| Titel: | Neuerungen an Holzbearbeitungsmaschinen. |
| Fundstelle: | Band 271, Jahrgang 1889, S. 1 |
| Download: | XML |
Neuerungen an Holzbearbeitungsmaschinen.
Patentklasse 88. Mit Abbildungen auf Tafel 1 und 2.
Neuerungen an Holzbearbeitungsmaschinen.
Sägemaschinen.
In amerikanischen Holzschneidereien macht sich neuerdings das Streben bemerkbar, die
Hilfe der Dampfkraft zur Bewältigung der vielfachen Nebenarbeiten beim Zertrennen
der Blöcke, wie z.B. das Verladen, Aufbringen auf die Blockwagen u.s.w., nach
Möglichkeit zu benutzen. Es wird sogar der Vorschub des Blockwagens gegen die
Sägemaschine mit Hilfe einer direkt wirkenden (Dampfmaschine vorgeschlagen, wohl die
äuſserste Grenze in der Benutzung einer Dampfmaschine. Die folgenden Mittheilungen
über die angedeuteten zweifellos interessanten Neuerungen entnehmen wir einer
Abhandlung von L. H. Ransome, welche in den Minutes of Proceedings of the Institution of
Civil-Engineers, Vol. XC, abgedruckt ist und auszüglich in der Revue generale des machines-outiles, 1888 * S. 10,
wiedergegeben ist. Die besprochene Anlage soll ein Saginaw, Staat Michigan der
Vereinigten Staaten, ausgeführt und im Betriebe sein.
Das zu verarbeitende Holz, meist Fichte, wird in Blöcken zur Sägemühle herangeflöſst
und in einem besonderen Wasserbecken gelagert. Aus letzterem werden die Blöcke in
einen geschlossenen Kasten gestoſsen, aus welchem sie mittels eines Förderwerkes
(endloses mit Haken versehenes Band) in das obere Stockwerk des Sägemühlengebäudes
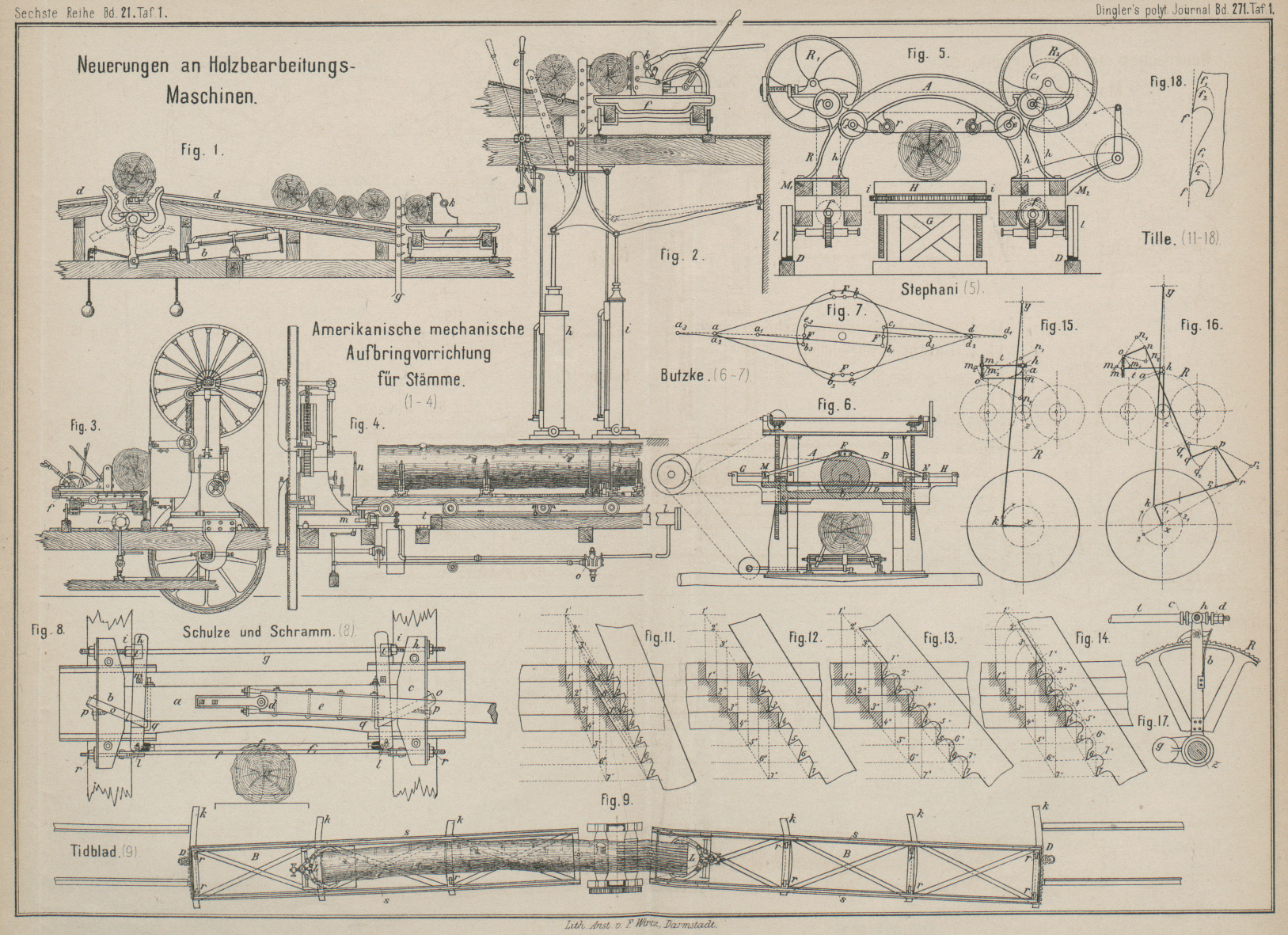
geschafft werden. Die Blöcke gelangen in die Gabel eines eigenartig gestalteten
Hebels (Fig.
1), welcher von dem Kolben einer um Bolzen c
schwingbaren Dampfmaschine b so herumgeworfen werden
kann (siehe die punktirt gezeichnete Lage), daſs der Block auf der geneigten Ebene
d nach rechts oder links fortrollt. Der Hebel wird
durch Gegen wicht stets wieder in seine Mittellage zurückgeführt, um einen neuen vom
Förderwerke kommenden Block aufzunehmen. Die Steuerung der Dampfmaschine b erfolgt mittels eines Hebels, den ein auf der
Plattform stehender Arbeiter entsprechend verstellt. Letzterer hat auch einen
zweiten Hebel e (Fig. 2) zur Hand, durch
welchen der in letzterer Abbildung erkennbare Apparat zur Fortschaffung des letzten
Blockes von der Plattform d auf den Vorschubwagen f (Fig. 1 und 2) der Sägemaschinen in
Thätigkeit gesetzt wird. Um den Block auf den Wagen zu schaffen, wird der mit Greifklauen besetzte Arm
g, welcher durch ein Hebelsystem von den
Dampfcylindern hi aus bewegbar ist, in die punktirte
Lage der Fig.
2 hinter den Block gebracht, so daſs letzterer bei Vorausbewegung des
Armes g nach rechts auf die Wagenplattform gegen den
Blockhalter k geworfen und hier festgehalten wird.
Die auf Schienen laufenden Blockwagen f sind für
sämmtliche in der Mühle vorhandenen Sägemaschinen gleichartig gebaut, so daſs sie
für jede Säge passend verwendbar sind.
Unsere Quelle gibt an, daſs der in Fig. 2 dargestellte
Apparat die Ueberladung und Aufspannung eines Blockes von 5m Länge und 0m,6
Durchmesser in 4 Secunden bewirke.
