| Titel: | Neuere Holzbearbeitungsmaschinen. |
| Fundstelle: | Band 267, Jahrgang 1888, S. 385 |
| Download: | XML |
Neuere Holzbearbeitungsmaschinen.
(Patentklasse 38. Fortsetzung des Berichtes Bd.
266 S. 97.)
Mit Abbildungen im Texte und auf Tafel 18 und 19.
Neuere Holzbearbeitungsmaschinen.
Galtersägen. Der bekannte Typus der Gattersägen mit zwei
sich gegenseitig ausgleichenden Gattern im gleichen Gestell wird von Ransome und Comp. nach einem System Frazer gemäſs Revue
industrielle, 1887 * S. 265 in folgender Weise ausgeführt. Die beiden
Gatter sind in derselben senkrechten Ebene neben einander in dem äuſserst kräftig
ausgeführten Guſsstahlgestell so untergebracht, daſs ein Mittelpfeiler beiderseits
je eine Gleitführung für die Gatter aufnimmt, während die äuſseren Gleitführungen in
den Seitenpfeilern liegen. Die Maschinentheile ist im untersten Theile des Gestelles
gelagert und mit zwei um 180° versetzten Kurbeln versehen, welche demnach die beiden
Gatter in genau gegenläufige Bewegung versetzen, um die hin und her gehenden Massen
möglichst günstig auszugleichen. Die Rollen für die Holzzufuhr und Holzleitung sind
aufrecht stehend in Querträgern des Gestelles oberhalb der Gleitführungen für die
Kreuzköpfe der Gatter angeordnet. Für den Vorschub besitzt jedes Gatter einen
besonderen Mechanismus, dessen Schaltung von der Betriebswelle abgeleitet wird, so
daſs für jedes Gatter verschiedenartiger Vorschub möglich ist. Der Vorschub ist im
Uebrigen nach der bekannten Ransome'schen Art
ausgeführt.
Für dieses Doppelgatter soll bei einer durchschnittlichen Geschwindigkeit von 340
Umdrehungen ein Kraftaufwand von 6 bis 8 Pferd erforderlich sein. Die Maschinen
werden in Gewichten von 3, 5 und 6t
ausgeführt,
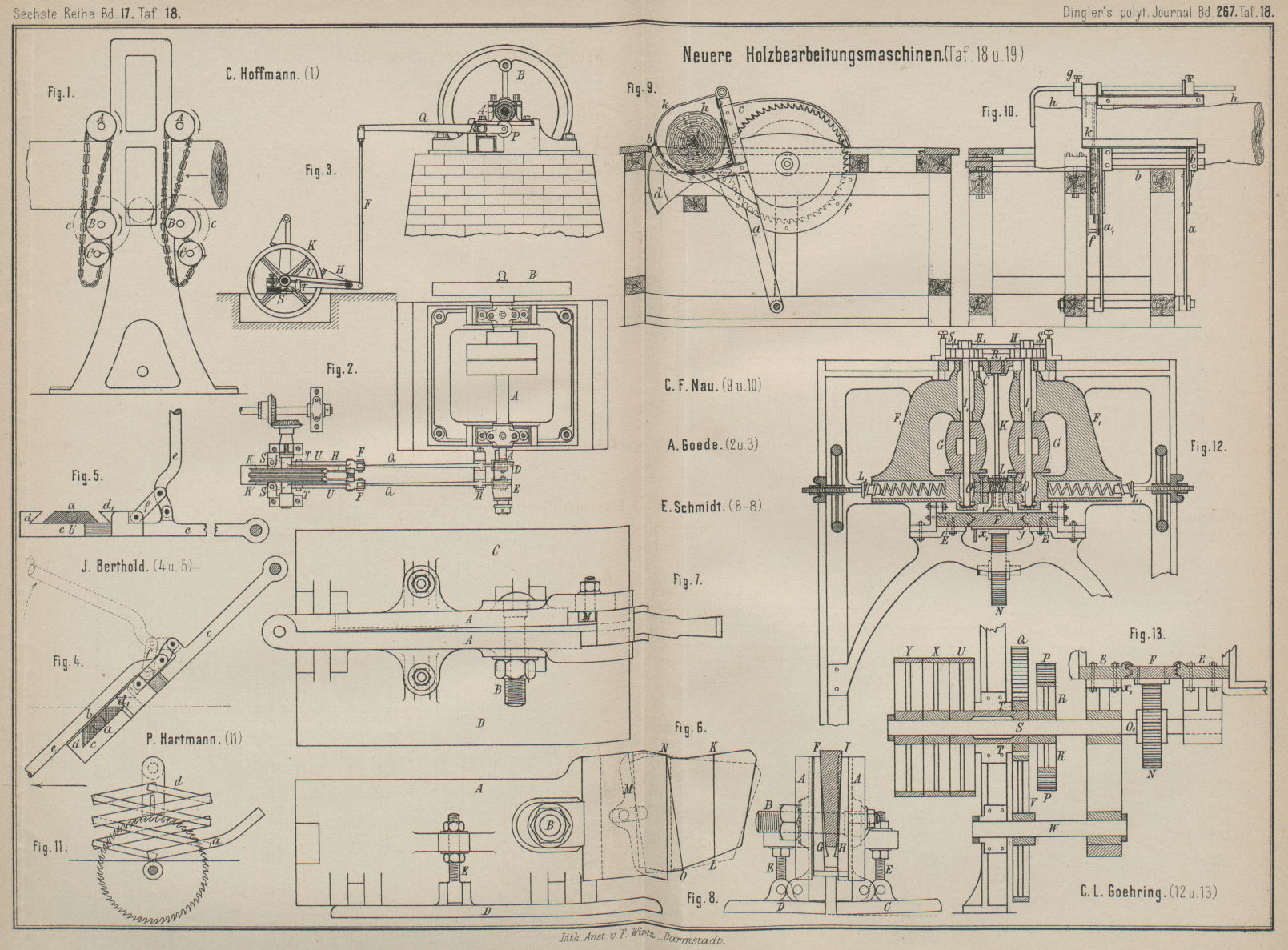
C. Hoffmann in Aue, Sachsen (* D. R. P. Nr. 41281 vom
12. März 1887) bewirkt auch den Antrieb der oberen Vorschubwalzen durch Endlose
Ketten. Die oberen senkrecht stellbaren Riffelwalzen A
(Fig. 1
Taf. 18) empfangen ihre Bewegung in umgekehrter Drehrichtung als die unteren Riffel
walzen durch je eine endlose Kette mittels der Kettenräder A und B. Die treibenden Kettenräder B können sowohl unmittelbar auf den unteren
Riffelwalzen befestigt sein als auch von einem anderen Mechanismus des Sägegatters
betrieben werden. Die Leitrollen C dienen zur
geeigneten Umlage der endlosen Ketten um das treibende Kettenrad B. Die unteren Riffelwalzen erhalten ihren Antrieb
durch Räder c in beliebiger Weise.
