| Titel: | Neuere Holzbearbeitungsmaschinen. |
| Autor: | Mg. |
| Fundstelle: | Band 266, Jahrgang 1887, S. 97 |
| Download: | XML |
Neuere Holzbearbeitungsmaschinen.
(Patentklasse 38. Fortsetzung des Berichtes Bd.
265 S. 289.)
Mit Abbildungen im Texte und auf Tafel 8 und 9.
Neuere Holzbearbeitungsmaschinen.
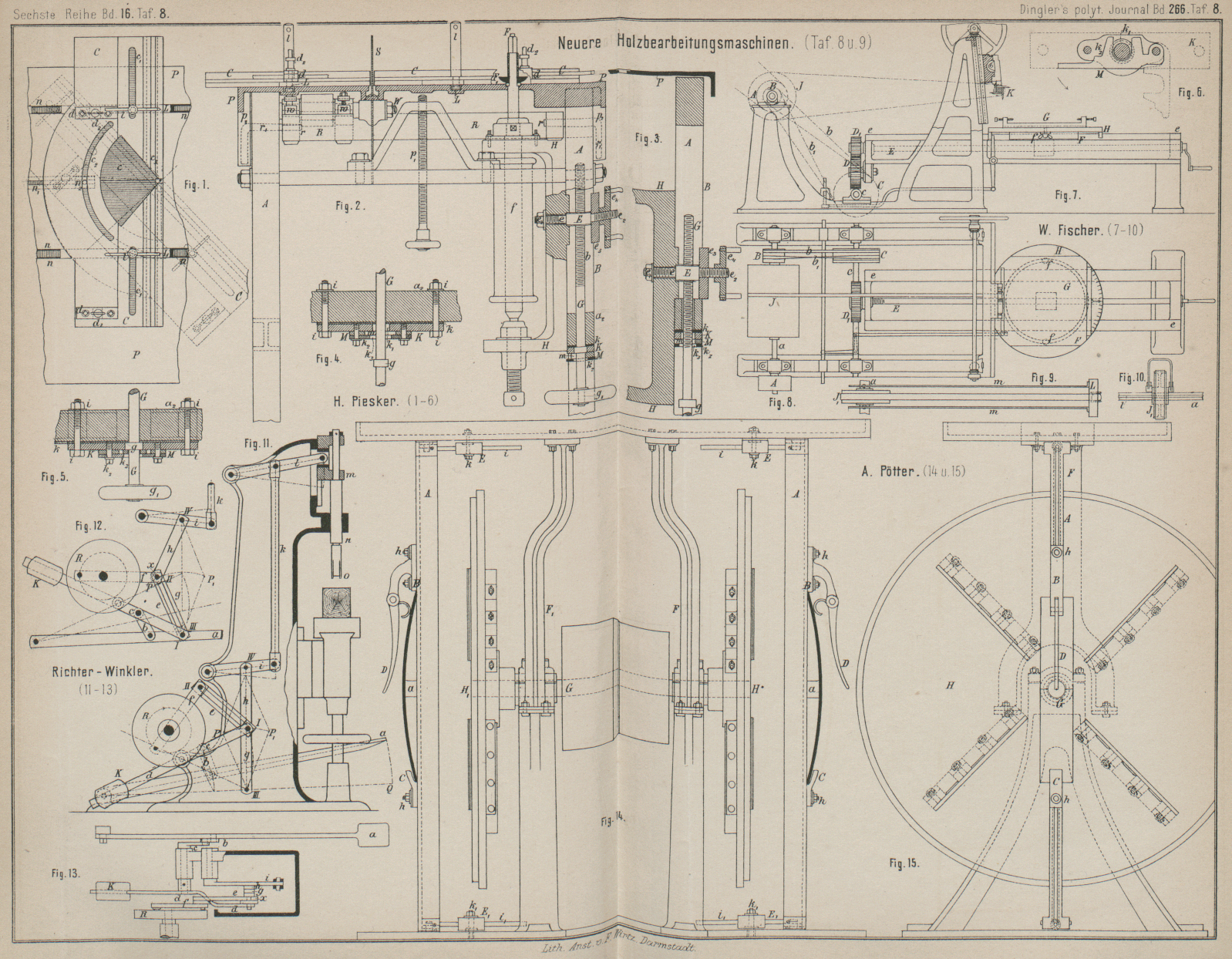
Die Vereinigung einer Kreissäge und einer Fräsmaschine
erfolgt nach dem Vorschlage von H. Piesker in Firma B. Nogatz in Berlin (* D. R. P. Nr. 39633 vom 26.
September 1886) derart, daſs beide Maschinen an demselben Gestell angeordnet sind,
um abwechselnd in Gebrauch genommen zu werden. Zu diesem Behufe können die Werkzeuge
beider Maschinen unter die Tischplatten versenkt werden.
Zur sicheren, gleichartigen und gefahrlosen Führung des zu schneidenden Holzes gegen
das Sägeblatt dient der in der Tischplatte gleitende Schlitten C (Fig. 1 und 2), dessen
eigenartige Construction gestattet, denselben in jeden beliebigen Winkel
einzustellen und mit dem gegengelegten Arbeitstück der Kreissäge stets unter dem
gewünschten Winkel behufs Ausführung von Gehrungsschnitten zuzuführen.
Dementsprechend ist die Tischplatte P mit
Längsgleitnuthen n und einer mittleren Anschlagsnuth
n1 versehen. In den
Gleitnuthen n haben die Führungsleisten L, welche wiederum durch die Knebelschrauben l mit dem Schlitten C fest
verbunden werden, ihre sichere Führung. Zur Verstellbarkeit des Schlittens in jedem
beliebigen Winkel (s. die punktirte Stellung von C in
Fig. 1)
ist der Schlitten C, bestehend aus einem Guſsstück von
rechteckigem Querschnitt, mit einem mittleren Ausschnitt c von der Form eines Kreisabschnittes, ferner den Querschlitzen c1, in welchem die
Knebelschrauben l gleiten, und dem kreisförmigen
Schlitz c, für den in der Nuth n1 gleitenden Anschlagsstift n2 versehen. Dieser in
n2 gleitende
Anschlagsstift n2 dient zur Begrenzung der
Schlittenbewegung bis zur Mitte des Sägeblattes.
Als Anschlag für die in bestimmter Länge zu schneidenden Hölzer dient ein
Stellwinkel, dessen Gleitschiene in den aufgegossenen Ansätzen d des Schlittens geführt und mittels der Handschrauben
d2 festgestellt
werden kann.
Die T-förmige Quernuth c3 des Schlittens dient zur Führung und Feststellung eines
Anschlagswinkels mittels Klemmschraube beim Schneiden von Hölzern geringer Länge,
z.B. Bilderrahmen u. dgl., auf entsprechende Gehrungen.
