| Titel: | Ueber Neuerungen in der Papierfabrikation. |
| Autor: | Alfred Haußner |
| Fundstelle: | Band 277, Jahrgang 1890, S. 174 |
| Download: | XML |
Ueber Neuerungen in der
Papierfabrikation.
Von dipl. Ingenieur Alfred
Haußner, Privatdocent an der k. k. technischen Hochschule Graz.
(Fortsetzung des Berichtes S. 118 d.
Bd.)
Mit Abbildungen auf Tafel
10.
Ueber Neuerungen in der Papierfabrikation.
Für zwei Papierstoffholländer mit lothrechtem
Stoffumlauf hat Joshua Norton jr. in Portneuf, Canada,
die amerikanischen Patente Nr. 389 760 und Nr. 400110 erhalten. Diese ganz
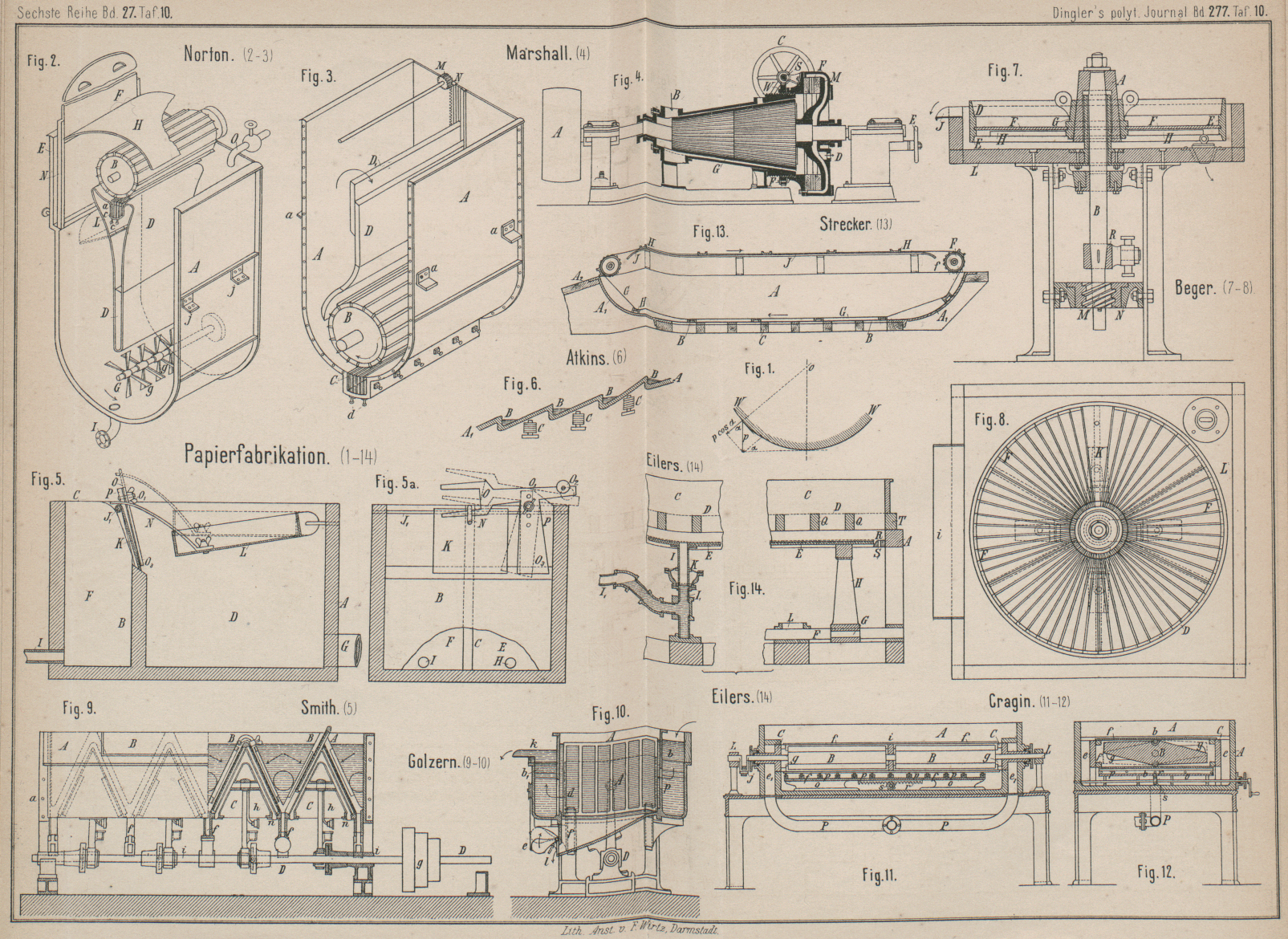
absonderlich gebauten Maschinen sind nach der in der Papierzeitung erschienenen Patentbeschreibung auf Taf. 10 Fig. 2 und 3 in axonometrischen
Bildern gezeichnet. Aus Fig. 2 erkennen wir, daſs
der Stoffumlauf in dem mittels der Winkel J
aufgehängten Kasten A in der Weise stattfinden soll,
daſs der Zeug gemäſs der durch den Pfeil angedeuteten Drehungsrichtung der
Messerwalze B zwischen diese und das Grundwerk C gelangt. Das letztere ist in der eigenthümlich aus
Blech gebildeten lothrechten Mittelwand D eingelassen
und durch Schrauben c und a festgestellt, welche durch eine hier weggelassene Thür L
stets zugänglich sind. Nachdem der Stoff, wie auch bei anderen Holländern das
Grundwerk passirt hat, wird er gegen die unbedeckte Waschscheibe N geschleudert und sinkt dann in der zweiten
Holländerabtheilung hinab, soll von dem Rührer G mit
schräg gestellten Flügeln g am Absetzen verhindert und
zum Aufsteigen gegen die Messerwalze vermocht werden. Dies scheint uns nun in der
Art und Weise, wie es in der Patentzeichnung erkennbar ist, nicht zuzutreffen,
sicher ist die Befürchtung gerechtfertigt, daſs der durch das Rohr J abgelassene Zeug an Gleichförmigkeit alles zu
wünschen übrig lassen wird. Auch scheint uns noch ein anderer, nicht unwesentlicher
Mangel dem Apparate anzuhaften. Wenn die eigenthümliche Aufstellungsart des Troges
auch den Zweck erreichen dürfte, daſs Platz gespart wird, so ist doch eine dauernde,