Für die im Patent Nr. 37458 zur Erzeugung des Vorschubes verwendeten Kurbeln oder
Excenter sind nach dem Vorschlage von A. Goede in
Berlin (* D. R. P. Zusatz Nr. 41950 vom 30. Juni 1887) auch vortheilhaft mit
eigenthümlichen Hubübertragungen verbundene Excenterkegel zu nehmen, mit welchen
durch Verstellung in der Achsenrichtung verschiedene Vorschubgröſsen erhalten
werden.
Die Welle A (Fig. 2 und 3 Taf. 18) trägt die dem
Sägerahmen bin und her
gehende Bewegung ertheilende Kurbelscheibe B und auf
der anderen Seite die beiden Excenterkegel D und E. Da die Excenterkegel zur Herstellung harter
Oberflächen einzeln in Coquille gegossen werden müssen, so sind dieselben zusammen
auf eine Hülse befestigt und letztere mit Nuth und Feder verschiebbar auf die Welle
A gesetzt. Von der Welle werden auch die
Excenterkegel umgedreht und dadurch werden die beiden Rollen P abwechselnd niedergedrückt, so daſs die hierdurch auf dem Zapfen R schwingenden Hebel Q mit
den Zugstangen F und den Reibungskegeln H die beiden Reibungsräder K zur Uebertragung der Vorschubbewegung antreiben. Hierbei wird das
fortwährende Anliegen der Rollen P an den Excentern
durch die Federn S bewirkt, welche mit den Zugstangen
T die Hebel U stetig
niederziehen. Um die Spannung der Federn S in einfacher
Weise zu regeln, erhalten die Zugstangen F zur Längung
und Kürzung verstellbare Köpfe, indem die Stange mit Gewinde in den Kopf tritt und
durch Gegenmuttern gesichert wird. (Vgl. Goede 1887 265 * 158. * 291.)
Eine selbstthätig sich auslösende Vorrichtung zur Befestigung
der Blöcke an Sägegattern ist an J. G.
Berthold in Nieder-Neukirch (* D. R. P. Nr. 41638 vom 11. März 1887)
patentirt. Bei den bisher gebräuchlichen Blockhaltern sind die Arme, welche mittels
Klemmschrauben den Block halten, drehbar an der Achse des Blockwagens befestigt.
Durch die starre Verbindung des Klotzes mit dem Wagen erhält letzterer, sobald er am
Ende des Weges nicht rechtzeitig ausgelöst wird, einen Stoſs, der sich auf den Block
überträgt und meist ein Abbrechen des Brettes verursacht. Um dies zu vermeiden, ist
die Beaufsichtigung des Gatters fortgesetzt nothwendig. Die Erfindung hat eine
selbstthätige Auslösung des Wagens am Ende des Weges zum Gegenstand.
Die Achse a (Fig. 4 und 5 Taf. 18) des Wagens, auf
welcher der Klotz ruht, hat einen trapezförmigen Querschnitt, während sie mittels
runder Zapfen b im Wagen gelagert ist. Die Arme c sind mittels zangenartiger Verschlüsse an ihr
befestigt. Die Backen d, d1 legen sich an die schrägen Seiten der Achse a flach an, wobei d1 mittels schwalben schwanzförmiger Führung auf dem Arm c verschiebbar ist, und zwar mittels des Hebels e und der Hebellasche f.
Die Zange kann nun so weit geöffnet werden, daſs sie von der Achse a ganz entfernt werden kann, was das Einstellen der
Arme c wesentlich erleichtert. Ist der Block
eingespannt, hat der Apparat die in Fig. 4 gezeichnete
Stellung. Am Ende des Weges ist am Gattergestell ein Hinderniſs angebracht, an
welches der Hebel e anstöſst; in Folge dessen öffnet
sich die Zange dd1 und
der Arm c fällt, nachdem die Spannung durch Aufheben
der starren Verbindung aufgehört hat, nieder. Dadurch wird aber gleichzeitig die
Verbindung des Wagens mit dem Block aufgehoben und ersterer bleibt stehen, während
der letztere weitergeht, ohne irgend einen fühlbaren Anstoſs erhalten zu haben.