Eine in der Ecke der Tischplatte P befindliche
kreisbogenförmige Nuth dient zur Befestigung einer Parallelführung für in bestimmte
Breiten bezieh. Stärken zu schneidende Hölzer. Die gesammte Tischplatte P kann mittels der Stellschraube p1 (Fig. 2) höher gestellt
werden, um das Sägeblatt zwecks Schneidens von Nuthen bestimmter Tiefen entsprechend
oberhalb der Tischplatte vorstehen zu lassen. Die an die Tischplatte angegossenen
seitlichen Laschen p2
geben hierbei der Tischplatte eine gesicherte Führung und verhindern ihre seitliche
Bewegung. Die Welle W des Kreissägeblattes ist in einem um Zapfen r drehbaren und vermittels der Pflöcke r1 festzustellenden
Rahmen R gelagert. Dieser Rahmen R besteht aus einem doppel-⋃-förmig gestalteten
Guſsstück mit den Lagern w für die Welle W des Sägeblattes S und
der Riemenscheibe und wird mit den Böcken A durch die
Drehzapfen r und die auslösbaren Pflöcke r1 fest verbunden, wenn
die Kreissäge als solche arbeiten soll.
Dagegen kann das Sägeblatt mit seiner Lagerung vollständig unterhalb der Tischplatte
durch Herausziehen der Pflöcke r1 verschwinden, wenn nach Abnahme des Schlittens C die Fräse in Benutzung genommen werden soll.
Die Versteifung B von T- oder ⋃-förmigem Querschnitt
verbindet die horizontalen Stege des Bockes A und ist
mit einem Vertikalausschnitt b versehen, in welchem der
Gleitklotz E, der gleichzeitig die Mutter der
Einstellspindel G bildet, seine Führung erhält. Die
Fräserspindel F mit ihrer Triebscheibe f und der Fräse F1 sind in dem ⊐-förmigen Guſsstück H gelagert, welches mittels des nach beiden Seiten hin
mit zu Schraubenbolzen verlängerten Gleitklotzes E und
somit auch mit G in fester Verbindung steht, denn durch
den Gewindetheil e und Mutter e1 wird H
mit E und durch Gewindetheil e2, Zwischenstück e3 und Knebelmutter e4 auch das Gleitstück
E bezieh. H und die
Fräse mit B bezieh. dem Tischbock A fest, aber verstellbar verbunden. Behufs genaueren
Einsteilens der Fräse F1 und leichten, schnellen Herunterlassens von E unterhalb der Tischplatte P dient die
Einstellspindel G mit ihrer Verschluſsvorrichtung (Fig. 3 bis
6). Die
Schraubenspindel G ist in ihrem unteren Theile mit
einem Bund g und an diesem Endtheil mit dem Handrad g1 versehen. Der
Spindelverschluſs besteht aus fünf zusammenhängenden Theilen, welche unterhalb des
horizontalen Steges a2
des Tischbockes A durch die Schraubenbolzen i befestigt werden. Oberhalb des Bundes g, bei verschlossener Spindel G, liegt ein Eisenblech k mit mittlerer
Durchbohrung in Stärke des Spindeldurchmessers, während die zur Befestigung an a2 dienende Grundplatte
K des Verschlusses mit einer den Bund g aufnehmenden Durchbohrung k1 versehen ist. Zwischen dieser
Platte K und der auf ihr mit einem freigelassenen
Zwischenraum befestigten Deckplatte k2, welche mit einer mittleren Durchbohrung,
deren Durchmesser gröſser ist als derjenige des Bundes g, versehen ist, liegt der drehbare Verschluſshebel M, welcher mittels seines seitlichen Ausschnittes und
der Durchbohrung m, vom Durchmesser der Spindelwelle
G, unterhalb des Bundes g die Spindel umfaſst und sonnt bei geöffneter Schraube e4 ein Hinuntergleiten
der Spindel G und somit der gesammten Fräsevorrichtung
HFF1 verhindert;
dagegen einerseits ein Höherstellen und genaues Einstellen der Fräse vermittels
Handrades g1 und
Spindel G, andererseits durch Oeffnen des
Verschluſshebels M ein vollständiges Heruntergleiten
der gesammten Fräsevorrichtung gestattet, wenn die Kreissäge als solche arbeiten soll.
Der kleine Riegel k3
dient zur Sicherung des Verschlusses des Hebels M.
Soll die Fräsevorrichtung wieder arbeiten, so wird dieselbe mittels Knebelmutter e4 hochgestellt, bis
der Bund g gegen das Anschlagblech k stöſst, der Verschluſshebel M geschlossen, die Fräse F1 durch Handrad g1 genau eingestellt und alsdann durch
Anziehen der Knebelmutter e4 die gesammte Fräsevorrichtung GHFF1 an B bezieh.
den Tischbock A festgeschraubt.
Die Oberflächen-Fräsmaschine von F. Mankey in Williamsport, Nordamerika (* D. R. P. Nr. 39233 vom 10.
August 1886), enthält eine in festen Lagern horizontal gelagerte Messerwelle, unter
welcher der das Arbeitstück tragende Tisch mittels eines Zahngetriebes in genauem
Maſs nach Angabe einer Lehre seitlich und schräg eingestellt werden kann. Der Hin-
und Hergang des Arbeitstisches unter der Messerwelle wird in üblicher Weise
bewirkt.
Eine Neuerung am Antriebe der Messerwelle an
Fräsmaschinen ist an W. Fischer in Hechingen,
Hohenzollern (* D. R. P. Nr. 40906 vom 7. November 1886), patentirt.
Der Antrieb erfolgt durch die feste Riemenscheibe A
(Fig. 7
und 8),
welche die Scheibe B und durch letztere die feste
Scheibe C umdreht. Treibt der offene Riemen b oder der gekreuzte Riemen b1 die Scheibe C, so erfolgt, bewirkt durch die auf der Welle c sitzende Schnecke, die Schneckenräder D, D1 und die Leitspindel E, eine Vor- oder Rückwärtsbewegung des Schlittens F. Der Fräskopf K wird bei
dieser Maschine unmittelbar von der Antriebswelle mittels der Holz walze J in schnelle Umdrehung versetzt und kann sowohl
vertikal als auch horizontal verstellt werden. Anstatt den Messerkopf K durch eine Holzwalze J,
auf welcher der Riemen bei der Horizontal Verschiebung von K gleiten kann, anzutreiben, wendet Erfinder auch eine Welle a (Fig. 9 und 10) an, in
welche auf ihrer ganzen Länge ein Keil l eingelassen
ist. Die Antriebsscheibe J1 besitzt eine dem Keil entsprechende Nuth und kann sich während
ihrer Rotation mit der Welle auf der letzteren leicht hin und her verschieben.