Fig. 3 und
4 zeigen
den Block mit seinem Wagen hinter einer Bandsäge liegend. Diese Abbildungen
erläutern auch eine Anordnung zum direkten Vorschübe des Blockwagens mittels einer
Dampfmaschine. Hinter der in einem Thurmgestelle angeordneten Bandsäge liegt ein
sehr langer Dampfcylinder l, dessen Kolbenstange m am vorderen Ende mit dem Blockwagen f verkuppelt wird. Ein Hub des Dampfkolbens wird somit
den Blockwagen durch die Bandsäge ziehen. Zur Steuerung des Vorschubdampfcylinders
l dient der Hebel n,
welcher den Dampfzulaſs bei o beeinfluſst.
Wenn es auch sehr angenehm ist, daſs mittels des Hebels n der Vorschub seiner Gröſse nach sehr handlich eingestellt und geregelt
werden kann, so ist es doch sehr fraglich, ob gerade der Dampf namentlich für
langsamen Vorschub langer Stämme das geeignete Kraftmittel ist.
Die Bandsägerollen haben hölzerne Kränze mit Gummibelag ohne Bordrand. Als Gegenhalt
für die Bandsäge dienen demnach ausschlieſslich die am Gestelle der Bandsäge
verschiebbaren Rückenführungen. Die Bandsägerollen schwanken im Durchmesser zwischen
2,4 und 2m,7; sie haben meist 200mm Kranzbreite, und sind ihre Achsen gewöhnlich
3m,6 von einander entfernt. Interessant ist
der Umstand, daſs die doppelseitige Lagerung der Bandsägerollen als
selbstverständlich angenommen wird. Die Bandsägerollen erhalten gegen 300
Umdrehungen in der Minute, so daſs die Säge eine Geschwindigkeit von rund 2300m haben würde.
Für jede dieser groſsen Bandsägen ist eine besondere Dampfmaschine zum Betriebe
vorgesehen. Dieselbe soll 68 indicirte Pferd leisten müssen.
Die Bandsäge vertritt in amerikanischen Sägemühlen vollständig unsere Gatter. Die
Bandsäge soll dort fast ausschlieſslich zum Bretterschneiden verwendet werden und
zwar da, wo Werth auf möglichst geringen Schnittverlust gelegt wird. Wo keine
Sparsamkeit nöthig ist, findet sich in gröſster Ausdehnung die Kreissäge zum
Bretterschneiden. Letztere wird gewöhnlich nicht über 1m,8 Blattdurchmesser genommen, so daſs noch Blöcke mit 750mm Durchmesser durch dieselbe geschnitten werden können. Sind stärkere
Blöcke zu zertrennen, so verwendet man über diesem groſsen Sägeblatte in gleicher
Ebene ein zweites kleineres Sägeblatt, so daſs der Block von oben und unten
gleichzeitig in derselben Ebene durchschnitten wird.
Es wird in unserer Quelle angegeben, daſs solche Kreissägen einen Schnittverlust von
24 Proc. liefern gegenüber 11 Proc. Schnittverlust der Bandsäge.
Die Betriebsdampfmaschine einer Doppelkreissäge mit Blättern von 1m,8 und 0m,7
Blattdurchmesser soll die ungeheure Kraft von 154 indicirten Pferd zum Betriebe zu
erzeugen haben.
Eine Blockbandsäge von Haigh und Co. in Oldham, welche
in Industries, 1888 * S. 185, beschrieben und
abgebildet ist, zeigt im Wesentlichen die gleiche Anordnung wie die durch Fig. 3
dargestellte Säge. Auch hier sind die Bandsägerollen zweiseitig gelagert. Während
jedoch nach bewährter Art bei der Bandsäge Fig. 3 die obere Sägerolle
wesentlich leichter gehalten ist, als die untere, sind hier beide Rollen gleich
schwer ausgeführt; auch ist der hierdurch bedingte Uebelstand nicht etwa, wie dies
mehrfach von deutschen Fabrikanten beliebt war, durch Anordnung einer Bremse
ausgeglichen. Die Bandsägerollen, deren obere einstellbar und elastisch gelagert
ist, sind ebenfalls ohne Rand ausgeführt. Als Rückenführungen für die Bandsäge
dienen Stahlrollen. Der Vorschub wird durch ein Zahngetriebe bewirkt, dessen
Zahnstange unter dem Blockwagen liegt.
Von A. Ransome und Comp. in Chelsea wird einer Meldung
in The Engineer, 1888 * S. 284, zu Folge nach Mouw's Patent die folgende Führung für Bandsägenblätter
angewendet. Die Bandsäge läuft, um seitliche Erschütterungen und Ausweichungen des
Blattes zu vermeiden, zwischen zwei verhältniſsmäſsig breiten harten Stahlstücken,
welche mit möglichst geringem Spielraume dicht an dem Blatte anliegen, 80 daſs
dieses eben und ohne Reibung hindurchlaufen kann. Als Rückenführung dient ein harter
Stahlblock. Die beiden Seiten blocke sind in einem Gehäuse durch Schrauben fein
einstellbar.
Von der Sächsischen Kardätschen-, Bürsten- und Pinselfabrik
Ed. Flemming und Comp. in Schönheide i. S. (* D. R. P. Nr. 42445 vom 21.
Mai 1887) werden Schnittspalter hinter dem Sägeblatte angewendet, um dem
Schnittmateriale und den abgetrennten Stücken eine Führung zu geben. Naturgemäſs
erhalten diese Schnittspalter nur bei mehrfachen Sägen, also Gattern, irgend eine
Bedeutung. Interessant ist die in der Patentschrift angedeutete Form des
Bandsägenscheibenkranzes. Während letztere nämlich bisher immer gerade gehalten und
meist mit einem Rande zur Verhinderung des Ablaufens der Säge versehen wurde, ist
hier der Rand nach Art der Riemenscheiben gewölbt hergestellt. Daſs sich dieses für
Riemenscheiben bewährte Mittel auch zur Verhinderung des Ablaufens der Bandsäge
brauchbar erweisen wird, ist nicht anzunehmen, weil die Bandsäge einen seitlichen
Druck auszuhalten hat, welcher ein Abschieben sicher bewirken wird.
Eine Umkehrung des Arbeitsganges der Bandsäge erzielt G.
Stephan in Riegel, Baden (* D. R. P. Nr. 45123 vom 10. April 1888), welcher
den Sägeblock festlagert und die Bandsäge gegen denselben vorschiebt. Die bezügliche
Anordnung ist in Fig. 5 dargestellt.
Das halbkreisförmige guſseiserne Gestellt mit den beiden Rollen R1
R2, sowie die kleinen
Leitrollen r, ruht auf den beiden Wagen M1
M2, welche sich mittels
der Rollen l auf den Schienen D fortbewegen können. Die Bandsäge wird von einer Kettenrolle mittels Gall'scher Kette auf Rolle c1 von der Hand oder durch eine kleine
Locomobile, welche auf Wagen M2 gestellt wird, betrieben. Die Rollen l der beiden Wagen werden durch die beiden Wurmgetriebe
w langsam gedreht; die Wellen n1
n2, auf welchen die
Schnecken des Wurmgetriebes befestigt sind, werden mittels endloser Kette h, welche über die Rollen f gelegt ist, angetrieben, und zwar von zwei Stufenscheiben. Durch
Verlegen des Riemens auf die verschiedenen Stufen kann das Fortschreiten des ganzen
Apparates vergröſsert oder vermindert werden.
Der zu schneidende Klotz F ruht auf den Traversen H, welche auf dem feststehenden Gestelle G mittels der Schraubenspindeln i zu gleicher Zeit gehoben oder gesenkt werden können, und zwar dadurch,
daſs die auf den Spindeln sitzenden Kettenräder mittels einer um letztere gelegten
Gelenkkette mit einander gedreht werden. Durch diesen letzteren Mechanismus kann der
Klotz nach jedem Schnitte parallel mit seiner anfänglichen Lage je nach der Dicke
der herzustellenden Schnittwaaren gehoben werden.