Zur Einspannung für die mit der Bandsäge zu schneidenden
Zapfen an Holzkämmen wird von E. Schmidt in
Görlitz (* D. R. P. Nr. 40861 vom 3. Februar 1887) die in Fig. 6 bis 8 Taf. 18 abgebildete
Vorrichtung angegeben, so daſs die Arbeit des Anschneidens mit der Bandsäge durchaus
genau und schnell bewirkbar wird.
Der Apparat besteht aus zwei feilklobenartigen, guſseisernen Backen AA, welche an einem Ende durch ein Scharnier verbunden,
am anderen Ende aber mit einem innen gezahnten Maul zum Festhalten des Werkstückes
versehen sind. Eine Schraube B mit Mutter dient zum
Zusammenspannen der Backen, während beim Lüften der Mutter dieselben durch eine
zwischenliegende Feder aus einander getrieben werden. An der unteren Längsseite der
Backen AA sind mittels Scharnieren die guſseisernen
Auflageplatten C und D
befestigt, die zu ersteren in einem Winkel stehen, dessen Gröſse durch ebenfalls in
Scharnieren aufgehängte Stellschrauben EE regulirt
wird.
Der zu schneidende Holzkamm wird mit dem Ende, das später die Zahnform erhalten soll,
in das Maul des Klobens eingespannt, so daſs der Theil für den Zapfen frei bleibt.
Soll nun der Zapfen beispielsweise den Querschnitt F-G-H-J (Fig. 8) erhalten, so werden die Auflageplatten so eingestellt, daſs beim
Auflegen der Platte C auf den Bandsägetisch die
Richtung F-G, beim Auflegen der Platte D dagegen H-J winkelrecht
zum Bandsägetisch steht, mithin mittels der Bandsäge in diesen Richtungen
geschnitten werden kann. Um die Richtung K-L (Fig. 6) bei
allen zu einem Rade gehörigen Zähnen genau einhalten zu können, ist im Maul des
Spannklobens eine Anschlagleiste M angebracht, welche
durch einen Schraubenbolzen mit Mutter an dem einen backen festgehalten wird. Da der
Schraubenbolzen im Schlitzloch geht, so kann die Anschlagleiste M im Maul des Klobens weiter vor oder zurück und ebenso
beliebig schräg eingestellt werden, je nachdem es die Maſse der herzustellenden
Zähne erfordern. Diese Anschlagleiste wird nun so eingestellt, daſs, wenn man die
Stirnkante des Zahnes an dieselbe anlegt, die Richtung K-L ebenfalls senkrecht zum Sägetisch steht. Das so eingespannte Werkstück
wird sammt dem Kloben, der Wegen seiner unten bearbeiteten Auflageplatten sich
leicht auf dem Bandsägetisch hin und her schieben läſst, der Säge entgegengeschoben,
wobei die Stellschrauben EE gleichzeitig als Handhaben
benutzbar sind.
Zuerst wird an sämmtliche Zähne der Theil des Zapfens bis zur Kante EL angeschnitten, dann stellt man die Anschlagleiste
M so, daſs NO
winkelrecht zum Sägetisch steht, und schneidet den übrigen Theil des Zapfens. Ist
der Zapfen fertig geschnitten, so wird die Mutter der Schraube B gelöst und nach Entfernung des ersten ein zweiter
Holzkamm eingespannt, der durch einfaches Anlegen an die Anschlagleiste M sofort in die richtige Stellung gebracht wird.
Bei entsprechender Einstellung der Auflageplatten und der Anschlagleiste lassen sich auch Zapfen an
Holzkämme für Stirnräder mittels dieses Apparates anschneiden. In letzterem Falle
würde also FG ≑ J H und
KL ≑ NO werden und die
Anschlagleiste M winkelrecht zum Sägetisch stehen.
Schulzvorrichtungen. Die bekannten Systeme von
Schutzvorrichtungen erhalten bei ihrer Einführung in die Praxis die
verschiedenartigste Ausführung dadurch, daſs manche Einzelheiten aus verschiedenen
Constructionen in neuer, dem besonderen Zweck angepaſster Form vereinigt werden. Bei
einer zum Brennholzschneiden dienenden Kreissäge in der Mineralwasserfabrik von Dr.
R. Schäfer in Darmstadt ist von C. F. Nau in Darmstadt die in Fig. 9 und 10 Taf. 18 abgebildete
Schutzvorrichtung angewendet, welche in der Wochenschrift
des niederösterreichischen Gewerbevereins, 1887 * S. 210 zuerst bekannt
gegeben wurde.
An zwei Schwingen a, a1
ist das aus Winkeleisen und Flacheisen hergestellte Auflager b für das zu schneidende Holz h befestigt.
Ferner sind daran zwei Schutzkappentheile c und d angebracht, während das Sägeblatt unten zu beiden
Seiten durch zwei Ringsegmente f von Eisenblech
geschützt wird. Die beiden Schwingen tragen oben einen verstellbaren Anschlag g aus Rundeisen, um Holzstücke von gleicher Länge
abschneiden zu können. Um diesen Anschlag drehbar ist noch ein aus Flacheisen
gebogenes Schutzstück k angebracht, welches
niedergelegt wird, nachdem ein Holzscheit zum Zwecke des Durchschneidens auf das
Auflager b gelegt wurde, so daſs dann der ganze Umfang
des Sägeblattes abgeschützt ist.