Ferner sind an dem Schlitten L, in dem die Fräserwelle
lagert, zwei Eisenschienen mm befestigt, die bis an die
Scheibe J1 auf der
Keilwelle reichen und deren untere Enden nach der Nabe der Scheibe J1 zu umgebogen sind,
aber nur so weit, daſs sie mit der Welle a bezieh. dem
darauf befindlichen Keil nicht in Berührung kommen. An jedem dieser Enden der
Eisenschienen mm sitzt eine Rolle, welche den Zweck
hat, die zwischen der Nabe der Scheibe J1 und den Enden der Schienen mm entstehende Reibung zu vermindern. Wird der
Fräserkopf nach rechts oder links geschafft, so wird durch die Schienen mm die Scheibe J1 gezwungen, der Bewegung des Supportes zu
folgen, also auf der Welle a nach rechts oder links zu
gleiten, wodurch ein Abspringen des Riemens von der Scheibe verhindert wird. Um ein
Vibriren der beiden
Schienen mm zu verhindern, werden dieselben auf der
ganzen Länge durch ein Blechdach verstrebt, welches zugleich als Schutzblech für den
Riemen, der zwischen den beiden Stangen läuft, dienen soll. Diese Einrichtung an der
Maschine hat einer Holzwalze gegenüber bedeutende Vortheile, da sich die leere Welle
mit einer schmalen Scheibe bei der groſsen Tourenzahl viel leichter in Gang bringen
läſst und leichter und ruhiger läuft, als eine Holzwalze. Der Schlitten F ist, um Rosetten, Platten und ähnliche Stücke fräsen
zu können, bei denen die im Holz befindlichen Schneidebahnen sich zur Herstellung
von Muster der verschiedensten Art durchkreuzen müssen, wie folgt gebaut: Mit dem
eigentlichen Schlitten F, der auf der Bahn ee hin und her gleitet, ist fest verbunden oder in
einem Stück, gegossen die runde Scheibe H, auf welcher
die Platte G drehbar angebracht ist, und zwar so, daſs
sie sich concentrisch zu H dreht und durch zwei
Schrauben f, welche sich in einer
schwalbenschwanzförmigen Nuth in der Platte G mit ihren
Köpfen führen, in jeder beliebigen Lage auf H
festgestellt werden kann. Löst man mittels der Flügelmuttern die Schrauben f, welche in der Scheibe H
sitzen, so kann man die viereckige Platte auf der runden Scheibe drehen, und lassen
sich so die verschiedensten Kreuzungswinkel der Schneidebahnen und hierdurch, wenn
man die Messerprofile variiren läſst, eine unendliche Zahl von Mustern herstellen.
Um nun immer den bestimmten Kreuzungswinkel zu erhalten, ist auf der Scheibe H eine Scala und an der Platte G ein Zeiger angebracht, so daſs man durch Einstellung des Zeigers auf der
Scala zu jeder Zeit die Platte G wieder in die
gewünschte Lage bringen kann.
Die von Richter und Winkler in Leipzig-Reudnitz (* D. R.
P. Nr. 40325 vom 14. Januar 1887) in Vorschlag gebrachte Stemmmaschine bewirkt ein beschleunigtes erstes Eindringen des Stemmeisens
oder Werkzeuges in das Material, äuſsert beim Arbeiten keinen rückwirkenden Schlag
oder Stoſs auf den Fuſs des die Maschine Bedienenden und vermindert die Tourenzahl
des Hauptantriebes, da bei jeder einmaligen Umdrehung der Kurbelscheibe das Werkzeug
zweimal arbeitet.
Der Fuſstritt a (Fig. 11 bis 13) wirkt
durch Hebel b auf den Hebel c und den Gewichtshebel d. Die Schlitzstange
e ist mit dem Gewichtshebel d in Punkt I und mit der Kurbelstange f in
Punkt II verbunden. Der Zapfen x dient der
Schlitzstange e als Mitnehmer.
Durch Niederdrücken des Fuſstrittes a in der Richtung
des Pfeiles Q wird durch die Verbindung b und c auch der
Gewichtshebel d mit der Schlitzstange e in Drehung versetzt, so weit, daſs Punkt I vor Punkt
III und Punkt II vor den Zapfen x zu liegen kommt.
Durch diese Stellung wird aber der ganze Hub der Kurbelscheibe R durch die Kurbelstange f
und die Schlitzstange e den Flachstangen g und h mitgetheilt, und diese biegen bei jedem einmaligen Umlauf der
Kurbelscheibe R nach P und
P1 aus, versetzen
sonach den Hebel i, der mit h in Punkt IV verbunden, in eine schwingende Bewegung. Diese wird durch die Verbindungsstange
k dem oberen Hebel l
zugetheilt, welcher sodann in Verbindung mit dem Schlitten m und der Spindel n das Stemmeisen oder
Werkzeug o in das Material eintreibt bezieh.
herauszieht.
Ist der Druck von dem Fuſstritt a weggenommen, so wird
durch Wirkung des Gewichtes K der Hebel d die Schlitzstange e
sammt Flachstangen g und h
in die Lage Fig.
11 zurückbringen, d.h. das Stemmeisen oder Werkzeug o wird in Ruhe verbleiben trotz fortdauernden Umlaufes
der Kurbelscheibe R, da sich die Schlitzstange e um Punkt I und Zapfen x
ruhig drehen kann, ohne eine Wirkung auf die Flachstangen g und h auszuüben.
Die Bestoſsmaschine für Faſsdauben von Ad. Pötter in Dortmund (* D. R. P. Nr. 40566 vom 1.
December 1886) vereinfacht die Arbeit in der Weise, daſs die Daube in einem um
senkrechte Zapfen schwingbaren Rahmen eingespannt wird, welcher beide Seitenkanten
der Daube frei läſst, so daſs der in senkrechter Ebene rotirenden Messerscheibe
beide Kanten der Dauben durch Schwingen des Rahmens zugeführt werden können.
An dem Rahmen A (Fig. 14 und 15) sitzen
zwei Klammerstücke B und C, die in einem Schlitz des Rahmens durch Schrauben h beliebig der Gröſse der Daube bezieh. des Fasses entsprechend verstellt
werden können. Das Klammerstück B trägt einen Hebel D, der die Daube, nachdem dieselbe in C eingesetzt, gegen den Rahmen preſst. Der Rahmen A ist oben und unten mit zwei Gleitstangen i bezieh. i1 versehen, welche in dem Gleitstück E bezieh. E1 verschoben werden können. Letztere sind
in k bezieh. k1 drehbar um ihre Achse angeordnet, so daſs
der Rahmen je nach links und rechts um 90° gedreht werden kann. Ein solcher Rahmen
ist an jeder Stirnseite der Maschine angeordnet, so daſs immer zwei Dauben auf der
Maschine gleichzeitig festgespannt und bearbeitet werden können.
Zwischen diesen beiden Rahmen ruht in Gestellen F, F1 die Antriebswelle G, die eine lose und eine feste Riemenscheibe trägt und auf ihren bezieh.
Enden mit den die Messer aufnehmenden Scheiben H, H1 versehen ist. Die Messer werden durch
Schrauben in den Scheiben befestigt und stehen aus denselben in allen Fällen nur
etwa 1mm,5 vor. Die verschiedenen Faſsdurchmesser
werden durch Verschiebung der Gleitstangen i, i1 in den Gleitstücken E und E1, die bis auf die Hälfte des
Faſsdurchmessers möglich ist, herbeigeführt. Der Bauch bezieh. Scheitel der Daube
wird durch beliebige Unterlage a bei dünnen Dauben
angegeben, während bei den vorher gepreſsten Dauben nur eine Unterlage zur besseren
Befestigung und Stabilität nöthig ist.
Das Bestoſsen bezieh. Fugen der Dauben geschieht nun in folgender Weise: Die zwischen
den Klammern B und C des
Rahmens A eingespannte Daube wird mit dem Rahmen,
indirekt in k bezieh. k1 drehbar, z.B. nach links gelegt und
gelangt auf diese Weise in Berührung mit den umgetriebenen Messern, wodurch die
Daube auf der einen Stoſs-fläche entsprechend dem Durchmesser des Faſses bearbeitet
bezieh. bestoſsen wird. Behufs gleicher Bearbeitung der anderen Stoſsfläche der
Daube legt man den Rahmen nach rechts, wo alsdann durch denselben Vorgang die andere
Seite der Daube bestoſsen bezieh. gefugt wird.