Damit das Bandsägeblatt von den theilweise abgetrennten Bohlen nicht geklemmt werde,
sondern immer flott bleibe, tragen die beiden verlängerten Zapfen, auf welchen die
Rollen f5
f6 sich drehen, eine
etwa 3mm dicke Stahlschiene z (Spaltkeil), welche in dem Sägeschnitte mitläuft und
so die getrennten Theile von einander hält.
Zum Zerlegen von Stämmen der Quere nach, wie auch zum Fällen von Bäumen, bringt die
Firma F. Arbey et fils in Paris eine neue Form ihrer
direkt wirkenden Stoſssäge in den Handel (vgl. Annales
industrielles, 1888 * S. 317). Ein kleiner Dampfcylinder, dem der Dampf von
einer Locomobile durch einen Schlauch zugeführt wird, liegt um einen Zapfen drehbar
in einem Gestelle, welches an dem zu fällenden oder abzuschneidenden Baumstamme
befestigt wird. Die Kolbenstange läuft in die Stoſssäge aus, deren hinteres
Querhaupt an zwei vom Cylinder ausgehenden Stangen geführt wird. Die Säge wird vom
Dampfkolben hin und her gezogen, schneidet aber nur, wenn der Kolben die Säge zieht.
Je tiefer die Säge in den Stamm eindringt, desto mehr muſs der Dampfcylinder um
seinen Zapfen verstellt werden. Das Gewicht der gesammten Sägemaschine soll etwa 200k betragen, so daſs diese zu Arbeiten im Walde
recht gut verwerthbar scheint.
W. E. Rickard in London (* D. R. P. Nr. 43043 vom 22.
September 1887) bringt eine Quersäge in Vorschlag, bei welcher eine
Seitengattersäge, welche an dem zu fällenden Baumstamme durch Klauen am Gestelle
festgeklemmt wird, in letzterem hin und her gezogen und dabei allmählich gegen den
Stamm vorgeschoben wird.
Ein eigenartiger Antrieb für transportable Horizontal-Gattersägen wird von H. W. Butzke in Berlin (* D. R. P. Nr. 43792 vom 19.
November 1887) vorgeschlagen.
Nach dieser Construction werden die zwei Flügelstangen A
und B (Fig. 6) durch die
Kurbelscheibe, die durch den Rahmen D getragen wird,
getrieben, so daſs der Sägerahmen bei seinem Hin- und Hergange stets gezogen wird.
Damit sich die Flügelstangen drehen, ist das Zwischengelenk F eingeschaltet, so daſs, wie Fig. 7 zeigt, die
Flügelstangen ab und cd, die Stellungen a1
b1 und c1
d1, ferner a2
b2 und c2
d2, sowie a3
b3 und c3
d3 einnehmen
können.
Durch diese Anordnung wird erreicht, daſs ein neben der Säge auf besonderem
Fundamente liegendes Vorgelege nicht nothwendig ist, sondern daſs das Vorgelege
bezieh. die Kurbelscheibe direkt in dem Sägerahmen gelagert wird, auch daſs anstatt
der gegenwärtig angewendeten schweren Flügelstange, die auf Zug und Stoſs in
Anspruch genommen wird, zwei viel leichtere Zugstangen angewendet werden können, die
nur auf Zug in Anspruch genommen werden, wobei die Massenwirkung bei einer schnellen
Bewegung erheblich vermindert und ein Zerdrücken der Flügelstangen nicht vorkommen
wird.
Die zum Bretterschneiden vielfach benutzten Horizontalgatter haben meist nur ein
Sägeblatt. Um die hierdurch bedingte geringe Leistungsfähigkeit zu erhöhen, wird die
Säge entweder doppelschneidig eingerichtet, so daſs sie nach beiden Richtungen
schneiden kann, oder es werden zwei Sägen in die Halter eingespannt. Die zu
letzterem Behufe vorgeschlagenen Doppelsägehalter werden durch die Anordnung von Schulze und Schramm in Wendisch-Buchholz (* D. R. P.
Nr. 43964 vom 11. Oktober 1887) zur Aufnahme von drei Sägeblättern eingerichtet.
Der für die Aufnahme der Sägeblätter bestimmte Rahmen ist aus dem Mittelstücke o, und den Seitentheilen b
und c gebildet (Fig. 8), und erfolgt
dessen Antrieb von dem am Mittelstücke angebrachten Zapfen d aus, an welchen die Pleuelstange e
angreift. Die Seitentheile b und c tragen unterhalb des Mittelstückes a das Sägeblatt f, welches
durch die die Seitentheile oberhalb des Mittelstückes verbindende Zugstange g angezogen und gespannt werden kann. Die Aufhängung
oder Führung dieses Rahmens erfolgt in bekannter Weise.
Zur Aufnahme weiterer zwei Sägeblätter f1
f2 dienen die um das
Mittelstück a greifenden Arme h, an
welchen auch wieder unterhalb des Mittelstückes a die
Sägeblätter zweckentsprechend befestigt sind, während ein Anziehen derselben durch
die auf der Zugstange g angeordneten Muttern ii unabhängig vom Sägeblatte f erfolgen kann.
Die Arme h sind am unteren Ende durch die die
Sägeblätter tragenden Bolzen l, am oberen Ende durch
die Schrauben mm mit einander verbunden. Als Stützpunkt
für die Arme h beim Spannen der Sägeblätter f1
f2 dienen die die
Seitentheile b und c und
Arme h umfassenden Flacheisenstücke oo, welche einerseits durch die an den Stirnwänden
befestigten Auflager pp, andererseits mittels der durch
das Mittelstück a hindurchgehenden Hakenschrauben qq in ihrer Stellung erhalten werden.
Das Spannen des Sägeblattes f erfolgt mittels der
Muttern rr und das der Sägeblätter f1
f2 mittels der Muttern
ii. Damit die letzteren trotz der beim Spannen
erfolgenden Stellungsänderung der Arme h immer ihre
volle Auflagefläche behalten, sind ⊔-förmige
Unterlagsstücke t mit gekrümmter Auflagefläche für die
Arme angeordnet. Die ⊔-Form wurde gewählt, damit die Arme
sich beim Anziehen nicht seitlich aus einander geben können.
Zur Führung krummer Blöcke für Sägegatter bringt A. E.
Tidblad in Stockholm (* D. R. P. Nr. 43060 vom 13. Oktober 1887) die in
Fig. 9
dargestellte Ausführung in Vorschlag.
Das Sägeholz ruht auf den zwei Laufwagen L, deren jeder
eine sich durch Zug schlieſsende und das Holz fassende Zange trägt. Die Laufbahn B, welche durch zwei gegenseitig durch Flacheisen
versteifte Eisenbahnschienen s gebildet ist, besteht
aus einem links- und rechtsseitigen Theile, deren jeder um einen im Gattermittel
oder nächst demselben angebrachten Zapfen in wagerechter Ebene drehbar ist und
hierbei mit den Laufrollen r auf den kreisförmig
gebogenen Schienen k läuft. An jedem Theile der
drehbaren Laufbahn ist bei D die Drehvorrichtung
angebracht. Dieselbe besteht aus einem Zahnrädchen, das in den mit Laufschienen
verbundenen Zahnbogen b eingreift und durch eine
Sperrklinke festgehalten werden kann. Durch Drehung des Zahnrädchens, z.B. mittels
eines Schlüssels, also durch entsprechende Wendung des Laufwagens und des auf diesem
ruhenden Baumstammes, ist man in der Lage, den Sägeschnitt immer parallel der
Holzfaser zu führen.
Zur Erzielung eines Vorschubes für Vollgatter derart, daſs die Zuschiebung des Holzes
erst nach einem bestimmten Anhübe des Rahmens erfolgt und gleichzeitig dem Maſse des
Vorschubes entsprechend der Vorhang der Sägen stattfindet, hat J. Tille in Prag (* D. R. P. Nr. 42773 vom 20. Februar
1887) die in Fig.