Derselben Quelle entnehmen wir einen Bericht über einen Schutz der Hand des Arbeiters
durch einen Schutzkorb, welchen der Gewerbe-Inspector
für Linz in Vorschlag gebracht haben soll. Die dem Korbe eines Kavalleriesäbels
nachgebildete Schutzvorrichtung umgibt die Hand vollständig. Das Holz wird durch
einen am Korbe befestigten Stachel gehalten und geführt.
Der Bericht des österreichischen Gewerbe-Inspectors mit dem Amtssitze Budweis
berichtet, daſs eine Schutzvorrichtung bei der Firma L. und
C. Hardtmuth in Budweis eingeführt ist. Diese Vorrichtung besteht in
ledernen, zuknüpfbaren, auf der Handfläche und dem Rücken behufs Lufteinlassung
durchlöcherten Handschuhen, deren je drei der Säge zugekehrte Finger mit Blech
beschlagen und unten mit kurzen, stumpfen Stacheln versehen sind.
Auch der letzte Jahresbericht für 1886 der deutschen Fabriken-Inspectoren gibt einige
Beispiele ausgeführter Kreissägenschützer, welche jedoch im Wesentlichen mit den in
D. p. J. 1882 246 * 408
dargestellten Anordnungen übereinstimmen.
Die in Fig. 11
Taf. 18 abgebildete Schutzvorrichtung von P. Harimann
in Gieſsen (* D. R. P. Nr. 40865 vom 2. April 1887) soll sowohl für Kreissägen als auch für
Hobelmaschinen benutzbar sein. Dieselbe besteht aus einem auf der Tischplatte
drehbar angebrachten, unter Federwirkung stehenden Hebel a mit einer ebenfalls auf der Tischplatte zu befestigenden sogen.
„Nürnberger Schere“
d. Im Ruhezustande des Werkzeuges verdeckt die Schere
letzteres vollständig, während durch das Einführen des Arbeitsstückes selbst der
Hebel und somit auch die mit ihm verbundene Schere um die Breite oder Dicke des
Arbeitsstückes zur Seite oder hochgeschoben werden und z.B. die Säge in Function
treten kann.
Bearbeitung von Faſsdauben. Die Formgebung der Dauben
sowohl an den Kanten wie auf den Flächen erfolgt bei der Maschine von C. L. Goehring in Alleghany City, Nordamerika (* D. R.
P. Nr. 41042 vom 27. April 1887) zwischen zwei umlaufenden Messerköpfen, welche
durch einen der Daubenform entsprechenden Modellstab gegen einander eingestellt
werden.
Die Daube wird auf die Unterlage R1 (Fig. 12 und 13 Taf. 18)
eines zwischen Schienen gleitenden Schlittens C gelegt
und bei dessen Vorschub durch die um die Wellen I1 umlaufenden Messer H,
H1 bearbeitet. Die mittels der Scheiben G bethätigten Messer sind in Stücken F1
F1 gelagert, welche
durch Federn L1 stetig
gegen den Modellstab J gedrückt werden, so daſs sie
sich mit ihren Schneidkanten dem letzteren entsprechend einstellen. Der Modellstab
J ist auf einem in Gleitschienen E geführten Schlitten F
befestigt, welcher mit dem Schlitten C durch Streben
K verbunden ist, so daſs beide Schlitten C und F mittels der an
letzterem angebrachten Zahnstange x1 und des Zahnrades N
gleichmäſsig und gleichartig hin und her geschoben werden. Zur Erleichterung der
Schlittenbewegung drücken die Stücke F1
F1 mittels Rollen O gegen den Modellstab.
Um zu verhindern, daſs Späne oder Staub und Schmutz durch die Oeffnung oben in dem
Tisch auf den Musterstab fallen, zwischen die Rollen gelangen und hierdurch eine
ungleichmäſsige Arbeit veranlassen, wird oben an dem Stabe J der Deckel L befestigt, der über die Kanten
des Stabes vortritt, um die herabfallenden Späne, Staub u.s.w. aufzunehmen. Die
Kanten des Deckels L treten über die Kanten des
Musterstabes J vor und weichen in für dieselben
bestimmte Nuthen, die unmittelbar über den Frictionsrollen in den beiden Schlitten
liegen.
Der Schlitten F, Musterstab J und die Gleitplatte C des Tisches werden
alle mittels einer Zahnstange x1 vor- und rückwärts bewegt, die an der unteren
Seite des Schlittens F angeordnet ist und durch das
Zahnrad N Bewegung erhält. Auf dessen Welle sitzen auch
zwei Zahnräder P, Q von verschiedenem Durchmesser, um
eine Drehung der Welle mit bestimmter Geschwindigkeit zu veranlassen, wenn die Daube
zwischen die Messer geführt wird, um bearbeitet zu werden, und der Welle eine andere
Geschwindigkeit ertheilen zu können, wenn das Gleitstück des Tisches zurückbewegt wird, um
ein anderes Stück Holz aufzunehmen. Zweck der Einrichtung, den Greittisch mit
verschiedener Geschwindigkeit zu bewegen, ist, das Arbeitsstück relativ langsam
zwischen die Messer zu führen, dagegen den leeren Schlitten mit gröſserer
Geschwindigkeit zurückzubringen, um Zeit zu sparen. Das kleinere Rad P steht mit dem Rad R in
Eingriff, das auf der Welle S festsitzt; das gröſsere
Rad Q greift in das Rad V
auf einer dritten Welle S, und das Rad V endlich steht wiederum in Eingriff mit dem kleineren
Rad T, welches lose auf der Welle S sitzt und eine Scheibe U
trägt. Das Rad T und die innere Scheibe U sind fest mit einander verbunden und stecken lose auf
der Welle S, so daſs sie sich stets zusammen drehen.