unveränderliche Stellung desselben nicht zu erwarten, wenn man an die
Erschütterungen denkt, welche beim Mahlprozesse im Holländer fortwährend
stattfinden. Man erinnere sich nur an das dauernde, durch diese Erschütterungen
hervorgerufene kräftige Geräusch, welches den Holländersälen eigenthümlich ist.
Der zweite Norton'sche, durch Fig. 3 dargestellte
Holländer zeigt den äuſseren Kasten, bezüglich Trog, in ganz analoger Art wie der
eben beschriebene und möchten wir denselben auch aus den erwähnten Gründen nicht
empfehlen. Dagegen wird der Stoffumlauf in aufsteigender Richtung von der Walze
selbst besorgt, ein ähnliches Prinzip, wie wir es bei den bereits bekannten
Holländern von Umpherston und Hoyt haben, doch in anderer und nach unserer Meinung weniger guten
Ausführung. Der Trog A wird nämlich hier durch die Wand
D, welche noch durch den mittels Getriebe M und Zahnstange N auf und
ab beweglichen Schieber D1 erhöht werden kann, fast genau in der Mitte getheilt, jedoch so, daſs im
unteren Theile die Wand D sich thunlichst der
Walzenkrümmung anpaſst und nur wenig Zwischenraum zwischen ihr und den Messerkanten
bleibt. Dreht sich die Walze in der Pfeilrichtung, so wird der Zeug zwischen Grund
werk und Walzenmesser genommen und sodann, da man wegen der kurzen Messer von einem
Schöpfen kaum reden kann, tangentiell ausgeschleudert; er soll dadurch so hoch
emporsteigen, daſs er in gleiche Höhe mit der Oberkante von D1 gelangt und so wieder an der anderen
Seite hinabsinken kann. Nehmen wir nun die für Holländerwalzen schon nicht
unbedeutende Umfangsgeschwindigkeit von 7m an, so
erhalten wir durch die Formel:
h=\frac{v^2}{2\,g}
allerdings eine Höhe von etwa 2m,5 als möglich. Doch gilt dies nur unter Berücksichtigung gar keiner
Nebenhindernisse, insbesondere nicht für das Aufsteigen in dem vertheilten Stoffe,
wie er hier den Trog füllt. Deshalb möchten wir auch dieser Anordnung, trotz des vom
Erfinder gerühmten
schnelleren Stoffumlaufes, einiges Miſstrauen in Bezug auf ihren Erfolg
entgegenbringen.