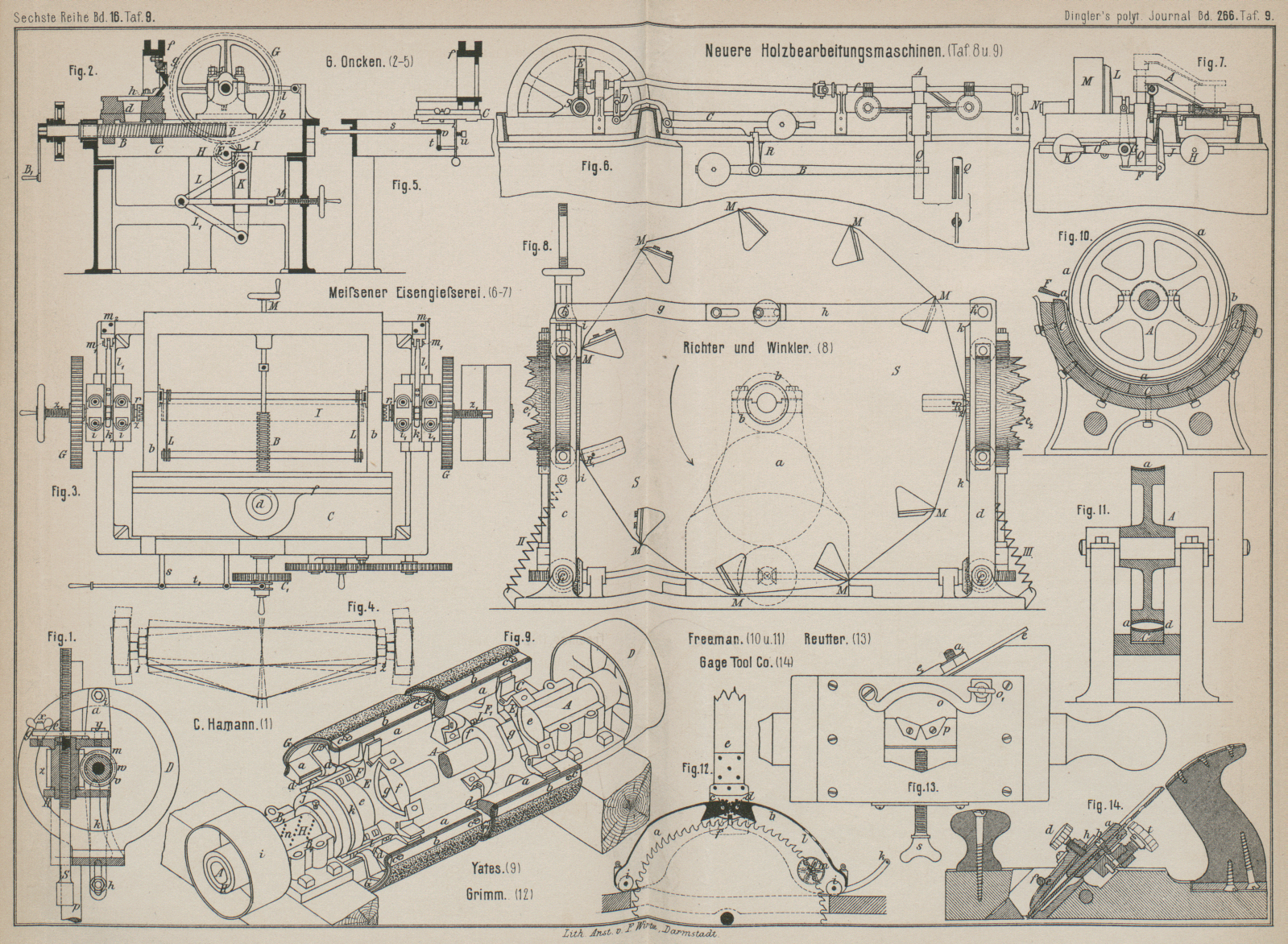
Bei der Radfelgen-Bohrmaschine von C. Hamann in Reinbeck (* D. R. P. Nr. 40621 vom 6. März
1887) ist der Bohrkopf um die Antriebswelle drehbar, damit der Arbeiter die
verschiedenen Bohrungen am inneren Felgenumfange leicht einstellen und ausführen
kann.
Die Bohrspindel S (Fig. 1 Taf. 9), welche
am unteren Ende den Bohrer aufnehmen kann, ist auf dem oberen Theile mit einem
Gewindegang versehen und trägt ein Zahnrad z, welches
mit einem Stift oder Keil e in einer Nuth der
Bohrspindel S geführt ist. Dieses Zahnrad ist oben und
unten in einem Rahmen R gelagert, dessen hinteres Stück
m drehbar auf der horizontalen Antriebswelle w sitzt und in einem Kreisbogen D durch Arm a und Schraube i eingestellt werden kann. Die Welle w ist in einem Rahmen k
gelagert und trägt an einem vortretenden Ende die Handkurbel, am anderen Ende das
Schwungrad. Der Antrieb der Bohrspindel von der Welle w
aus erfolgt durch das Schneckenrad v, welches auf w festsitzt und in das Zahnrad z einfaſst. Der Kreisbogen D ist am Rahmen
k gehalten. Diese Einrichtung gestattet, die
Bohrspindel um die Welle w herum in jedem beliebigen
Winkel einzustellen, und ermöglicht dem Arbeiter, den Bohrer in jeder gewünschten
Richtung gegen die Felgen zu verwenden, welche in einem Block in gleicher Weise
eingeklemmt werden wie bei der bisher gebräuchlichen Handarbeit.
In Auf- und Abrichtung ist die Maschine an einer Säule p
zu verschieben und festzustellen, welche eine Grundplatte hat und welche gestattet,
die Maschine zu transportiren und beim Gebrauch durch die auf die Platte gestellten
Füſse des Arbeiters zu halten.
Der Vorschub der Spindel S erfolgt selbstthätig durch
die mit Muttergewinde versehene Schiene g, welche am
Rahmen R befestigt ist und deren Gewindegang in den
Schraubengang der Spindel einfaſst. Diese Schiene ist nach Lösen der Mutter x um den Bolzen y zu
drehen und dadurch von der Schraube zu trennen, um die Spindel rasch wieder heben zu
können.
Maschine zum Schneiden von Brettern aus Rundholz. Das
bekannte Verfahren des Abschälens eines endlosen Fournierbandes von einem vor einem
feststehenden Messer umgedrehten Holzblock wird von G. A.
Oncken in Riga, Ruſsland (* D. R. P. Nr. 40828 vom 12. Juni 1886) auch zum
Schneiden von Brettern bis zu 25mm Stärke
angewendet. Die zu diesem Behufe angegebene Maschine, welche im allgemeinen Aufbau
den bekannten Fournierschneidemaschinen gleicht, ist in Fig. 2 bis 5 Taf. 9
dargestellt.
Die seitlichen Leisten b des Arbeitstisches bilden die
Führung für einen Support C, welcher in der Mitte mit
einem starken vertikalen Zapfen d versehen ist. Um den
Zapfen d dreht sich ein Rahmen f, an welchem oben ein Messer g und unten
eine Leiste h, die dem Zerplatzen des zu schneidenden
Brettes vorbeugen soll, befestigt sind.