Auf der Welle S sind die drei Scheiben U, X, Y angeordnet, von denen die Scheibe X auf der Welle S leer
läuft, während die Scheibe Y damit fest verbunden ist;
wird nun der Riemen auf die Scheibe Y aufgelegt, so
wird die Welle S gedreht und das Rad R in Drehung gesetzt, das durch Eingriff mit dem Rad
P auch eine Drehung der Welle O1 und damit eine
Rückwärtsbewegung des Schlittens mit gröſserer Geschwindigkeit veranlaſst. Wird der
Riemen auf die Losscheibe X übergelegt, so bleibt der
Schlitten und alle mit ihm verbundenen Theile in fester Lage. Wird der Riemen auf
die innere Scheibe U gelegt, so bewegt das kleine Rad
T durch die beiden groſsen Räder V, Q die Welle O1, so daſs der Schlitten und die damit in Verbindung
stehenden Theile langsam nach vorn bewegt werden.
Die Bewegung des Schlittens bewirkt selbstthätig die Umlegung des Riemens, und damit
die Umsteuerung des Schlittens. Auf dem Gleittische C
ist die mit Nuth versehene Platte R1 angeordnet, auf welche das Daubenholz gelegt wird,
um durch Einführen zwischen die beiden Messer gegen dieses Holzstück gedrückt zu
werden. Sollen bei einem flachen Daubenstück nur die Kanten bearbeitet werden, so
sind Rollen S1
nothwendig, um die Dauben in Stellung zu halten; werden jedoch die Dauben an den
Seitenflächen bearbeitet, so werden die Rollen S1 überflüssig. Die Dauben werden in jedem Falle von
zwei Klauen gehalten.
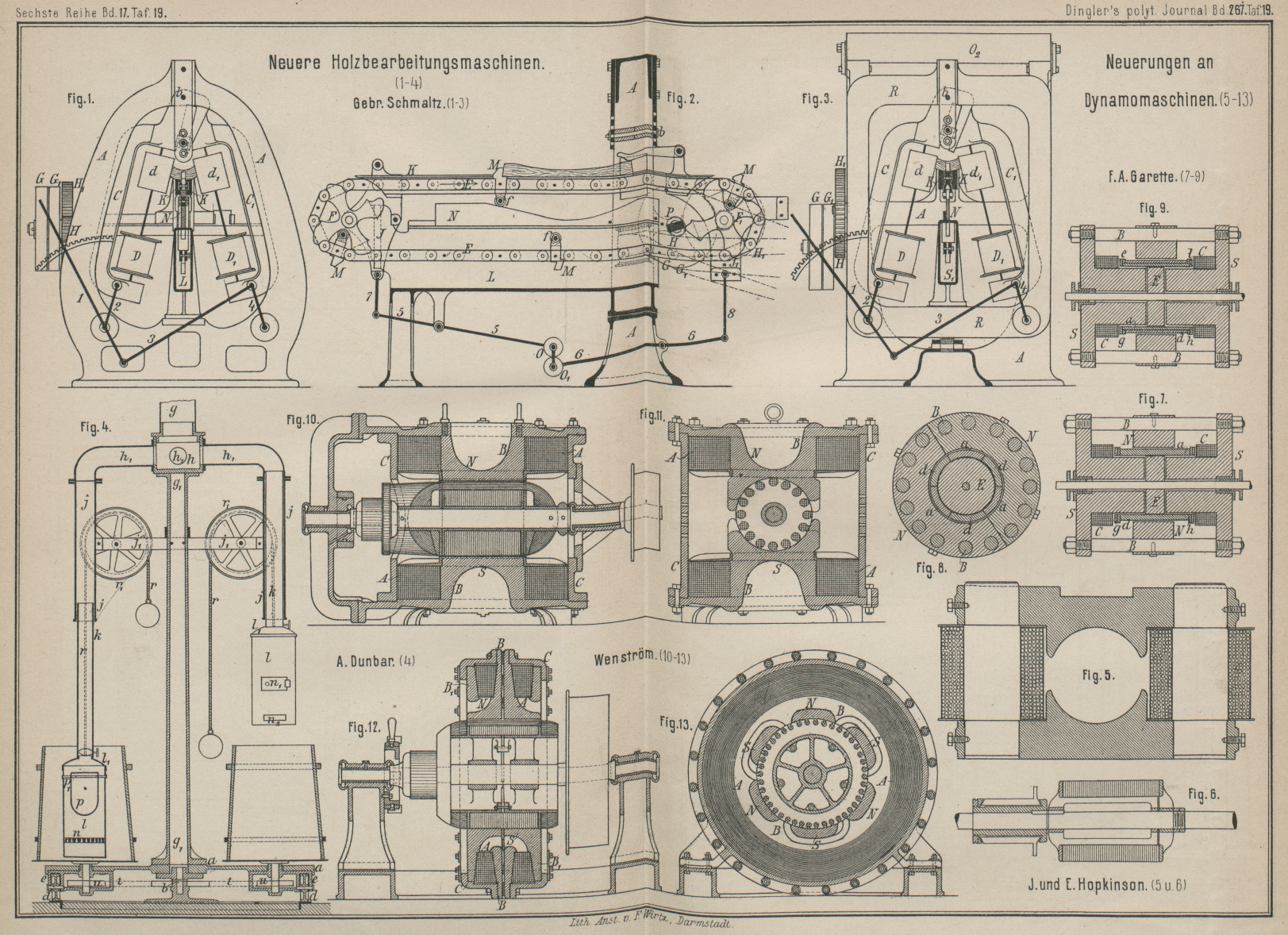
Bei der Fügemaschine von Gebrüder Schmaltz in Offenbach a. M. (* D. R. P. Nr. 41742 vom 10. April 1887) werden die Dauben von einer zwischen
den schräg gestellten Messerköpfen laufenden endlosen Kette vorgeschoben. Die
Messerköpfe werden der Daubenform entsprechend durch einen Modellstab verstellt,
oder es wird durch letztere die Daube entsprechend verschoben. Eine der letzteren
Art entsprechende Maschine ist in Fig. 1 und 2 Taf. 19 dargestellt. In
dem Gestell A sind die beiden bügelförmigen Guſsstücke
C, C1, welche die
Messerköpfe aufnehmen, um Bolzen b drehbar
gelagert.