In den Vereinigten Staaten von Nordamerika ist für gewisse Papiere das Fertigmahlen
durch eine Kegelstoffmühle Bedingung. Eine solche „perfecting engine“ von F.
Marshall in Turner's Falls, Mass., ist gemäſs einer in den Industries erschienenen Beschreibung durch Fig. 4 Taf. 10
wiedergegeben. Auf dem Umfange eines guſseisernen Kegels sind ungefähr 200
Stahlmesser G vorhanden, welche den bei B eintretenden Stoff bearbeiten. Derselbe gelangt
endlich an das weitere Ende und zwischen die mit 210 Messern F armirten, lothrechten Mahlflächen M und
tritt schlieſslich bei D aus. Die Messerstellung des
Kegels kann durch Verschieben desselben, indem Handrad E gedreht wird –, die Entfernung der Mahlflächen M durch das Handrad C, Schraube ohne Ende S und Wurmrad W gestellt
werden, welches mittels eines Bolzens T, der in einen
eingedrehten Hals der Fortsetzung der einen Mahlfläche greift, mit der einen
Messerfläche gekuppelt ist. Das Ganze ruht in einem kräftigen Guſseisengestelle, so
daſs ein ruhiges Arbeiten zu erwarten ist. Das Endproduct soll wenig Knoten
enthalten. Die beschriebene Maschine verbraucht bei 300 Umdrehungen in der Minute 40
bis 50 .
In Papierfabriken, welche gefärbte Papiere oder anderweitige sorgfältig zu
behandelnde Qualitätspapiere fertigen, empfiehlt es sich, Proben zu nehmen und diese
dann näher zu untersuchen. Besonders beim Färben des Zeuges kann dann, wenn Versuche
mit dem Inhalte eines groſsen Holländers gemacht werden, leicht ein Verderben der
ganzen Holländerleere eintreten. Es empfiehlt sich also, kleinere Mengen für
Versuche zu benutzen, und sind für diesen Zweck die von C.
Joachim und Sohn in Schweinfurth gebauten kleinen Versuchsholländer sehr
praktisch. Der in einem Stücke gegossene Trog ist 850mm lang, 420mm breit und 180mm tief. Die Ausstattung ist jener der groſsen
Holländer ganz entsprechend. Der Antrieb wird nach Bedarf mit Hand durch eine
Frictionsräder-Uebersetzung bewirkt, auch kann Kraftbetrieb gewählt werden.
Sehr unangenehme und ungebetene Gäste bei der weiteren Verarbeitung des fertig
gemahlenen Zeuges sind die sogen. Katzen. Es sind dies
bekanntlich Fasern, die sich zu einem längeren Strange zusammensetzen, häufig dann
mit dem übrigen Stoffe zur Papiermaschine gelangen und zu mancherlei Ausschuſs oder
unschönem Aussehen der Papiere Anlaſs geben. Es gibt bis jetzt keine Erklärung der
Entstehung derselben, die allgemein gelten könnte; daſs das Rütteln, überhaupt die
oft stoſsweise Bewegung des Zeuges viel zur Bildung derselben beiträgt, ist leicht
einzusehen. Und doch ist selbst bei schmierigem, lang gemahlenem Stoffe durchaus
nicht immer Katzenbildung vorhanden und mag nur der Ausspruch eines alten
Papiermachers erwähnt werden, der die Behauptung ausspricht, daſs in jedem Falle, bei
beliebigem Zeuge dieselbe vermieden werden kann. Allerdings ist hierfür eingehende
und lang andauernde Beobachtung jedes einzelnen Theiles der einschlägigen Maschinen
nothwendig. Es scheint uns keineswegs die Behauptung unbegründet, daſs der Grund für
die Katzenbildung bereits im Lumpensortirsaale gelegt wird. Wenn nämlich die Näthe,
welche den, gegenüber den eigentlichen Gewebstheilen, gewöhnlich viel
widerstandsfähigeren Zwirn enthalten, nicht mit peinlicher Sorgfalt entfernt werden,
so bilden sich ganz fröhlich bereits im Holländer die schönsten Katzen. Die Walze
wird ja so gestellt, damit sie die Lumpen ordentlich zerfasert, der Zwirn fällt dann
heraus, bleibt fast unzermahlen. Dann hängt sich der lange Faden am Sattel, an der
Zwischenwand oder an rauheren Theilen fest, die Bewegung der Holländerfüllung läſst
ihn hin und her schwingen, er faſst so weiters Fasern und die Katze ist fertig.
