Batterien oder Dynamomaschinen) ausgehenden Leitungsdrähte, von
denen b der positive zur Kohle und a der negative zu den Metall platten r, r1 führende ist.
Tafeln