Je höher die Drehachse durch Versetzung des Bolzens b
gelegt wird, desto spitzer wird auch bei im Uebrigen unveränderter Lage der
Messerachsenbügel der von den verlängert gedachten Messerkanten gebildete Winkel, welcher gleich
ist dem Winkel, den die zwei durch die beiden Fugen der bearbeiteten Daube gelegt
gedachten Ebenen einschlieſsen. Der Scheitel dieses Winkels entspricht dem Mittel
des Passes, so daſs, wenn alle übrigen Verhältnisse unverändert bleiben, durch
einfaches Höher- oder Tiefersetzen des Drehbolzens b
die Maschine leicht für die Bearbeitung von Dauben für gröſsere oder kleinere Fässer
eingestellt werden kann. Um Dauben von verschiedener Breite, aber für ein und
dasselbe Faſs bestimmt, gleich vortheilhaft, d.h. mit jeweils geringstem Holzverlust
richtig bearbeiten zu können, sind die Messerachsen um den Bolzen b drehbar gemacht, so daſs ihre Divergenz und hierdurch
auch der Raum zwischen den Messern verändert werden kann. Es dient hierzu die leicht
verständliche Hebelcombination 1, 2, 3 und 4. Der Handhebel 1 ist mit
einer Einfallklinke versehen, welche, in die Ausschnitte eines Segmentes sich
legend, dazu dient, die Messerachsen in der gewünschten Stellung festzustellen.
Der Vorschub der zu fügenden Dauben gegen die Messer hin geschieht mit Hilfe der
endlosen Gliederkette E (Fig. 2), welche über die
beiden Kettenräder F und F1 geführt ist, von denen F1 durch ein Vorgelege
G, G1, H und H1 angetrieben wird und die Kette mitnimmt, während
die Rolle F lose mitläuft. Verbunden sind die Achslager
der beiden Kettenräder bezieh. die schildartigen Guſsstücke J und J1, an
welchen sich diese Lager befinden, in der Höhe des oberen Kettenstranges durch zwei
⊏-förmig ausgearbeitete horizontale
Flacheisenschienen K, die, mit ihren ausgehöhlten
Seiten gegen einander stehend, etwas Raum zwischen sich lassen und dem oberen Theil
der Kette zur Führung dienen. Der erwähnte Zwischenraum ist groſs genug, um die
Mitnehmer M, welche sich gegen das hintere Stirnende
der Dauben legen und diese vor sich herschieben, nach oben durchtreten zu lassen.
Diese Mitnehmer lassen sich auf der Kette je nach Länge der zu hobelnden Dauben
versetzen. Das Mitnehmerstück unterscheidet sich von den entsprechenden übrigen
Gliedertheilen dadurch, daſs es nach oben und unten eine Verlängerung besitzt, von
welchen erstere den eigentlichen Mitnehmer M bildet,
letztere die Achse für die Laufrolle f trägt. Diese
Rolle ruht auf der Schablone N bezieh. bewegt sich über
dieselbe hinweg, sobald die Kette in Bewegung gesetzt wird. Es wird durch die
Anwendung der Schablone bezweckt, die senkrecht gemessene Entfernung der Daube von
dem Scheitel des von den verlängert gedachten Messerkanten gebildeten Winkels, also
dem Bolzen b, während die Daube sich an den Messern
vorüberbewegt, veränderlich zu machen, um so eine Façonnirung der Daube zu
erreichen, wie sie durch die verschiedenen Durchmesser an den Enden und am Bauch des
Fasses bedingt ist. Die Schablone N ist unverrückbar an
dem oberen Theile des trogförmigen Bettes L, also
zwischen dem oberen und dem unteren Kettenstrang befestigt. Die Kette dagegen mit
der darauf liegenden Daube und den Kettenrädern, deren Achsen und Lager sowie den letztere verbindenden
⊏-Eisenschienen sind zum Heben und Senken
eingerichtet, indem das ganze System durch die Mitnehmerrolle f, auf der Schablone N
ruhend, der Form derselben entsprechend auf- und abwärts bewegt wird, sobald das
Kettenrad F1 in
Umdrehung versetzt und dadurch der Kette und dem Mitnehmer eine horizontal
fortschreitende Bewegung ertheilt wird. Da die Dauben in der Länge symmetrisch
geformt werden müssen, so liegen auch die Anfangs- und Endpunkte der
Schablonenlauffläche in gleicher Höhe. Es ist deshalb zulässig, die Schablone derart
zu verlängern, daſs die der eben zur Wirkung gelangten Mitnehmerrolle folgende Rolle
sich bereits auf der Schablone befindet, ehe noch die erste Rolle letztere verlassen
hat. Der gröſsere Theil des Gewichtes der Kette ist durch Gegengewichte O und O1 ausgeglichen, die sich, durch Gelenkstangen mit
einander verbunden, an den doppelarmigen Hebeln 5 und
6 befinden und durch diese sowie die Gelenkstangen
7 und 8 auf den
Kettenapparat wirken. Diese Hebelanordnung hat zugleich den Zweck, das Heben und
Senken des Kettenapparates gleichmäſsig, d.h. parallel zu sich selbst geschehen zu
lassen.