Läſst man dann den Holländer ab, so kann man sich glücklich schätzen, wenn die Katze
nicht durch die energischere Stoffbewegung gegen die Abströmungsöffnung losgelöst
wird und den gleichmäſsigeren Stoff gänzlich verdirbt. Einigermaſsen kann dem nur
gesteuert werden, wenn die Holländermüller gewissenhaft genug sind und mit gröſster
Sorgfalt das Umrühren besorgen. Wir erkennen dieses also nicht bloſs als nothwendig
für die Circulation, insbesondere bei den bisher noch meist üblichen
Holländerconstructionen, sondern auch für die Vermeidung der Katzen. Es kann dadurch
doch erreicht werden, daſs die gröberen widerstandsfähigeren Theile halb und halb
zerfasert werden. Ein weiterer Umstand, auf den als sehr mitbetheiligt bei der
Katzenbildung in neuester Zeit hingewiesen wurde, ist der
Zutritt von Luft. In der That, denken wir uns etwa einen Rührer in einer
Stoffbütte so beschaffen, daſs rauhere Theile vorhanden sind, an welche sich Fasern
fester ansetzen, die sodann mit Luft in Berührung kommen, so wird die Feuchtigkeit
der Fasern etwas verdunsten; diese werden dann mehr das Bestreben zeigen, feuchtere
Fasern an sich zu ziehen und so zur Katzenbildung Anlaſs geben. Bei Knotenfängern,
in welchen wirbelnde Luft die durchgegangenen Fasern trifft und so etwas trocknet,
kann dies besonders leicht geschehen. Daſs dabei auch die Verfilzungsfähigkeit der
Faser bedeutend mitwirken kann, ist wohl auch klar.
Ein interessanter, wenn auch nicht ganz einfacher Stoffregulator für Papiermaschinen ist der durch Amerikanisches Patent Nr.
394306 geschützte Apparat von Lyman E. Smith in
Mittineague, Massachusetts. Er ist auf Taf. 10 Fig. 5 und 5a gemäſs der
Patentbeschreibung (vgl. Papierzeitung, 1889 Nr. 11)
versinnlicht. In eine Stoffbütte wird durch das Rohr G
der Stoff gepumpt. Die Bütte ist durch die Wand B in
zwei ungleich groſse Haupträume getheilt. Der kleinere von diesen ist noch durch die
Wand C in zwei gleich groſse Räume E und F getrennt, von
welchen E durch das Rohr H
mit der Papiermaschine und F durch das Rohr J mit jenem Raume verbunden ist, aus welchem der Stoff
in die Bütte gelangt. Wenn keine weiteren Vorkehrungen getroffen wären, würde sich
der Stoff gleichmäſsig über die Wand B in die Räume E und F ergieſsen. Dies
wird aber verhindert einerseits durch die Klappe K auf
der Achse J1,
andererseits durch die selbsthätig zu verstellende Platte O3. Die Klappe K wird von vornherein der Dicke des gewünschten Papieres entsprechend
gestellt, und kann somit, da K auf der Wand B aufliegt, nur seitlich von dieser Stoff nach E und F gelangen und zwar
nach E nur zwischen den Platten K und O3. Die
selbsthätige Klappe O1
hat nun ihre Achse in einer Fortsetzung P der Wand B und deckt unter gewöhnlichen Verhältnissen die linke
Kante von O3 die linke
Kante der Wand P (Fig. 5a). Zur Regulirung
ist nun weiter ein einerseits aufgehängter Schwimmer L
vorhanden, an welchem ein Fortsatz N befestigt ist, der
zwischen die Zinken der Gabel O greift, welche mit O3 und einem weiteren
Arm für das Gegengewicht O2 einen dreiarmigen Hebel bildet. Die gewöhnlichen Schwankungen in der
Höhe des Stoffes im Raume D, hervorgerufen durch das