11 bis 18 dargestellte Einrichtung getroffen.
Ein freies Aufsteigen des Sägeblattes wird selbst dann nicht erreicht, wenn der Busen dem Zuschube
gleich oder kleiner ist, aber das Holz gleich beim Anfange des Aufsteigens des
Rahmens zugeschoben wird. Um ein ungehindertes Aufsteigen zu erreichen, muſs
vielmehr der Rahmen zuerst angehoben werden, ohne daſs das Holz sich bewegt, was
hier als „das Nacheilen“ des Holzes bezeichnet wird. Dieser Grundsatz ist aus
den Diagrammen Fig.
11, 12, 13 und 14 zu ersehen, in welchen die relativen Wege der Zähne im Holze, d.h. die
Bahnen, welche die Zahnspitzen beschreiben, dargestellt sind. Es sind hier vier
Fälle dargestellt, und zwar so, daſs der Höhenunterschied zwischen 1'' und 1', 2''
und 2' u.s.w. den senkrechten Hub, und die Länge 1'' 1, 2'' 2 u.s.w. das wagerechte
Zuschieben für jeden Hub vorstellen; die Holzdicke ist überall gleich groſs gedacht.
Das Diagramm Fig.
11 versinnbildlicht das Schneiden, wenn das Zuschieben beim Aufgange des
Rahmens gröſser ist als das Maſs des Ueberhängens auf die Hubhöhe des Busens; Fig. 12 tritt
ein, wenn das Zubringen dem Busen gleich ist, in beiden Fällen jedoch mit der
Voraussetzung, daſs es kein Nacheilen gibt, d.h. daſs die Zuschiebung des Holzes
gleich mit dem Anhube des Rahmens beginnt. Man ersieht hieraus, daſs hier bei dem
Aufgange des Blattes zuerst eine Partie Holz mitgenommen werden muſs, daſs die Säge
daher keinesfalls frei hinaufsteigt. Selbst in dem Falle Fig. 12, welcher in der
Regel als das Ideal eines guten Schnittes gilt, müssen zuerst die zwischen den
einzelnen Zähnen herausstehenden Stufen abgerissen werden, indem die Zähne die
relative Richtung 7–1 beim
Aufgange befolgen. Dieser Nachtheil, welcher die unruhige Lage des Holzes zur Folge
hat, bedingt die bisher angewendeten spitzen, in der Rücken- und Stirnfläche
geschärften Zähne, um das Durchdringen der Zähne beim Aufgange zu ermöglichen.
Aus dem Diagramme Fig. 13 ist ersichtlich, daſs, falls der Aufgang frei geschehen soll, das
Sägeblatt bei in der Spitze erweiterten Zähnen wenigstens um eine Zahntheilung (bei
geschränkten Zähnen um zwei Zahntheilungen) angehoben werden muſs, bevor das Holz
zugeschoben wird. In Wirklichkeit beträgt dieses Nacheilen des Holzes mehr, weil es
nützlich erscheint, die Lücken zwischen Holz und Zahnspitzen groſs genug zu halten,
um genügenden Raum für das Ausfallen der Sägespäne zu bekommen.
Das Sägen nach Art des Diagrammes Fig. 13 geschieht bei der
in Fig. 15
angegebenen Stellung derart, daſs das Holz plötzlich und erst dann in wagerechte
Bewegung gelangt, wenn die Zähne bereits angehoben sind, und daſs dann die
Wagerechtzuschiebung des Holzes aufhört, wenn der Gatterrahmen in seiner höchsten
Lage angelangt ist. Von dem üblichen Zuschiebungsmechanismus unterscheidet sich der
hier gemeinte dadurch, daſs das Holz mit Nacheilung zugeschoben wird.
Das Sägen nach Art des Diagrammes Fig. 14 geschieht bei der
in Fig. 16
angegebenen Stellung derart, daſs zwar die oben erklärte Nacheilung ebenfalls
stattfindet, jedoch weder plötzlich anfängt noch bei der höchsten Lage des
Gatterrahmens aufhört.
In beiden Fällen ist xx1
die Triebachse, ky die Pleuelstange und z die Sperrradachse. Die Sperrradklinke a sitzt am Hebel hz,
welcher durch die Zugstange t seine hin und her gehende
Bewegung erhält. Der stellbare Zapfen m befindet sich
in beiden Fällen an dem um Achse o schwingenden
Winkelhebel mon. Dieser Hebel erhält seine Bewegung in
der Disposition Fig. 15 vom Gatterrahmen mittels der Pleuelstange ny, während in der Disposition Fig. 16 diese
Hebelbewegung von der Kurbel k ausgeht und durch den um
p drehbaren Winkelhebel qpr vermittelt wird, und zwar durch die Verbindungsstangen kr und qn.
In der Stellung Fig.
15 wird die Nacheilung dadurch erzielt, daſs die Uebertragung der Bewegung
von m auf h durch eine auf
der Stange t mit stellbarem Spiele verschiebbare Hülse
h geschieht, welches Spiel durch einen Anschlag d begrenzt wird. Beim Antriebe, wenn sich Klinke a gegen die Sperrradzähne stemmt, wird die Stange t um das vorhandene Spiel zuerst leer zurückgehen, bis
Stellschraube d (Fig. 17) an h anschlägt und den Hebel hz mitnimmt. Während dieser Leergang stattfindet, muſs durch die
aufsteigende Kurbel k (Fig. 15) der Gatterrahmen
bereits um mehr angehoben sein, als im Diagramme Fig. 13 angegeben, wo nur
das geringste Mais der Nacheilung gezeichnet ist.
In der Stellung Fig.
16 wird das Nacheilen dadurch erzielt, daſs die Lage des todten Punktes
der Stange kr (todten Punkte 2, 2') von der Lage des
todten Punktes der Pleuelstange ky (todten Punkte 1,
1') um den Nacheilungswinkel 1 x 2 abweicht.
Die Sägezähne erhalten eine Gestalt nach Fig. 18. Jeder Zahn
erhält einen steilen Rücken ff1
, welcher von der Zahnspitzenlinie nur wenig abweichen
kann. Diese Abweichung darf nicht kleiner sein als der gröſste Busen. Die
abgenutzten Zähne werden nur an der Stirnfläche gefeilt und ist demgemäſs die
Zahnspitzenlinie als eine Gerade immer leicht erhaltbar. Auch müssen die Zähne nicht
geschränkt, sondern können entweder nur an der Spitze oder im Rücken durch Stauchen
verbreitert werden. Es können sogar im Rücken erbreiterte Zähne, in das Blatt
eingesetzt, zur Anwendung gelangen.
Die Sägen mit ungespanntem Blatte, sogen. Mulay-Sägen,
welche in Nordamerika ziemlich verbreitet sind zur Vornahme feinerer
Bretterschnitte, während sie hierzulande nur gelegentlich bei Decoupirsägen
Benutzung finden, haben durch M. D. Wischker in Riga (*
D. R. P. Nr. 43972 vom 22. Januar 1888 und Techniker,
1888 * S. 80) eine Vervollkommnung erfahren, welche in erster Linie auch nur für
Decoupirsägen verwerthet werden soll.
Das nur an einem Ende befestigte, also nicht gespannte Sägeblatt a (Fig. 19 und 20) hat auf
beiden Breitseiten in der ganzen Länge laufende flache Hohlkehlen, so daſs das Sägeblatt einen biconcaven
Querschnitt erhält. Die Führung des Sägeblattes erfolgt oberhalb wie unterhalb des
Arbeitsstückes und ist wie folgt eingerichtet. Das Sägeblatt a ist auf die Nase c der durch eine
Kurbelscheibe u.s.w. auf und ab bewegten Stange b,
welche im Gestelle d gelagert ist, lose aufgehängt und
wird so von Stange b mit auf und nieder bewegt. Zu
beiden Seiten des Sägeblattes a bezieh. der Stange b sind auf das Gestell d
der Maschine die Führungsbacken ee aufgeschraubt,
welche mit ihren dem Sägeblatte zugekehrten abgerundeten Enden in die Hohlkehlen des
Sägeblattes eingreifen, so daſs das Sägeblatt bei seiner Bewegung zwischen den
Führungsbacken gleitet und nach jeder Richtung hin gegen Verschieben geschützt ist.