In Fig. 3 Taf.
19 ist eine zweite Lösung der Aufgabe dargestellt, die senkrecht gemessene
Entfernung der Daube von dem Scheitel des von den verlängert gedachten Messerkanten
eingeschlossenen Winkels zum Zwecke der Façonnirung der Daube veränderlich zu
machen. Hierbei sind die beiden Kettenräderachsen F,
F1 fest am Gestell der Maschine gelagert,
die beiden Messerachsen D und D1 dagegen zum Heben und Senken
eingerichtet. Alle Theile lagern in einem guſseisernen Rahmen R, der seinerseits am Gestell A der Maschine, in geeigneter Weise seitlich geführt, in senkrechter
Richtung auf und nieder bewegt werden kann. Auf dem kastenförmigen Hohlguſsstück S liegt eine Schablone N,
während durch den unteren Hohlraum der untere Kettenstrang frei passirt. Der Rahmen
R und der Kasten S,
dieser mit der Schablone N, jener mit den beiden
Messerachsen D und D1, werden nun durch die Gewichte O, O1 und O2 fortwährend nach
oben gezogen, so daſs die Schablone N stets an den
Mitnehmerrollen f der Kette E zur Anlage kommt. Da die Kette in Folge der Führung zwischen den beiden
⊏-förmig ausgearbeiteten Eisenschienen K, welche mit dem Gestell A der Maschine fest verschraubt sind, nicht ausweichen kann, so erhält,
sobald die Kette mit Hilfe des kleinen Rädervorgeleges H,
H1 in Bewegung gesetzt wird, der Rahmen R mitsammt den beiden Messerachsen eine auf und nieder
steigende Bewegung, deren Gesetz und Maſs von der Form der Schablone abhängt. Durch
Anordnung der doppelarmigen Hebel 5, 6 und 8 ist bezweckt, die auf und nieder steigende Bewegung
des Rahmens R und des Kastens S an allen Punkten gleichmäſsig zu gestalten.
Zum Zusammenstellen der Faſsdauben behufs Bildung des
Faſskörpers bringt A. Dunbar in Liverpool (* D. R. P. Nr. 41720 vom 28.
März 1887) einen Apparat in Vorschlag, welcher dadurch merkwürdig, daſs er mit einer
Vorrichtung zusammengestellt ist, in der die Dauben durch direktes Feuer erhitzt und
dadurch schmiegsamer werden. Bisher benutzte man für letzteren Zweck ein Dämpfen
durch Wasser oder Dampf.
Der Zusammensetzapparat der Dauben besteht aus einem kegelförmigen Körper, welcher um
eine senkrechte Welle gedreht und mit ihr unter den Arbeitstisch niedergelassen
werden kann. Die Dauben werden zwischen diese Form und einige Setzreifen eingefügt,
bis der Faſskörper einen durch Reifen gesicherten Zusammenhang hat. Dann wird der
Formkörper unter die Arbeitsplatte versenkt, so daſs der Faſskörper nunmehr völlig
frei auf letzterer steht und seitlich zu dem in Fig. 4 Taf. 19
dargestellten Erhitzungsapparat abgeschoben werden kann. Nach der Abbildung besitzt
dieser Apparat vier Oefen, welche an teleskopartig zusammenschiebbaren Armen hängen
und in die auf die Plattform gerückten Faſskörper von oben niedergesenkt werden.
Die Heizkörper sind durch eine Schiebe- oder Ausziehvorrichtung mit einem Hängearm
derart verbunden, daſs ein solcher in einen Ring von Dauben hinuntergelassen werden
kann, um die Innenseite der Dauben zu erhitzen, während deren äuſsere Oberflächen
gedämpft oder mit Wasser benetzt werden, damit leichter die gebogene, rundliche
Form, wie solche an fertigen Fässern ersichtlich ist, hergestellt werde. Die
Faſskörper stehen auf einer um Bolzen b drehbaren
Platte a, an deren unteren Seite in Lagern ee ruhende Frictionsrollen dd befestigt sind.