stoſsweise Eintreten von Stoff durch das Rohr G,
bewirken keine Aenderung in der Stellung der Gabel und damit auch der Platte O3, indem dabei N nur zwischen den Zinken der Gabel spielt. Wird jedoch
z.B. der Stoff viel dicker, so daſs er weniger rasch über B abflieſsen kann, so steigt auch der Schwimmer L mehr; N drückt auf die eine der Zinken,
dreht somit den dreiarmigen Hebel, also auch die Platte O3 etwa in die gestrichelte Stellung, und
der Stoffzutritt in den Raum E wird eventuell ganz
unterbrochen, unter gewöhnlichen Umständen jedoch nur soweit beschränkt, daſs die
gröſsere Dicke des Stoffes durch den verminderten Zufluſs in den Raum E, also auch zur Papiermaschine, wett gemacht wird.
Viel Verdruſs verursachen den Papierfabrikanten die mehr oder weniger kleinen
Metallspäne, welche mit dem Stoffe auf die Maschine gelangen und ihr Entstehen
verschiedenen Ursachen verdanken. Trotz der vor der Papiermaschine angebrachten
Sandfänge sind dieselben doch noch meist in dem auf die Maschine flieſsenden Stoffe
vorhanden. Das D. R. P. Nr. 48401, ertheilt an Charles H.
Atkins in Boston, Massachusetts, Nordamerika, betrifft nun eine Art verbesserten Sandfang, welcher diesem Uebelstande
gänzlich abhelfen soll.
Wir sehen in Fig.
6 Taf. 10 vorerst Hindernisse in Stufen AA1 wie bei den gewöhnlichen Sandfängen eingeschaltet.
Doch haben wir in den oberen spitzen Winkeln bei B
kleine Quecksilberbäder und unter der Mitte der schiefen Ebenen Elektromagnete
angebracht. Dadurch wird erreicht, daſs während des Abwärtsflieſsens des Stoffes
sämmtliche mitgerissene Eisentheilchen in den Wirkungskreis der Elektromagnete
gelangen, dort festgehalten werden und die mitgegangenen Metalltheile, Bleispänchen
u.s.w. im Quecksilber sich auflösen. Für die Rinne wird eine einzige, passend gebogene
Kupferblechplatte vorgeschlagen. Es mag nicht geleugnet werden, daſs der Apparat
seinem Zwecke entsprechen kann. Doch ist dessen Anwendung eine Frage der
Oekonomie.
Als recht lästiger Begleiter des Stoffstromes über den Sandfang und auch weiterhin
bis zu den Linealen auf der Papiermaschine ist der oft auftretende Schaum. Vielfach
gilt das unrichtige Verhältniſs zwischen Alaun und Leim als Ursache desselben und
wird empfohlen, vor dem Aufflieſsen auf den Sandfang tropfenweise Alaunlösung
zutreten zu lassen. Doch ist auch die energischere Bewegung bei stärker geneigten
Sandfängen mit Anlaſs und wird deshalb eine kleinere Neigung und von einem alten
Papiermacher (vgl. Papierzeitung, 1888 Nr. 60) das
Tieferlegen des Sandfangs (!) beim Aufflieſsen empfohlen. Geht dies nicht an, so
hilft Oel oder Erdöl, wie bekannt, und bewährt sich ein dichter Filzbeutel mit Oel gefüllt, unter dem der Stoff streicht, für
diesen Zweck erfahrungsgemäſs sehr gut.
Eine verhältniſsmäſsig bedeutende Anzahl von verschiedenartigen Neuerungen liegen
über Knotenfänger vor. Zur Beförderung des
Stoffdurchlasses wird eine Luftverdünnung angewendet. Eine derartige Neuerung finden
wir z.B. bei dem durch D. R. P. Nr. 46132 geschützten Knotenfänger von Ludwig Beger in Fockendorf bei Treben und ist die
interessante Maschine gemäſs der Patentbeschreibung in Fig. 7 und 8 Taf. 10 gezeichnet.