Den Seitwärtsschnitt erzielt man durch die Gesammtwirkung: 1) der Vorwärtsbewegung
des Messers g nebst dem Support C, 2) der Drehbewegung des Messers g um den
Zapfen d, 3) der Umdrehungsbewegung des Blockes und 4)
der Hin- und Herbewegung des Blockes vermittels zweier Excenter.
Die Vorwärtsbewegung des den Rahmen f nebst Messer g tragenden Supportes C
geschieht wie gewöhnlich vermittels der Schraubenspindel B und eines Vorgeleges.
Auf die Spindel B kann die Kurbel B1 aufgesetzt werden,
wenn der Support c mit der Hand in Bewegung gesetzt
werden soll.
Die schwingende Bewegung des Blockes in horizontaler Ebene, während der Umdrehung
desselben, wird dadurch erzielt, daſs die Zapfenlager i,
i1, in denen sich die Spindeln z mit den Klauen rr1 drehen, welche den Block in Umdrehung
versetzen, gleichzeitig parallel aber in entgegengesetzten Richtungen zu einander
verschoben werden. Zu diesem Zweck sind auf den genannten Spindeln z die Excenter k1 aufgekeilt, deren Stangen l1 vermittels Bolzen
m1 scharnierartig
bei m2 an dem Gestell der Maschine befestigt sind.
Die Excenter k1 sind
unter einem Winkel von 180° gegen einander verstellt. Die Spindeln z erhalten ihre Drehung durch die auf denselben
sitzenden Zahnräder G, welche in entsprechende, auf der
Achse E getheilte Kammräder H eingreifen. Im Inneren jeder Spindel z
befindet sich eine Preſsschraube z1, welche zum Herausschieben einer Klaue r bezieh. r1,
bezieh. zum Andrücken derselben an die Enden des Blockes dienen. Die auf den
Spindeln z festgekeilten Excenter k1 müssen so während
der Drehung der Spindeln dem Block eine Schaukelbewegung in horizontaler Ebene
ertheilen. Gleichzeitig muſs die Schneide des Messers g
den Bewegungen des Blockes nachgeben, d.h. ebenfalls eine Schaukelbewegung oder
Schwingung um den Zapfen d ausführen, wie dies
schematisch in Fig. 4 veranschaulicht ist. In dieser Figur sind 1 und 2 die Endpunkte des Blockes und der
Schneidkante des Messers. Die Endstellungen, welche der Block während seiner
Schaukelbewegung einnimmt, sind punktirt und strichpunktirt gezeichnet. Die in
vollen Linien gezeichnete Stellung ist die Mittelstellung des Blockes. In der
Mittelstellung des Blockes, welche auch die Mittelstellung des Messers ist, decken
sich die Endpunkte des Blockes und des Messers bezieh. dessen Schneidkante. Gelangt
der Block in die punktirte Lage, so hat sich das Messer nach rechts um seinen
Drehpunkt d gedreht und die Schneidkante hat sich an
der Kante des Blockes entlang ebenfalls nach rechts hin verschoben.
Geht nun der Block aus der punktirten in die strichpunktirte Lage über, so dreht sich
das Messer nach links herum um d und verschiebt sich
dabei an der Kante des Blockes entlang nach links, wie dies aus den entsprechend
punktirten und strichpunktirten Stellungen des Messers hervorgeht. In dieser Weise
schiebt sich die Schneidkante des Messers in Folge der Schaukelbewegung des Blockes
und der Hin- und Herschwingung des Messerrahmens immer in der Schnittlinie am Block
hin und her, wodurch ein sehr gutes Schneiden hervorgerufen wird.
Damit der Block während seiner Schaukelbewegung zwischen den Klauen r1 festgehalten wird,
sind die Klauen mit einem Kugelzapfen versehen, welcher mit einer Verzahnung lose in
eine entsprechende Verzahnung der Spindel z eingreift.
Diese Einrichtung der Klauen r1 ermöglicht, daſs der Block nicht nur in seiner mittleren Lage
festgehalten wird, sondern daſs derselbe auch alle möglichen Lagen in geneigter
Richtung einnehmen kann.
Das Einführen des Blockes zwischen die Klauen geschieht mit Hilfe einer Rinne I, die an den Enden zweier Führungsstangen K befestigt ist. Die Stangen K können mittels der Kniehebel LL1 und der Schraubenspindel M in die Höhe gehoben werden, wodurch dann auch die
Rinne I, in welche der Block hineingelegt ist, mit nach
oben geführt wird (Fig. 2).
Sobald der Durchmesser des Blockes sich so weit vermindert hat, daſs das weitere
Herausschneiden eines Brettes aus dem Blocke unmöglich erscheint, wird die Maschine
ausgerückt. Dieses Ausrücken erfolgt selbstthätig mittels des in Fig. 5 abgebildeten
Mechanismus. Derselbe besteht aus einer Zugstange s,
welche mit einem Hebel t1 (Fig. 3) verbunden ist. Die Zugstange s ist
an dem einen Arm eines Winkelhebels t drehbar
befestigt, dessen anderer Arm mit einer belasteten Stange u in Verbindung steht. Das obere Ende dieser Stange u bildet eine Nase, welche vor Beginn des Betriebes auf
einen unbeweglichen Stift v aufgesetzt wird. Sobald der
Support C bei seiner Vorwärtsbewegung eine gewisse
Strecke durchlaufen hat, stöſst er die Nase der Stange u von dem Stift v herab, die Stange u fällt dann in Folge ihrer Belastung herunter und
bewirkt durch Bewegen der Hebel tst1 das Ausrücken des Zahnrades C1, worauf die
fortschreitende Bewegung des Supportes C und somit auch
diejenige des Messers aufhört.
Holzwolle-Maschinen. Um ein selbsttätiges Abstellen der
Maschine zu bewirken, bevor die Messer das Holz vollständig verarbeitet haben, wird
durch die in Fig.
6 und 7 dargestellte Ausführung der Meiſsner
Eisengieſserei und Maschinenbau-Anstalt vorm. F. L.
und E. Jacobi in Meiſsen (* D. R. P. Nr. 40239 vom 18. Januar 1887)
entweder das Schaltwerk ausgerückt oder die Kurbelwelle stillgesetzt. Es wird
bezweckt, daſs das Holz eben nur so weit verarbeitet werden soll, als es von den
Zuführungswalzen noch sicher gehalten wird. Wird der Holzrest zu klein im
Verhältniſs zum Walzendurchmesser, so erfolgt entweder ein Ausspringen des Arbeitsstückes
aus seiner Führung oder ein Durchziehen desselben zwischen einer Schaltwalze und dem
Messerschlitten, wobei eine Zerstörung des Schlittens leicht eintreten kann.
Der Taster A (Fig. 6) wird beim Beginn
des Hobelns mit seinem Armende auf die tiefste Stelle des zu hobelnden Holzstückes
gelegt und sinkt während des Hobelns mit demselben bis zu einem gewissen als
zulässig erachteten tiefsten Punkte nieder. Das untere Spindelende Q des Tasters setzt alsdann auf den langen Schenkel des
Winkelhebels B, welcher durch ein Gegengewicht
ausbalancirt ist, auf. Der andere Schenkel R dieses
Winkelhebels dient als Stütze für den Hebel C, welcher
durch ein Gewicht beschwert ist. Wird durch das weitere Sinken des Tasters der
Winkelhebel gedreht, so löst sich die Knackvorrichtung zwischen R und C, und das Gewicht
des Hebels C bewirkt ein Heben des Zwischengliedes D und zugleich ein Heben des Schaltrades E. Dadurch kommt das Schneckenrad E auſser Eingriff mit der Schnecke S, die Schaltung wird unterbrochen und das Holz kann
nicht weiter abgehobelt werden.