Eine ähnliche Führung des Sägeblattes befindet sich unterhalb des Arbeitsstückes im
Arbeitstische f. In denselben sind Führungsbacken
eingelassen und durch Schrauben befestigt, jedoch so, daſs die Backen eingestellt
werden können. Die dem Sägeblatte zugekehrten Enden der Backen greifen in die
Hohlkehle des Sägeblattes ein und sichern so das freistehende Ende des letzteren
gegen Verbiegung u.s.w. Die beschriebene Führung eignet sich namentlich für
Sägeblätter, die an beiden Seiten mit Zähnen versehen sind, welche Anordnung
gestattet, rückkehrende Krümmungen und Ausschnitte ohne vollständige Drehung des
Arbeitsstückes zu sägen.
Zu den neueren Schutzvorrichtungen für Kreissägen
gesellen sich auch Apparate, welche das Vorschieben des Holzes durch direkten
Angriff der Hand vermeiden wollen. Wie in dem Jahresberichte 1887 für
Fabriken-Inspektors für das Groſsherzogthum Hessen mitgetheilt wird, verwendet man
in der Kistenfabrik von Fr. Moller in Offenbach mit
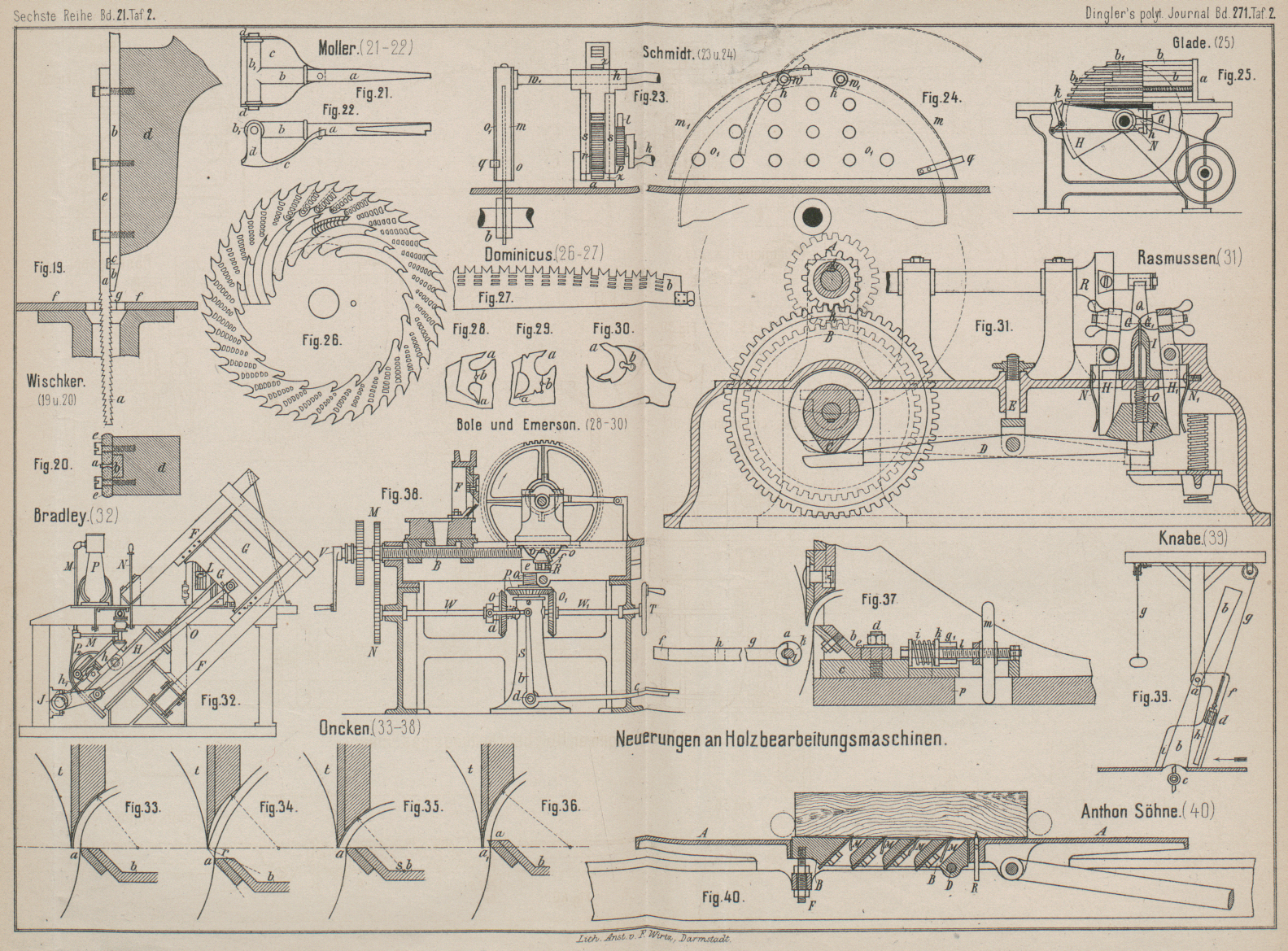
Erfolg das in Fig.
21 und 22 dargestellte Werkzeug.
Der Holzstab a erfaſst mittels dessen eingekerbtem Ende
das zu schneidende Holz und wird längs des Anschlages vorgeschoben. Dieser Stab ist
mit seinem anderen Ende in einem kreuzförmigen Handgriffe bb1 aus Messingrohr befestigt, c ist ein der Form der Hand entsprechend gestaltetes
und gebogenes Eisenblechstück. Es ist mit zwei abgebogenen Lappen dd am Theile b1 des Handgriffes und mittels einer Schraube am
Stabe a befestigt. Das Blech c umgibt die den Grifft umschlieſsende Hand des Arbeiters und ist bei der
Arbeit gegen den Anschlag gerichtet. – In anderen Fabriken wendet man zum
Vorschieben des Holzes statt eines Holzstabes mit gekerbtem Ende einen zugespitzten
Stahlstab an, weil damit das Holz sicherer vorgeschoben werden kann.
Die Schutzvorrichtung von J. B. Schmidt in München (* D.
R. P. Nr. 42712 vom 30. Juni 1887) ist am verstellbaren Anschlage der Kreissäge so
angebracht, daſs sie in ihrer eigenen Höhe verstellt werden kann und auch bei
Verstellung des Anschlages stets in derselben, die Kreissäge bedeckenden Stellung
verbleibt. Diese Anordnung gestattet aber nicht nur diese beiderseitige Verstellung,
sondern ermöglicht auch eine schnelle Entfernung der Schutzvorrichtung bei gröſseren Arbeiten, bei welchen
dieselbe unnöthig ist, und eine genaue Einstellung und Beobachtung der Säge, da sie
frei vor dem Arbeiter während der Einstellung des Anschlages liegt.