Auſser dem Erwähnten ist noch als Besonderheit zu erwähnen, daſs zur Aenderung der
Schlitz weite für verschiedenartigen Stoff nicht andere Platten genommen werden
müssen, sondern dies durch Verstellen der strahlenförmig angebrachten
Knotenfangplatten F geschieht. Wir finden auf der
lothrechten Welle B den Kegel A festgeschraubt, der seinerseits die Nabe G
und die durch Arme H mit ihr verbundene cylindrische
Wandung D trägt. In G und
B, in derselben Wagerechten, befinden sich Nuthen
E, in welche die Knotenfangplatten F eingeschoben werden. Diese sind an den Seiten
abgeschrägt und regelt sich nach deren gegenseitiger Entfernung die Schlitzweite,
welche nach erfolgter Einstellung unverändert bleibt.
Der Stoff flieſst auf die Platten F zwischen Ring D und Nabe G, dringt durch
die Schlitze in den Trog L, erreicht endlich den
Auslauf J und flieſst über. Der letztere ist höher als
der Boden des Knotenfanges gelegt; es wird dadurch erreicht, daſs die Schlitze eher
vor dem Verstopfen bewahrt werden, insbesondere, wenn man bedenkt, daſs die
lothrechte Welle B und mit ihr die Platten F eine auf und ab gehende Bewegung erhalten, so bei
einer Bewegungsrichtung die Flüssigkeit in den Cylinderraum D gedrängt und bei der entgegengesetzt gerichteten Bewegung, nach
aufwärts, durch die Platten gesaugt wird. Diese auf und ab gehende Bewegung wird
durch eine schwingende Drehbewegung der Welle B mittels der
Kurbel R, an welche eine Schubstange greift, und der
Schraube M in der festgestellten Mutter N erzielt.
Eine sehr hübsche Ausführung ist der Knotenfänger der Maschinenbauanstalt Golzern (D. R. P. Nr. 39217), welcher in Fig. 9 und 10 Taf. 10
nach einer von der genannten Anstalt freundlichst zur Verfügung gestellten Zeichnung
dargestellt ist. In einem der Hauptsache nach guſseisernen Troge sind seitlich
Kästen b, b1
angebracht. Durch b findet der Stoffzulauf statt und
ergieſst sich der Stoff durch die Oeffnungen p in die
Thäler zwischen die schief gestellten Knotenfangplatten, um in der Richtung der
angegebenen Pfeile senkrecht zu den Platten durchzugehen. Diese sind aus Bronze mit
gefrästen Schlitzen hergestellt, zwischen seitliche Leisten eingeschoben, oben durch
Bügel und Schraube und auſserdem noch seitlich durch Keile festgelegt. Sie sind
dadurch leicht und rasch auswechselbar. Zur Beförderung des Stoffdurchganges sind
die keilförmigen Saugkörper C vorhanden, welche mit den
Gummirahmen n sich an die Seitenwände und die
Abfallrinnen f schlieſsen. Dieselben werden durch
Excenter und Schubstange von der etwa mit 400 bis 500 Umläufen in der Minute sich
drehenden Welle D auf und ab bewegt. Dadurch wird eine
geräuschlose Schüttel-, eigentlich Saugbewegung erzielt und der Durchtritt des
feinen Stoffes befördert, der dann durch d in den
Ablauftrog b1 und über
den Auslauf k abflieſst. Schwerere Theile, Sand,
Metallspäne u. dgl. werden schon zwischen den Knotenplatten herabsinken, in die
Ablaufrinnen f gelangen und können von dort nach
erfolgtem Anheben der durch das Birngewicht e
geschlossenen Klappe l entfernt werden.
Diese Knotenfänger sind bei verschiedenartigen Stoffen schon mehrfach in Gebrauch und
sollen sich gut bewährt haben. Der Durchfluſs kann regelmäſsig stattfinden, was auf
die Gleichförmigkeit des Papiergewichtes wesentlich günstig wirken wird. Die
Reinigung der Platten erfolgt je nach der Art der Benutzung alle 12 oder 24
Stunden.