Der Arbeiter ersetzt hierauf das abgehobelte Holzstück durch ein neues, wobei der
Taster von Hand wieder gehoben werden muſs. Alsdann muſs das Gewicht des Hebels C gehoben werden, wodurch das Schaltrad wieder einrückt
und der Knack- oder Klinkapparat zwischen den Hebeln B
und C, zum Ausknacken bereit, wieder eingelegt
wird.
Anstatt die selbstthätige Ausrückung durch Ausheben des Schneckenrades E mittels des Klinkmechanismus CR zu bewirken, kann man dieselbe auch durch Anordnung einer Kuppelung in
der Schaltwelle bei f erreichen, indem alsdann der
Schenkel R des Winkelhebels BR die Auskuppelung des Schaltwerkes besorgt.
Fig. 7
zeigt, wie durch das nach Maſsgabe des Abhobelns am Holzstück erfolgende
Niedersinken des Tasters die Ausrückung der ganzen Maschine selbstthätig bewirkt
wird. Es wird nämlich durch den niedergehenden Taster die Falle F ausgeklinkt. Das Gewicht H, welches durch einen Hebel J drehend auf
die Welle G wirkt, sinkt in Folge der Ausklinkung und
hebt das Gewicht K, welches während der Dauer der
Einklinkung bei F den Kegel L beständig in den Hohlkegel der Antriebriemenscheibe M drückt, und es wird dadurch die Trennung der beiden
Reibungsflächen bewirkt. Da nun aber die Riemenscheibe M lose, L jedoch durch einen Lauf keil fest
mit der Welle N verbunden ist, so wird die ganze
Maschine zum Stillstand gebracht, sobald der Taster seinen festgesetzten tiefsten
Stand erreicht hat, und der Arbeiter ist veranlaſst, das verarbeitete Holz durch ein
neues zu ersetzen, den Taster darauf zu legen und durch Niederdrücken des Handhebels
O das Einklinken bei F
sowie das Sinken des Gewichtes K und damit die
Wiedereinrückung der Maschine zu besorgen.
Eine neue Form der Holzwolle-Maschinen führten Richter und
Winkler
in Leipzig-Reudnitz (*
D. R. P. Nr. 40509 vom 19. Januar 1887) sichtlich in dem Bestreben ein, durch
Einführung der Umlaufbewegung statt des Hin- und Hergangs eine Betriebserleichterung
zu erzielen.
An einer beliebig vieleckigen Scheibe S (Fig. 8) sind Ritzmesser
R1R2 und Schneidemesser M aufgeschraubt. Die Scheibe S ist in dem Ständer a gelagert und wird
durch die Riemenscheibe b in Drehung versetzt. Die
Rahmen c und d, welche den
Vorschub der zu Wolle zu verarbeitenden Hölzer e1e2
umgeben, sind um die Punkte f1f2 drehbar, in den Punkten f3f4 aber durch die Stangen g und h mit einander
beweglich verbunden. Die Leisten i und k sind Führungen für die Rahmen c und d.
Wird die Scheibe S nach der Pfeilrichtung in Drehung
versetzt, so gleitet der Umfang der Scheibe zwischen den Führungsleisten i und k der Rahmen c und d. Dadurch aber,
daſs stets der höchste Punkt des Umfanges der Scheibe S
mit der flachen Seite derselben gegenseitig wechselt, werden die Führungen i und k dem Umfange der
Scheibe S gleichmäſsig folgen und c und d mit den
Holzstücken e1e2 in eine fortwährend schwingende Bewegung
versetzen. Da nun die Schneiden der Ritzer R1R2 und
Messer M an den höchsten Punkten des Umfanges der
Scheibe S sitzen, werden dieselben mit diesen an den
Führungen i und k
vorbeigleiten. Die Ritzer R1R2 werden die Hölzer e1e2, welche mit den Führungen i und k immer gleiche
Flucht halten, gleich tief einschneiden, die nachfolgenden Messer M dagegen einen gleichmäſsigen Span abschneiden.
Soll die Scheibe S frei laufen und die schwingende
Bewegung der Stücke c und d aufhören, so wird das Excenter entgegengesetzt gedreht, hierbei wirken
die Federn II und III und ziehen die Rahmen c und d von der Scheibe S ab.
Die Bewegung ist sonach unterbrochen.
Eine Maschine zum Schneiden von Bierklärspänen gibt A. Jirat in Ulbersdorf, Böhmen (* D. R. P. Nr. 40245
vom 28. Januar 1887), an.
Die bisher zum Klären verwendeten Späne wurden durch Hobeln hergestellt; diese
Hobelspäne hatten den Nachtheil, daſs sie auf einer Seite rissig waren und in diesen
Rissen sich Hefe so ansetzte, daſs dieselbe durch Waschen aus den Spänen nicht zu
entfernen war. Diese Späne waren meist nach einmaligem Gebrauch zum Klären des
Bieres nicht mehr zu benutzen. Diesem Uebelstande wird vorgebeugt, wenn man
Klärspäne verwendet, welche nicht durch Hobeln, sondern durch Sehneiden hergestellt
werden, indem hierdurch die Späne, je nachdem man in der Richtung der Jahresringe
oder gegen die Richtung der Jahresringe des Holzes schneidet, auf beiden Seiten
glatt oder auf beiden Seiten rauh sind, niemals aber rissig.
Die Messer an der vorgeschlagenen Maschine sitzen an den Speichen eines mit
entsprechender Geschwindigkeit um eine liegende Welle umgedrehten Rades. Das Holz
wird in einer Zange gehalten, welche selbstthätig vorgeschoben und nach gleichfalls
selbsttätig erfolgender Auslösung in die Anfangsstellung zurückgeführt wird.
Bei der Polirmaschine von P. B. Yates in Berlin, Green
Lake, Wiskonsin, Nordamerika (* D. R. P. Nr. 40506 vom 24. November 1886), wird ein
mit Polirstoff überzogener Cylinder von der Welle A
(Fig. 9)
in Umlauf gebracht. Der Cylinder besteht aus zwei Satz Armen EE1, FF1, die radial auf der Welle nahe an den Enden der Cylinder angebracht
sind und durch deren Mitte die Welle A hindurchgeführt
ist. An den äuſseren Enden der Arme EE1 und FF1 sitzen die cylindersegmentförmigen
Platten GG1, auf denen
die verschiedenen Polirflächen befestigt werden. Jedes Cylindersegment ist auf der
nämlichen Seite der Welle A an den Enden desselben
Satzes EE1 oder FF1 befestigt und jeder
der letzteren trägt zwei Segmente, die sich diametral einander gegenüber Hegen. Die
Längskanten der verschiedenen Cylindersegmente entlang läuft eine Stange a, die an den Armen EE1 und FF1 befestigt ist und deren äuſsere
Oberfläche etwas in den kreisförmigen Umriſs der Oberflächen von GG1 einspringt. An
ihrer äuſseren Oberfläche ist die Stange a in ihrer
Längsrichtung mit einer Nuth versehen, welche für einen Halter b bestimmt ist. Dieser Halter b wird durch Schrauben oder Bolzen c
befestigt, die durch die Stange a hindurch in einen
Streifen Eisenblech d dringen, welcher in Nuthen in den
Armen EE1 oder FF1 sitzt und gerade
unter der Stange a und mit dieser parallel läuft. Auf
der Oberfläche der Platten GG1 wird der polirende Ueberzug (Sand- oder Glaspapier u.s.w.)
angebracht, welcher auf einer Unterlage von Teppichstoff oder Gummiplättchen liegt,
die mit ihren Enden unter den durch die Schrauben c
befestigten Haltern b reichen.