Die Schutzvorrichtung besteht aus zwei Seitenwänden oo1 (Fig. 23 und 24), die
zwischen sich die Säge einschlieſsen und von einem Mantel m bedeckt sind, der an seiner einen Seite geschlitzt und um die Welle w drehbar ist. Dieser drehbare Mantel ist an seinem
Schlitze m1 mit zwei
Holzbacken garnirt, um eine Beschädigung der Säge zu verhindern, wenn man die Decke
in die punktirt gezeichnete, hochgeklappte Stellung bringt. Der geschlitzte Theil
m1 umfaſst dann die
Säge und hält sie nach beiden Richtungen hin fest. Die ganze Schutzhaube wird von
den Wellen ww1
getragen, die von den Lagern hh getragen werden;
letztere sind an dem Anschlage a der Kreissäge b befestigt, der auf dem Tische t in bekannter Weise verstellbar ist; a trägt
die senkrechte Zahnstange z. Mittels des Zahnrades r, welches im Schlitten s
befestigt ist und in die Zahnstange z greift, kann der
Schlitten s gehoben und gesenkt werden, und zwar
mittels der Kurbel k; die Feststellung erfolgt durch
Sperrrad p und durch die federnde Klinke l. Der Schlitten s besitzt
zwei Führungshülsen hh, in denen die Wagerechtwellen
ww1 sich führen, an
denen einseitig die eigentliche Schutzvorrichtung hängt, die aus den zwei
Seetorblechen oo1 und
dem um die Welle w drehbaren Mantelbleche besteht.
Letzteres ist bei m1
geschlitzt und an der Innenseite mit Holzbacken ausgestattet.
Beim Gebrauche der Säge stellt man zuerst durch Drehung der Kurbel k die Schutzvorrichtung so hoch, daſs das längs oder
quer zu schneidende Holz darunter passiren kann, fixirt diese Höhenstellung durch
Sperrrad p und stellt nun den Anschlag a nach Bedarf ein, nachdem man vorher den Sectormantel
mm1 in die
punktirte Stellung gebracht hat, in welcher Stellung m1 backenartig die Säge umfaſst und
während der Anschlagverschiebung die Schutzvorrichtung in ihrer Stellung zur Säge
festhält. Die Wagerechtwellen ww1 verschieben sich dabei in den Führungshülsen hh. Ist die Einstellung vollendet, so befestigt man die
Welle w in der Hülse h
durch die Fixirschraube f und klappt den Sectormantel
mm1 in seine
Normalstellung zurück, wonach die Arbeit beginnen kann; die Feder q hält den Sectormantel in seiner Normalstellung.
Bei der Schutzvorrichtung von C. Glade in Dreye bei Bremen (* D. R. P. Nr. 43785 vom 6. November 1887) werden teleskopartig einstellbare
Röhren zu beiden Seiten des Sägeblattes benutzt. Auf der Tischplatte der Säge wird
ein Winkel a (Fig. 25) befestigt, in
welchen die Röhren b senkrecht zu der lothrechten
Platte des Winkels eingesetzt werden. In die Röhren b
sind diejenigen b1 und
in diese diejenigen b2
eingepaſst, so daſs sie leicht darinnen vorgezogen und hineingeschoben werden können. Jede der Röhren
b1 und b2 wird durch eine
Feder selbsthätig hinausgedrückt, so daſs dieselben gitterartig zu beiden Seiten des
Kreissägeblattes stehen. Beim Andrücken des Holzes gegen das Sägeblatt werden
alsdann nur so viel Röhren eingeschoben, als der Dicke des zu schneidenden Stückes
entspricht, während die darüber befindlichen Röhren in ihrer jeweiligen Stellung
verbleiben. Die Federn sind nur stark genug gewählt, um die Reibung zwischen den
einzelnen Röhren zu überwinden; sie werden daher zwar nach Entfernung des
geschnittenen Holzes die Schutzvorrichtung sogleich wieder einstellen, beim
Schneiden selbst aber nur einer geringen Kraft zur Ueberwindung des Widerstandes
bedürfen.
In Fig. 25 ist
auſserdem noch eine Vorkehrung dargestellt, welche dazu dient, das gegen die
Vollendung des Schnittes am hinteren Blockende vortretende Stück des
Sägeblattumfanges zu verdecken. Es besteht dieser Mantel aus einem am Rande
umgebogenen Stücke Blech H, welches mit einer Nabe N um die Sägeachse greift und durch ein Gegengewicht
G in die Höhe gedrückt wird. Bei Beginn der Arbeit
wird der Hebel h des Gewichtes G durch den Knaggen k ausgelöst; es hat
nunmehr die Verkleidung bereits das Bestreben hochzugehen, wird aber an dieser
Bewegung durch das darüberliegende Arbeitsstück gehindert und kann erst dann in die
Höhe gehen, wenn der Klotz darüber hinweggeschoben ist. Beim Zurückziehen, nachdem
das Brett geschnitten ist, wird der Rand des festen Blockes an dem Bogen des Bleches
geführt, dieses niedergedrückt und durch einen leichten Druck befestigt.
Neuerdings bringt die Firma J. D. Dominicus und Sohn in
Remscheid-Vieringhausen sogen. hinterlochte Sägeblätter in den Handel, denen
besondere Vortheile nachgerühmt werden.
Das Hinterlochen oder Perforiren der Sägezähne ist eine Neuerung, welche englische
und amerikanische Sägenfabrikanten zuerst angewendet haben. Obgleich in der That die
dabei entstehende Waare in Qualität und praktischer Brauchbarkeit bei richtiger
Behandlung im Gebrauche weit über der vordem fabricirten steht, so haben sich doch
unsere einheimischen Fabrikanten, wie bei so vielen nützlichen Neuerungen, so auch
bei dieser, ablehnend verhalten. Das „Warum“ ist leicht beantwortet: Es
gehören zu dieser Fabrikation eine Reihe exact gearbeiteter, umständlicher und auch
kostspieliger Einrichtungen, die man anzuschaffen sich scheute und lieber von der
ausländischen Concurrenz immer mehr und mehr die besseren Qualitäten aus der Hand
reiſsen und diese Concurrenz immer weiteren Boden gewinnen lieſs.
Demgegenüber macht die Firma J. D. Dominicus und Sohn in
Remscheid-Vieringhausen darauf aufmerksam, und beansprucht es als ihr besonderes
Verdienst, daſs sie zuerst ein volles Sortiment Sägen mit hinterlochten Zähnen
versehen hat, und zwar 1) Kreissägen von 16 bis 18 Zoll (40 bis 45cm)
Durchmesser an; Extraqualität Sägen mit hinterlochten Zähnen, fertig zum Gebrauche
geschränkt und geschärft. 2) Alle Arten Längesägen mit den geeigneten Zahnformen,
also Mühl-, Voll- und Wagerecht-Gattersägen, Kransägen, Spaltsägen, Baumsägen. 3)
Alle Arten Quersägen, als sogen. Treck-, Schrott-, Kerb-, Quer-, Augen-, Zug-,
Dromm-, Wald-, Bauchsägen u.s.w. 4) Bügel- und Grubensägen. 5) Gröſsere Handsägen
u.s.w.
Das Hinterlochen der Sägezähne ist eine der wichtigsten und nützlichsten von den
vielen im Laufe der letzten Jahre gemachten Erfindungen, welche die Verbesserung von
„Sägen“ zum Zwecke hatten. Die Säge ist leichter im Stande zu halten, da
weniger Zeit erfordert wird, um die Säge wieder schnittfähig zu machen. Bei den
Kreissägen und Gattersägen, welche in der Maschine zu gehen haben, bleibt das
Sägeblatt besser steif, denn das Schlottern der Sägen, durch übermäſsige Reibung des
Blattes verursacht, wird durch das Vorhandensein der Zahnlöcher vermindert. Die
Sägen bleiben durch die Luft, welche durch die Löcher zieht, an sich kälter und
erhitzen sich nicht so leicht, wie ungelochte Sägen. Auch wird das Sägemehl durch
die Perforation entfernt, was oft die Leistung einer Säge verhindert und die Reibung
vermehrt. Die Lochungen ersparen häufiges Neuschränken und dienen zudem, da sie
mathematisch genau gemacht sind, dem Sägenschärfer als Führer, indem sie ihn
befähigen, die Säge an dem Schnittrande in so gleichmäſsiger Höhe bezieh. Breite
überall zu halten, wie sie die Fabrik verläſst. Die Neigung zum Reiſsen bezieh. zum
Brechen an der Wurzel der Zähne wird durch die Löcher beseitigt, da dieselben den
gleichen Zweck erfüllen, wie an das Ende eines Bruches gebohrte Löcher, um dessen
weitere Vergröſserung zu verhindern.