Am oberen Ende der Säule g1, unterhalb des Schornsteines g, ist eine
Kammer h mit den Armen h1
h1, an denen die Rohre
jj für den Ofen oder Heizkörper angebracht sind,
angeordnet. Diese Rohre jj werden durch an der Säule
g1 befestigte
Streben j1
j1 gehalten; die
Streben bilden zugleich die Träger für den Schaft, auf welchem sich die Seil- oder
Kettenscheiben r1
r1 drehen. Die anderen
Enden dieser Röhren jj erstrecken sich niederwärts bis
nahe zur Basis und haben einen solchen Durchmesser, daſs eine Röhre k im Inneren derselben so angebracht werden kann, daſs
der an k hängende Ofen oder Heizkörper l teleskopisch in j auf
und ab bewegt werden kann.
Der den Ofen l bildende Kasten kann von schwachem
Eisenblech in cylindrischer Form hergestellt sein und ist oben mit einem Deckel l1, an welchem das
Ofenrohr k befestigt ist, und unten mit einem
Aschkasten versehen. Ueber dem Aschkasten liegen der Rost n und die Heizthür n1, unter demselben eine Oeffnung n2 zur Entfernung der
Asche. In den Ofen ist eine runde Kappe p eingesetzt,
damit die Flamme und die erhitzten Gase gezwungen werden, nach der Auſsenseite des
Ofens zu schlagen, wodurch eine gleichmäſsige Erhitzung und Ersparung von Brennstoff
erzielt wird. Diese Kappe p kann z.B. auf zwei durch
den Ofen gelegte Streben p1 im Ofen aufgehängt werden und mit einer Spitze versehen sein, welche verhindert, daſs Asche
und Ruſs sich innerhalb der Kappe anhäufen, welches verursachen könnte, daſs der
Boden schnell verbrenne. Etwas über dem Deckel ist zur Regulirung des Feuers eine
Ofenklappe angebracht. Die Oefen und Ofenröhren k
werden von zwei Seilen oder Ketten r getragen und durch
Gewichte ausgeglichen.
Fig. 1., Bd. 267, S. 394 Um eine gleichmäſsige Temperatur, sowie eine möglichst gleichmäſsige
Erhitzung der Dauben zu erzielen, werden die Oefen und die unter Bearbeitung
befindlichen Dauben mittels einer endlosen Kette t und
Zahnräder u in rotirende Bewegung versetzt.
Fig. 2., Bd. 267, S. 394 Ein Satz von Böttchereimaschinen nach der
Ausführung von B. Arbey in Paris wird in der Revue générale des machines outiles, 1888 * S. 86,
beschrieben. Unter Benutzung dieser Maschinen wird folgendes Arbeitsverfahren zur
Herstellung der Fässer benutzt. Die etwa in dreifacher Daubendicke im Handel
bezogenen Daubenhölzer werden auf einer Bandsäge in Hölzer von Daubendicke
zertheilt, welche sodann mittels einer Hobelmaschine in einem Durchgange
gleichzeitig auf beiden Flächen bauchig verarbeitet werden. Die so weit bearbeitete
Daube wird zwischen Formbacken ausgerichtet, welche sich in einem Gestell befinden,
in dem auch eine
kleine Kreissäge so verschiebbar gelagert ist, daſs sie während ihres Vorbeiganges
an den aus den Formbacken hervorstehenden Kanten der Dauben die Fuge schneidet.
Fig. 3., Bd. 267, S. 395
Fig. 4., Bd. 267, S. 395
Die Zahnung dieser Kreissäge soll so eigenthümlich
eingerichtet sein, daſs eine vollständige Glättung der Fuge bewirkt wird. Bisher hat
man sich bekanntlich ausschlieſslich der Hobel zur Herstellung dichter Fugen
bedient. Die Dauben werden nun in einem Gestell zwischen Ringen zu einem Faſskörper
zusammengestellt, welcher durch einen zweitheiligen Helm von der Form einer
Faſshälfte umschlossen wird. Dieser Helm wird bei dieser Ausführung durch Schrauben
niedergedrückt, so daſs er den Faſskörper in die richtige Form zwingt. Im Helm
liegen in Aussparungen die aufzuziehenden Greifen, welche bei der Abnahme des Helmes
nach erfolgter Pressung auf dem Faſskörper sitzen bleiben. Das Faſs wird nun auf
einer Maschine mit Kimme
(Gergel) zur Aufnahme für die Deckel versehen und gleichzeitig an den Rändern
bestoſsen und abgeschrägt. Diese Arbeiten werden von einer kleinen Kreissäge und von
einem Messerkopf gleichzeitig auf einer Seite des Fasses bewirkt. Das Faſs ist
hierbei in einem groſsen Futter eingespannt und wird mit letzterem um seine Achse
gedreht, während die für jede Faſsgröſse einstellbaren Werkzeuge in einem Supporte
vor dem Futter angeordnet sind. Für die Herstellung der Faſsböden aus flachen
Brettern sind mehrere Maschinen erforderlich. Die Bretter werden zusammengelegt und
eventuell durch Nuth und Spund verbunden, sie werden dann glatt gehobelt und auf
einer Bandsäge rund auf die entsprechende Gröſse ausgeschnitten.
Die so vorbereiteten Böden kommen nun genau centrirt auf eine besondere Maschine, um
hier mittels eines Messerkopfes in die Rinnen passend an dem Umfange abgeschrägt zu
werden. Die Böden werden dabei langsam von Hand unter Vermittelung eines
Schraubengetriebes vor dem schnell umlaufenden Messerkopfe vorbeigeführt (1887 265 * 344).
(Fortsetzung folgt.)