Beide Sätze Arme EE1 und
FF1 sind mit
Ansätzen e bezieh. f
versehen, die um die Welle A herum sich erstrecken. Die
Arme des einen Satzes FF1 sitzen mittels Schrauben L, welche
durch die Ansätze oder Wulste f hindurchgezogen sind,
fest an der Welle A, während der andere Satz Arme EE1 mit den an
letzteren angebrachten Vorrichtungen auf der Welle A
sich etwas hin und her bewegt. Um dies zu ermöglichen, sind die Arme EE1 etwas auſserhalb
und von den Armen FF1
etwas abgerückt angebracht, und ist jeder Arm mit Führungen g versehen, die nach innen zu vorspringen und in denselben entsprechende,
in den Armen FF1
angebrachte Nuthen oder Vertiefungen eingreifen und frei in letzteren gleiten
können, so daſs die Arme EE1 frei auf der Welle A hin und her sich
bewegen können und gleichzeitig mit den fest auf der Welle A sitzenden Armen FF1 in Umdrehung versetzt werden.
Durch diese hin und her gehende Bewegung wird bezweckt, die feinen, von dem Sande auf
dem zu polirenden Arbeitsstück hervorgebrachten Linien zu verputzen, wodurch eine
glättere Oberfläche erzielt wird, als auf andere Weise möglich sein würde. Um diese
hin und her gehende Bewegung hervorzubringen, ist die Welle A auf dem der Riemenscheibe D
entgegengesetzten Ende mit einer Muffe H umgeben, in welcher die Welle A frei rotiren kann, während die Muffe H ihrerseits frei im Lager B1 rotirt. Am äuſseren Ende von H befindet sich eine feste Riemenscheibe i, durch welche die Muffe von der Kraftmaschine aus in
Umdrehung versetzt wird; am inneren Ende von H sitzt
fest mit der Muffe verbunden der Ansatz oder Kragen j,
welcher nebst der Riemenscheibe i derart an der Muffe
H angebracht ist, daſs letztere in dem Lager B1 sich seitlich nicht
bewegen kann.
In der Peripherie von j ist eine schräge Nuth k angebracht. Die Arme E
und F sind jeder mit einem fest an letzteren sitzenden,
nach auſsen vorspringenden Arm l versehen, die sich
diametral einander gegenüber liegen; jeder dieser Arme trägt an seinem äuſseren Ende
einen Knopf oder Bügel, welcher in die Nuth k
eingreifen und in derselben gleiten kann, so daſs, wenn die Muffe H sich etwas langsamer oder schneller dreht als die von
FF1 getragenen
Cylindersegmente, die von EE1 getragenen Segmente sich langsam hin und her bewegen.
Die Platten G und G1 sind paarweise derartig angeordnet, daſs
sie sich gegenseitig ausbalanciren, nicht nur in Bezug auf die Schwere, sondern auch
in Bezug auf die Centrifugalkraft ein vollkommenes Gleichgewicht stets erhalten
bleibt. Aus diesem Grunde wird der Cylinder am besten aus vier Theilen construirt,
die an zwei Paar Doppelarmen sitzen; derselbe Zweck wird aber auch erreicht, wenn
drei oder mehr Sätze Doppelarme mit einer entsprechenden Anzahl von
Cylindersegmenten genommen werden. Zur gröſseren Bequemlichkeit bei der Herstellung
und den etwa vorzunehmenden Reparaturen der Maschine werden die äuſseren Arme EE1 aus zwei Hälften
hergestellt, die in der Mitte mit einander verbolzt sind. Die Muffe H ist mit Oeffnungen n
versehen, um die Welle A durch dieselben hindurch
schmieren zu können.
Fig. 10 und
11
erläutern eine Schleif- und Polirmaschine für
Zahnstocher von C. C. Freeman in Dixfield,
Oxford, Maine, Amerika (* D. R. P. Nr. 40560 vom 23. Februar 1887). Die Maschine
setzt sich aus einem drehbaren, mit ausgehöhlter Peripherie a versehenen Schleifrade A und einem
ebenfalls mit ausgehöhlter Peripherie d versehenen, aus
einzelnen verstellbaren Theilen bestehenden Schleifsector C zusammen. Jeder einzelne Theil oder das Segment des Schleifsectors ist
verstellbar und zwar unabhängig von den anderen Segmenten. Da die einzelnen Segmente
unter einander durch ein inneres Schleif band verbunden sind, so ist es durch die
Verstellbarkeit der Sectoren möglich, eine fortlaufende und allmählich der
Peripherie des Schleifrades sich nähernde Gegenschleiffläche zu erzielen, mittels
welcher ein allmähliches Abschleifen, Anspitzen und Zusammendrücken der rohen,
hölzernen Zahnstocher erfolgen kann. Das Schleifband wird in bekannter Weise aus
Schmirgel, Sand, Glas u. dgl. hergestellt.
Beim Rotiren des Schleifrades werden die bei F
eingeworfenen hölzernen Zahnstocher in dem Zwischenraum zwischen Schleiffläche a
und Schleifband d fortbewegt und fortgerollt, und da sich der
Zwischenraum zwischen diesen beiden Kreisflächen von a1 bis b
ständig verringert (was durch entsprechende Einstellung der Seetoren C erfolgt), so werden die Kanten der Zahnstocher dabei
abgeschliffen und die Zahnstocher geglättet, zugespitzt und zugleich gepreſst. Sie
erlangen dadurch eine groſse Härte und Glätte und eine Zuschärfung, wie sie von Hand
nicht erreicht werden kann. Der Zwischenraum zwischen den beiden Schleifflächen wird
der Längsform des Zahnstochers entsprechend gewählt.
Durch eine besondere Zahnform für Sägen sucht A. Bertram in Toronto, Ontario, Canada (*
Oesterreichisch-Ungarisches Privilegium vom 22. Juli 1886), eine günstigere
Schnittwirkung herbeizuführen. Gleichzeitig soll die Säge zum Längs- und
Querschneiden brauchbar werden. Die Säge besteht aus einer Reihe meiſselartig
gestalteter Zähne A (Textfig.
1), zwischen denen Reiſszähne B nach Art von
Locheisen angeordnet sind.
Fig. 1., Bd. 266, S. 109
Bei der Kreissägen-Schutzvorrichtung von G. Grimm in Zwickau in Sachsen (* D. R. P. Nr. 38736
vom 23. März 1886) wird eine am Scheitel gelenkig zusammengesetzte Haube
benutzt.