In Fig. 26 und
27 sind
zwei gelochte Sägen dargestellt, um die Anordnung der Lochung zu erläutern.
Sägen mit austauschbaren, lose eingelassenen Zähnen sind bei uns für
Holzbearbeitungszwecke wohl gar nicht in Gebrauch. Dieselben finden jedoch in
Amerika ausgedehnte Verwendung. In Fig. 28 bis 30 sind einige
neuere Anordnungen dieser Art, welche sämmtlich nicht nur austauschbare, sondern
auch umdrehbare, zweischneidige Zähne aufweisen, nach den Vorschlägen von Bole in Beaver Falls, Pa. (*Nordamerikanisches Patent
Nr. 374821 vom 30. Juni 1887) und Emerson in Beaver
Falls, Pa. (*Nordamerikanisches Patent Nr. 368999 vom 4. Mai 1887) dargestellt. Die
Anordnungen erklären sich leicht aus den Abbildungen. Die Zähne besitzen zwei
Schneiden a, werden in geriefte Einschnitte am
Sägeblatte eingelassen und durch Stifte b mit letzterem
fest verbunden.
Bei der Schränkmaschine von P.
und E. Rasmussen in Slagelse (* D. R. P. Nr. 42486 vom 11. Mai 1887) wird
die Schränkung des zwischen zwei Backen J (Fig. 31)
eingespannten Sägeblattes durch zwei Hämmer
GG1 vollzogen, welche
von dem Klotze F zusammengedrückt werden, wenn der
doppelarmige Hebel D durch den Daumen C niedergezogen wird.
Die Maschine kann, je nachdem es erforderlich ist, entweder alle Zähne des in ihr
angebrachten Sägeblattes oder, was häufig gewünscht wird, nur zwei Zähne schränken
und die anderen zwei unberührt lassen. Zu diesem Zwecke ist die Maschine mit zwei
Getrieben AA1 von
verschiedener Gröſse und den Rädern BB1 versehen. Das eine Räderpaar, von welchem die
Uebertragung gleich 1 : 2 ist, wird benutzt, wenn alle Zähne, das andere, dessen
Uebertragung gleich 1 : 4 ist, wenn nur zwei Zähne geschränkt werden sollen.
Die den Gewichtshebel tragende Schraube E läſst sich
mittels der Schraubenmutter ein wenig heben oder senken, je nachdem ein stärkeres
oder schwächeres Schränken gewünscht wird.
Der Apparat G und G1 kann durch eine Flügelschraubenmutter in den
langen Ausschnitten von H und H1 leicht geschoben werden, so daſs er
stets an der rechten Stelle der Sägezähne wirken kann. N und N1 sind
zwei Blattfedern, welche die Schränkwerkzeuge zurückdrücken.
Der Vorschub des Sägeblattes nach jeder vollzogenen Schränkung wird durch die an der
Scheibe R befestigte Klinke Q bewirkt.
Maschinen zum Schneiden von Brettern und Fourniren.
Bei der Maschine von Dr. E. Bradley in New York (* D. R.
P. Nr. 44946 vom 14. März 1888) wird das Messer in einem schräg unter 45° gegen die
Vorschubbahn B (Fig. 32) des Holzes
geneigten Rahmen F durch einen direkt mit dessen Kopf
G verkuppelten Dampfkolben H hin und her gezogen. Eine vom Messerhalter G ausgehende Stange O bewegt durch eine
Kurbel I und die Stange h1 die Schieber h für die Dampfmaschine H, während eine
Hilfsdampfmaschine P, welche durch Riemen die
Riemenscheibe P2
umdreht, zur Ueberwindung der Todpunkte des Messerrahmens verwendet werden soll. Das
Dampfrohr M speist beide Maschinen; seine Drosselklappe
wird durch den Hebel N beeinfluſst.
Für die Construction der Maschine von G. A. Oncken in
Stralau-Berlin (* D. R. P. Nr. 45052 vom 10. Februar 1888) sind folgende
Gesichtspunkte maſsgebend gewesen.
Bei den bisher in Anwendung gekommenen Maschinen zum Schneiden von Brettern aus
Rundholz muſs die gegenseitige Stellung der Drehachse des Blockes, der Anschlagkante
der Druckleiste und der Schnittkante des Messers, sowie die Form des letzteren nach
ganz bestimmten Grundsätzen angeordnet sein, wenn die Bretter in ihrem Gefüge den
nöthigen Halt behalten sollen, und zwar müssen, wie in Fig. 33 schematisch
dargestellt, erstens Drehachse, Messerkante und Anschlagkante der die Schnittstärke
bestimmenden Druckleiste in derselben Ebene liegen, und zweitens zur vollständigen Erreichung
vorgenannten Zweckes das Messer selbst nach einem Kreisbogen von derselben Linie
bezieh. Fläche aus geformt sein, in der Weise, daſs die vordere gerade Messerfläche
t gleichzeitig die Tangente des runden Blockes und
des abgeschnittenen Brettes bildet. Hierdurch nimmt die Leiste a den ganzen Druck auf und bildet in der Schnittlinie
selbst, wo das Brett in Folge der tangentiellen Anordnung noch sein natürliches
Gefüge, also seine natürliche Stärke hat, den Stützpunkt, an welchem es am
leichtesten bricht. Ferner hat das Messer selbst nur einen absoluten Druck gegen die
Schnittlinie auszuhalten, nimmt also nicht wie in Fig. 34 theilweise den
Druck des Vorschubes auf oder wird, wie in Fig. 36 durch Leiste und
Brett gegen den Block gedrückt. Es kann daher viel schwächer, also nach einem
gröſseren Kreisbogen geformt sein, erzeugt einen viel leichteren, gleichmäſsigeren
Schnitt und drängt in Folge seiner schlankeren Form das Brett möglichst wenig aus
seinem natürlichen Gefüge heraus.
Wäre z.B., wie in Fig. 34, die Druckkante a tiefer angeordnet,
so würde erstens das Messer selbst theilweise den Vorschub aufnehmen, ferner aber
auch das Brett von der Schnittlinie aus, da es an derselben keinen Stützpunkt hat,
sich direkt hinüberbiegen und in r einen mehr oder
minder starken Bruch erleiden, der sich selbstredend durch das ganze Brett hindurch
fortsetzen und daher das ganze Gefüge aus einander brechen würde.
Bei der Anordnung Fig. 36 würde a1 die eigentliche Anschlagkante bilden und das Brett sich zwischen a und dem Messer hindurchzwingen müssen; würde hingegen
a gegen a1 zurückspringen, so bliebe die Anordnung im Grunde
genommen dieselbe wie Fig. 33.
Würde endlich das Messer, wie in Fig. 35, von einem tiefer
gelegenen Punkte s aus nach einem Kreisbogen geformt
oder etwa gerade abgeschrägt sein, so müſste in a ein
mehr oder minder starker Bruch stattfinden.
Wenn auch der Anfangsschnitt in richtiger Stärke stattfindet, so kann doch bei
weiterem, stets gleich bleibendem Vorschübe das im Dampf-, Alkali- oder Säurebade
aufgeweichte Holz immer mehr zusammengepreſst werden und das Messer muſs in Folge
dessen in ein stärker gepreſstes Holz einschneiden, so daſs das Brett sich gegen
Ende kaum noch zwischen dem Messer und der Anschlagleiste durcharbeiten kann. Die
abgeschnittenen Bretter dehnen sich, sobald sie frei werden, dem bei weiterem
Vorschübe zunehmenden Drucke entsprechend, immer dicker.