Ebenfalls auf die Wirkung einseitigen Luftdruckes wird bei dem neuen Patente von P. H. Cragin in Pen Yan, New York, gerechnet
(Amerikanisches Patent Nr. 403577). Der Knotenfänger ist nach der in der Papierzeitung erschienenen Patentbeschreibung in Fig. 11 und
12 Taf.
10 gezeichnet. Es sind Siebplatten f an der Ober- und
Unterseite eines Troges C angebracht, der innerhalb
eines gröſseren Kastens A sich befindet. Zwischen
diesen beiden Platten schwingen die Stücke B um die
Achse L. In Fig. 12 sehen wir den
rechten Theil von B nach abwärts geschwungen
gezeichnet. Hiervon wird erwartet, daſs der Luftdruck den Stoff durch den oberen
Deckel drückt, während B selbst einen gleich groſsen
Theil durch die untere Knotenfangplatte befördert. Selbst angenommen, daſs B nicht bloſs wie ein Rührer wirkt, indem ja eigentlich
gar kein besonderes Hinderniſs vorhanden ist, daſs der, in der Zeichnung, unterhalb
B verdrängte Stoff einfach um den Körper B herum nach der oberen Seite ausweicht, so dürfte doch
zwischen den beiden Platten durch die Oeffnungen g ein
anders gereinigter Stoff als der auch durch die untere Siebplatte durchgegangene
nach dem Auslaufraume e gelangen. Daran hindern auch
wohl die Stäbe b nicht, welche den Uebertritt des
Stoffes rechts der Achse von B nach der linken Seite
derselben hindern sollen. Unter den geschilderten Umständen dürfte auch nicht viel
von der Wirksamkeit der durch Trieb s und Zahnstange
r hin und her bewegten Reinigungsstreifen p aus Filz oder Gummi zu erwarten sein.
Das Neue an dem durch Amerikanisches Patent Nr. 383026 geschützten Knotenfänger von
Martin V. Streeter in Franklin Falls, New
Hampshire, ist eine durch continuirlich sich bewegende Schaber wirkende
Reinigungsvorrichtung der Siebplatten. Nach der in der Papierzeitung erschienenen Patentbeschreibung ist in Fig. 13 Taf. 10 eine
Zeichnung gegeben, in welcher H die erwähnten Schaber
sind. Sie sind an einer endlosen Kette G befestigt,
welche von dem Kettenrade F mit Zähnen f bewegt werden. Die Siebplatten B sind am Boden des aus den Wänden A, A1 gebildeten Troges
befestigt, und gleiten über dieselben die durch das Eigengewicht aufruhenden Schaber
H. Es wird erwartet, daſs dieselben die gröberen,
auf den Platten liegen gebliebenen Unreinigkeiten bei ihrer Bewegung in der
Pfeilrichtung mitnehmen und dann auf die schiefe Ebene A2 auswerfen. Es mag aber die Befürchtung
ausgedrückt werden, daſs durch die Schaber H vielleicht
Fasern in die Schlitze gedrückt werden, die dort nicht hineingehören und so die
Schlitze verlegen.
Einen ebenfalls mit saugender Wirkung construirten Knotenfänger von Bernard Eilers jr. in Rochester, N.-J. (Amerikanisches
Patent Nr. 402426), stellt nach der in der Papierzeitung erschienenen Patentbeschreibung Fig. 14 Taf. 10 dar.
Derselbe kann auch, wenn D ein passendes Sieb bedeutet,
ganz gut zur Holzschliffsortirung verwendet werden. Die Bodenplatte E ist durch Lederstreifen S mit dem unteren Rahmen R verbunden. Dadurch
ist es möglich, dieselbe mittels zweier oder dreier Excenter G auf der Welle F und der Schubstangen H, die mit der Bodenplatte E verbunden sind, in auf und ab erfolgende Schwingungen zu versetzen und
so die erwähnte Saugwirkung zu erzielen. Das Ablaufrohr J im Boden E hindert diese Bewegungen
keineswegs, indem dasselbe durch die nachgiebige Lederdichtung K mit der weiteren Abfluſsleitung verbunden ist.
(Schluſs folgt.)
Tafeln