Die getheilte Schutzhaube setzt sich zusammen aus zwei den oberen freien Theil des
Sägeblattes überdeckenden Mänteln ab (Fig. 12), deren Gestalt
sich nach der Sägenkrümmung richtet und so bemessen ist, daſs die Sägezähne stets
bedeckt bleiben. Die Mäntel stehen mit einander in einer derartigen Verbindung, daſs
sie beide gleichzeitig sich heben und senken, wenn eine äuſsere Kraft auf Hebung
(Aufklappung) hinwirkt bezieh. wieder auſser Wirkung tritt. Zur Erreichung dessen
sitzen beide Mäntel drehbar auf Bolzen cd, welche in
einem über der Sage gehaltenen Block e gelagert sind.
Die einander zugekehrten Seiten beider Mäntel a und b sind je mit Verzahnung ausgerüstet, welche in
Eingriff mit einander stehen; sie können jedoch auch durch Scharniere oder in
einander greifende Hebel verbunden sein. Die dadurch gesicherte gleichmäſsige
Bewegung beider Theile könnte indessen auch durch Schnüre, Drähte oder Kettchen
erzielt werden, welche gemeinsam von einem Gegengewicht in Spannung erhalten werden.
Eine Feder f legt sich gegen die Naben der Mäntel in
einiger Entfernung von deren Drehbolzen an und bezweckt, das Hindurchdringen von
Staub durch die Haube an der Stelle des Zusammenstoſsens der beiden Theile a und b zu verhüten. Der
Aufwärtsdruck der Feder f und der Aufwärtszug der
Ketten ist nicht so groſs, als daſs die beiden Mäntel nicht mit ihren Laufröllchen
i genügend sicher auf das Werkstück aufpreſsten.
Diese Röllchen i können glatt oder geriffelt sein.
Handelt es sich um Zuführung eines frischen Werkstückes zur Säge, so hebt man an dem
weit vorstehenden Handgriff k die Hälfte b empor und schiebt das Werkstück mit entsprechender
Geschwindigkeit gegen die Sägenzähne vor. Ist das Werkstück durch die Säge gelangt,
so fallen die Haubenhälften selbstthätig zurück und verdecken die Sägenzähne
vollständig. Um während der Wirksamkeit der Säge den Schnitt beobachten zu können,
ist der Mantel b bei l
durchbrochen, oder bei m, oder an beiden Stellen.
Für Kreissägen, die runde Werkstücke zu zerschneiden haben, empfiehlt es sich, das
Vorderröllchen in einem besonderen Rahmen zu lagern, welcher zugleich den Handgriff
k aufnehmen kann. Dieser Rahmen steht mit dem
Mantel b durch einen Bolzen in Verbindung, welcher dem
Rahmen eine gewisse Seitwärtsdrehung (aus der Mittelebene der Schutzhaube heraus)
ermöglicht, womit erzielt ist, daſs das Röllchen sich jeder Krümmung des Rundholzes
anzuschmiegen vermag, ohne irgendwie drängend auf letzteres einzuwirken.
In Fällen, wo eine besondere Vorrichtung zur Verhütung des Zurückschleuderns von
Holzstücken sich nöthig macht, kann das Röllchen i am
hinteren Ende ersetzt werden durch eine am Umfang mit Spitzen ausgerüstete Trommel,
welche sich nur in der Vorschiebungsrichtung des Holzstückes bei dessen Zertrennung
mit bewegt, indessen in Ruhe verharrt bei jedem auf das Werkstück ausgeübten
Rückwärtszug.
An der Austrittsseite sitzt, um einen Zapfen q (Textfig. 2 und 3)
drehbar, die zweckmäſsig mit schrägen Spitzen besetzte Walze p. Mit ihr steht ein in ihrem Inneren befindliches Sperrrad r in steter Verbindung, während die zugehörige Klinke
(Einleger) s von einem in der Verlängerung der Haube
a befestigten Zapfen t
getragen wird.
Fig. 2., Bd. 266, S. 110
Fig. 3., Bd. 266, S. 110
Wird das Werkstück vorangeschoben, so setzt es, unter der Walze p hingleitend, dieselbe in der Pfeilrichtung in
Bewegung, wobei das Sperrrad r unter der Klinke s wegschnappt. Bei eintretendem Zug nach rückwärts aber
ist die Walze p an der Drehung in dieser Richtung
deshalb verhindert, weil alsdann deren Sperrrad r an
der Klinke s einen Widerhalt findet; der Rückwärtszug
nutzt nur dem tieferen Eindringen der Spitzen in das Werkstück, wodurch ein
Zurückschleudern oder Aufwärtswerfen desselben durch die emporgehenden Sägenzähne
ausgeschlossen ist.
Auch läſst sich mit der Schutzvorrichtung ein in einem Schlitz auf dem Rücken der
hinteren Haube a verstellbar angeordneter Spaltekeil
zusammenstellen, welcher dem für eine ruhige und leichte Sägearbeit schädlichen
Zusammenklappen der Schnittfuge vorbeugt.
Der Rundhobel von J. G.
Reutter in Mehrstetten, Württemberg (* D. R. P. Nr. 40864 vom 31. März
1887), gestattet eine Verstellung des Gegenlagers p
(Fig. 13) in Führungen
des Hobelkastens der Dicke des Werkstückes entsprechend durch eine Schraube s.
Das Keil- und Spanloch des Hobels ist wie bei den gewöhnlichen Hobeln angeordnet. Das
durch Schraube a1
verstell- und regulirbare Hobeleisen e erhält die in
Textfig. 4 gezeichnete Form mit einer unten
geschärften Abrundung e1, damit das Eisen das noch nicht gehobelte Stück leichter angreifen
kann.
Fig. 4., Bd. 266, S. 111
Soll Rundholz gehobelt werden, so wird der Hobel eingesteckt und das Prisma p mit seinen Schrauben so weit aufgeschraubt, bis es an
dem Holz anliegt. Durch Einstellen des Hobeleisens und Drehen des Hobels, sowie
entsprechende Vorwärtsbewegung ist ein leichtes und genaues Rundholzhobeln
ermöglicht.
Damit man (ohne daſs ein Verstellen des Hobeleisens nothwendig ist) während des
Hobelns gröbere oder feinere Späne erzeugen bezieh. das Holz gröber oder feiner
bearbeiten kann, wendet man einen Spannbogen o an, der
auf einer Stirnseite des Hobels angebracht ist. Wird derselbe durch eine
Regulirscheibe o1
mittels Schlitzes niedriger gestellt, so wird das zu bearbeitende Holz vom
Schneideisen hinweggedrängt, wodurch feinere Späne erzeugt bezieh. das Holz feiner
gehobelt wird.
Im American Machinist wird ein Hobel der Gage Tool Company in Vineland, Nordamerika,
beschrieben, bei welchem der Hobelkasten aus Holz, der Messerstellmechanismus
dagegen aus Metall angefertigt ist. Das Hobelmesser wird zwischen die Klammern a (Fig. 14) eingelegt,
wobei die Schraube b durch ein Loch des Messerblattes
geführt wird. Die Einstellung der Messerschneide, also auch der Spanstärke erfolgt
durch die Schraube t, welche die Klemmplatten auf eine
gewisse Strecke verschieben kann. Zur Festklemmung des Messers dient die Schraube
d, welche sich gegen die Platte a legt und dabei den Hebel e um den Stift f dreht, also das Messer wie
auch das Gegenmesser h festhält.
Mg.