Diesem ganzen Uebelstande abzuhelfen, wird die die Schnittstärke bestimmende
Anschlag- oder Druckleiste federnd gemacht, so daſs dieselbe dem stets gleich
bleibenden Vorschübe entsprechend nachgeben kann und das Messer in ein stets
gleichmäſsig; zusammengepreſstes Holz einschneidet. Die zu diesem Zwecke erforderliche
Einrichtung ist in Fig. 37 dargestellt, a ist die eigentliche
Anschlag- oder Druckleiste, welche mittels Bolzen auf den Druckleisten träger b aufgesetzt ist, welcher im Bolzen d gehalten und in den Schlitzen e auf der Platte c verschiebbar ist. Gegen
b werden die Arme ff1 der um Zapfen hh1 drehbaren Winkelhebel fg und f1
g1 durch eine Feder i angepreſst, welche um die auf der Spindel l geführte Büchse k
angeordnet ist. Die Arme gg1 sind so geformt, daſs sie die Spindel l
theilweise umfassen, um sich dadurch gleichmäſsiger gegen den Rand der Büchse k anzulegen. Auf die Schraubenspindel l ist ein Handrad m
aufgesetzt, welches dazu dient, die Feder i
zusammenzupressen, um dadurch die Druckleiste von den Armen ff1 freizugeben. Die Platte c ist auf dem Messerbocke p in Schlitzen n verstellbar, um die Leiste
für die gewünschte Bretterstärke einstellen zu können.
Drückt gegen diese Leiste ein gebogener conischer oder überworfener Block, so daſs
derselbe z.B. zu Anfang nur in einem Punkte anliegt, so findet auch nur ein
einseitiger Gegendruck von dem Arme g aus statt. Die
Feder i drückt sich zusammen und gibt dadurch den Arm
g1 frei. Da der
Druckleistenhalter b im Ruhezustande in den Schlitzen
e gegen die Bolzen d
anliegt, so kann das Ende y der Anschlagleiste nicht in
entgegengesetzter Richtung folgen oder letztere sich drehen, um sich ihrer ganzen
Länge nach an den Klotz anzulegen, sondern sie wird., da auf den Vorschub von y überhaupt kein Federdruck mehr wirkt, sich allmählich
parallel zur Achse des Blockes einstellen.
An Stelle der beiden Winkelhebel fg können, sobald die
Leiste überhaupt einen Anschlag hat, auch direkt zwei Federn angebracht werden, doch
ist vorstehende Anordnung vorzuziehen., indem erstens von zwei verschiedenen Federn
aus nie ein vollständig gleichmäſsiger Druck erreicht wird, und zweitens durch das
vollständige Freiwerden des einen oder anderen Endes der Leiste die Parallelstellung
leichter und vollkommener erreicht wird.
Um die in D. p. J. 1887 266 *
102 besprochene Maschine zum Schneiden von Nuthen und Abschrägungen verwendbar zu
machen, hat G. A. Oncken in Riga (Zusatz * D. R. P. Nr.
44007 vom 22. November 1887) die in Fig. 38 dargestellte
Abänderung getroffen.
Da die Messerköpfe f gleichmäſsig mit dem Messerrahmen
F vorrücken müssen, so ist die Bewegung derselben
mit der Spindel B, welche die Bewegung des Rahmens F bedingt, in Verbindung gebracht. Auf dem äuſseren
Ende der Spindel B sitzt ein Zahnrad M, in welches ein zweites N mit gleicher Zähnezahl eingreift. Letzteres sitzt auf der Welle W, welche an ihrem entgegengesetzten Ende ein Winkelrad
O trägt. Dieses greift wieder in ein zweites
Winkelrad P mit gleicher Zähnezahl ein, welches mit
entsprechendem Muttergewinde versehen ist und sich um eine Schraubenspindel Q dreht. Das Rad P
ist, mit der
feststehenden Säule S drehbar verbunden, und da die
Spindel Q gleiches Gewinde wie B hat, so muſs der Vorschub der Messerbank R
genau demjenigen des Messerrahmens F entsprechen. Ein
zweites Winkelrad O1
auf der Welle W mit Handrad T dient dazu, den Block zwischen den Centrirklauen in der richtigen Höhe
einzustellen. Zu diesem Zwecke läſst sich das Winkelrad O durch den in d drehbaren Winkelhebel abc ausschalten, so daſs, unabhängig von dem Getriebe,
mittels der Kurbel V der Messerrahmen und mittels des
Handrades T die Messerbank gegen den Block eingestellt
werden können. Die Messerbank R hat nach zwei Seiten
die Arme ee, auf welchen sich die beiden eigentlichen
Messerköpfe f je nach Länge des zu bearbeitenden
Blockes verstellen lassen. Da die Messerköpfe der wagerechten Schaukelbewegung des
Blockes folgen müssen, so sind die beiden Arme ee um
einen Zapfen drehbar angeordnet. Die Messerköpfe f
tragen die Federgabeln oo, welche sich in Folge ihrer
Elasticität bei jedem Durchmesser des Blockes an denselben anlegen, ferner je zwei
Messer u, welche geneigt oder parallel zu einander
stehen und die beiden seitlichen Schnitte der Nuthen bewirken. Die Messer v heben dann die Nuthen in der Tiefe der seitlichen
Einschnitte aus, während ein drittes Messer die seitliche Abschrägung bewirkt.
Um die zur Herstellung von Kisten vorzurichtenden Bretter auf Gehrung zu schneiden
und gleichzeitig mit schwalbenschwanzförmiger Feder und Nuth zu versehen, haben H. Campbell und J. S.
Buroughes in London (* D. R. P. Nr. 42349 vom 23. Januar 1887) eine
Maschine erbaut, welche diese Arbeiten bei einem Durchgange der Bretter bewirkt. In
der Maschine sind auf die Länge der Bretter zwei Latten einstellbar, welche hinter
einander die bezüglichen Messer tragen.
Bei der Schutzvorrichtung für Hobelmaschinen von A. Knabe in Augsburg (* D. R. P. Nr. 45083 vom 15.
Februar 1888) wird der Messerköpfe (Fig. 39) durch lose an
einander gefügte, um eine Achse a lose drehbare
Schutzbrettchen b überdeckt, welche nur in der durch
einen Pfeil gekennzeichneten Zuführungsrichtung des Werkstückes ausweichen können,
so daſs man also von rückwärts nicht an das Werkzeug gelangen kann. Von vorn her,
also in der Zuführungsrichtung, ist der Zugang zum Werkzeuge in der Regel durch die
lose in das Querstück d eingeschobenen Rechenstäbe h gehindert. Das Querstück d ist in den Seitenständern f gerade geführt
und an die über Rollen laufende Schnur g angehängt,
mittels welchen der ganze Rechen beim Einführen des Werkstückes gehoben wird; beim
Niederlassen des Rechens setzen sich die über dem Werkstücke liegenden Rechenstäbe
lose auf das Werkstück auf, während sich die übrigen Rechenstäbe bis gegen den
Maschinentisch herabsenken. Die Schutzbrettchen b
weichen dem eingeführten Werkstücke von selbst aus und fallen nach dem Passiren des
Werkstückes von selbst in ihre ursprüngliche Lage zurück; um diesen Fall zu mildern, sind die
Schutzbrettchen nach oben mit einer als Gegengewicht wirkenden Verlängerung
versehen. Seitlich erfolgt der Abschluſs durch die an den Ständern f angebrachten Flügel i.
Die auf das Werkstück sich aufsetzenden Rechenstäbe weisen die das Werkstück
einführende Hand rechtzeitig ab. Durch die einzelnen beweglichen Rechenstäbe ist die
Anbringung von Anschlag- oder Führungsschienen an jeder Stelle des Maschinentisches
in keiner Weise gehindert.